本发明涉及烟草商品用包装材料以及烟草商品用封装。
背景技术:
作为包装烟草商品的包装材料,有各种材料。典型来说,已知有将规定根数(例如20根左右)的烟草物品的束一起单独包装的硬质封装、软质封装等。例如作为硬质封装的一个方式,广泛已知有一种铰链盖封装,其具备经由铰链开闭自如地连结于外盒的盖部。收容于外盒内的烟草商品一般通过折入柔软的片材料而形成的内包装收容于外盒内。另外,软质封装典型来说通过用折入内包纸形成的内包装包住烟草商品、并将该内包装包装于柔软的外包纸而形成。上述的各种封装为了包住烟草商品而不将内包装的折入端部密封,因此难以通过内包装自身确保烟草商品的密封性。例如,典型来说,烟草商品以其水蒸气量被控制的状态出厂。因而,若包装烟草商品的包装材料不具有水蒸气阻隔性,则例如在烟草商品的流通过程或保存期间中烟草商品的水蒸气量增减,担心给烟草商品的吸味带来影响。另外,担心因水蒸气从外部侵入包装材料内而在收容于内部的烟草商品的卷纸等上产生斑点。即,若不能确保包装材料的水蒸气阻隔性,则有导致收容于内部的烟草商品的品质降低的隐患。因此,在以往的各种封装中,利用透明的树脂膜包装进一步覆盖封装的外侧而将封装密封。然而,近年来,出于环保、节省资源的需求,优选的是省略将封装外包装的树脂膜。与此相关,在专利文献1中公开了通过在纸基材上层叠有聚对苯二甲酸乙二醇酯(pet)、聚乙烯(pe)等的塑料膜而成的层叠片来形成封装的坯料的技术。另外,专利文献2中公开了如下技术:将封装的坯料形成为如下层构造,其包括含有纤维质纤维素类材料的基层、在基层的外侧提供的含金属层、包含能够密封的高分子材料且在基层的内侧的至少密封区域上提供的能够密封的层。现有技术文献专利文献专利文献1:国际公开第2018/092179号专利文献2:日本特表2020-500126号公报
技术实现要素:
发明将要解决的课题上述专利文献1、2所记载的封装能够密封所收容的烟草商品。然而,专利文献1所记载的封装是在纸基材上层叠塑料膜的技术,因此塑料膜的厚度变厚,担心不能说是充分环保。另外,在专利文献2中,也是作为封装中的能够密封的层所含的高分子材料,公开了包含聚烯烃类以及丙烯酸类的聚合物、特别是公开了包含聚乙烯或者聚丙烯,但关于高分子材料的含量没有任何规定。
本发明鉴于上述的实际情况而完成,其目的在于提供能够密封烟草商品、并且通过减少树脂材料的使用量而比以往更环保的烟草商品用包装材料以及烟草商品用封装。用于解决课题的手段本发明的烟草商品用包装材料的一个方式为一种形成烟草商品用封装的片状的包装材料,该烟草商品用封装在密封的内部收容部中包装烟草商品,所述包装材料具备:包含纤维质纤维素类材料的纸基层;含铝层,其层叠于所述纸基层;以及热封层,其在所述包装材料中的至少单面侧作为外层而形成,涂敷有将所述包装材料的缘部彼此热封的热封剂,所述热封层的厚度为0.5μm以上且5μm以下。这里,所述热封层也可以仅形成于所述包装材料中的单面。在该情况下,所述热封层也可以形成于所述包装材料中的单面的整个区域。或者,所述热封层也可以仅形成于所述包装材料中的单面的外缘部。另外,所述热封层也可以形成于所述包装材料中的两面。在该情况下,所述热封层也可以形成于所述包装材料中的两面的整个区域。或者,所述热封层也可以仅形成于所述包装材料中的两面的外缘部。另外,本发明能够作为一种烟草商品用封装而确定,其是由上述任意一个烟草商品用包装材料形成的封装,具备:烟草商品,其收容于由所述包装材料密封的内部收容部;以及所述包装材料的缘部彼此热封而成的热封部。本发明的烟草商品用封装也可以是,所述包装材料的所述热封层在所述封装中至少形成于面向内部收容部的内表面,所述热封部形成为所述包装材料的缘部彼此以人字形状态重合的人字形密封形态。在该情况下,也可以是,所述包装材料在所述封装的内表面侧配置所述含铝层,在位于与该内表面相反的一侧的外表面侧配置所述纸基层,在所述含铝层层叠所述热封层。另外,本发明的烟草商品用封装也可以是,所述包装材料的所述热封层也形成于所述封装中的位于与所述内表面相反的一侧的外表面,具有所述人字形密封形态的所述热封部以沿接近所述热封部的部位重合的状态使外表面彼此粘合。另外,本发明的烟草商品用封也可以是,所述包装材料的所述热封层在所述封装中形成于面向内部收容部的内表面以及位于与该内表面相反的一侧的外表面,所述热封部形成为在所述包装材料的缘部彼此中的一方的内表面侧形成的热封层与在另一方的外表面侧形成的热封层重合的重叠粘贴形态。另外,用于解决本发明中的课题的手段可以尽可能地组合采用。发明效果根据本发明,能够提供可密封烟草商品、并且通过减少树脂材料的使用量而比以往更环保的烟草商品用包装材料以及烟草商品用封装。
附图说明
图1是实施方式1的封装的外观立体图。图2是表示用于形成实施方式1的封装的片状的包装材料的俯视图。图3是表示形成实施方式1的封装的包装材料的层构造的图。图4是概略地表示实施方式1的封装中的包含热封部的外皮的剖面构造的图。
图5是说明变形例1的包装材料的层构造的图。图6是说明变形例2的包装材料的层构造的图。图7是实施方式2的封装的外观立体图。图8是用于形成实施方式2的封装的包装材料的俯视图。图9是表示形成实施方式2的封装的包装材料的层构造的图。图10是说明组装实施方式2的封装时的包装材料的折入顺序的图。图11是说明组装实施方式2的封装时的包装材料的折入顺序的图。图12是说明组装实施方式2的封装时的包装材料的折入顺序的图。图13是说明组装实施方式2的封装时的包装材料的折入顺序的图。图14是概略地表示实施方式2的封装中的热封部附近的剖面构造的图。图15是概略地表示使用变形例3的包装材料形成封装时的热封部附近的剖面构造的图。
具体实施方式
这里,基于附图对本发明的烟草商品用包装材料以及封装的实施方式进行说明。另外,本实施方式所记载的构成要素的尺寸、材质、形状、其相对配置等是一个例子。<实施方式1>图1是实施方式1的烟草商品用封装(以下,简称为“封装”)1的外观立体图。图2是表示用于形成实施方式1的封装1的片状的烟草商品用包装材料(以下,简称为“包装材料”)2的俯视图。封装1具有大致立方体的箱形状,具有通过将图2所示的片状的包装材料2折入而收容烟草商品的束的外皮3。在封装1中的外皮3的内部形成有被密封的内部收容部,在该内部收容部收容有烟草商品。图1中示出封装1的前后上下左右的各方向。但是,封装1的前后上下左右的各方向是为了说明封装1的各部的相对的位置关系而使用的,并不意味着封装1的绝对的朝向。另外,封装1的上下方向可以称作“高度方向”,左右方向可以称作“宽度方向”,前后方向可以称作“深度方向”。封装1的外皮3是通过折入片状的包装材料2并利用热封粘合包装材料2的缘部彼此而形成,密封有收容烟草商品的内部收容部。在图2所示的例子中,包装材料2呈矩形形状,通过在烟草商品的周围折入,形成将烟草商品密封的外皮3。另外,关于包装材料2的层构造及其详细情况,之后进行叙述。这里,图1所示的附图标记31是使外皮3(包装材料2)的缘部彼此重合而热熔接的热封部。热封部31包含沿封装1的宽度方向(左右方向)延伸的横向热封部31a和沿封装1的高度方向(上下方向)延伸的纵向热封部31b。特别是在不区分横向热封部31a与纵向热封部31b的情况下,简称为热封部31。另外,在本实施方式中,通过使外皮3(包装材料2)的缘部彼此以人字形(日文:合掌)形态重合而形成了热封部31。如图1所示,纵向热封部31b分别设于封装1的左右。另外,各纵向热封部31b从封装1的上端延伸至下端。另外,横向热封部31a从一方的纵向热封部31b横穿封装1的宽度方向整个区域,而且延伸至另一方的纵向热封部31b。另外,横向热封部31a的两端部与各纵向热封部31b重叠。
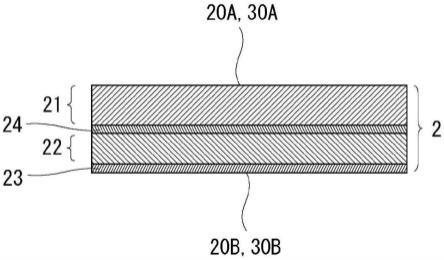
另外,在图1所示的例子中,在横向热封部31的前端缘中央形成有扁平的大致m字状的缺口。该缺口对横向热封部31提供v字状的捏持部33。但是,捏持部33在封装1中并非必须,也可以适当省略。另外,捏持部33的形状、位置等也不被特别限定。封装1的外皮3包含与捏持部33相连的断裂片34。断裂片34是从外皮3中的上表面35的后缘35a到前面36由一对第一分离线37划分设置的带状体。第一分离线37v从字状的捏持部33的两端向上方延伸,进而横穿上表面35而延伸至其后缘35a。另外,在外皮3的前面36,在捏持部33的上方设有第二分离线38。第二分离线38沿封装1的宽度方向延伸。第一分离线37以及第二分离线38由脆弱部形成。“脆弱部”是封装1中的外皮3(或者形成外皮3的包装材料2)的表面的一部分,并且是该部分的强度比其他部位弱化的部分。例如脆弱部也可以通过实施使包装材料2的板厚比其他部位薄那样的加工(例如半切割)而形成。在本实施方式中,为了确保封装1的密封性,优选不采用在包装材料2穿设小孔的穿孔列作为“脆弱部”。另外,图1所示的附图标记39是封装1中的外皮3的侧面。另外,在通过对包装材料2实施半切割加工而形成脆弱部的情况下,若设于在图3中进行说明的含铝层22侧,则有损害水蒸气阻隔性的隐患,因此优选的是设于对水蒸气阻隔性没有很大贡献的纸基层21。图3是表示形成实施方式1的封装1的外皮3的包装材料2的层构造的图。如图3所示,包装材料2具有层叠有包含纤维质纤维素类材料的纸基层21、层叠于纸基层21的含铝层22、及热封层23的层构造。本实施方式中,含铝层22由铝箔形成,具有优异的水蒸气阻隔性。关于含铝层22,经由粘合剂24将含铝层22(铝箔)粘合于纸基层21。另外,包装材料2至少在单面侧形成热封层23作为外层。热封层23通过对涂敷对象涂敷含有用于将包装材料2的缘部彼此热封(热熔接)(用于形成图1所示的热封部31)的热封剂的热封清漆而形成。图3中示出了在含铝层22层叠热封层23的一个方式,在本例中,通过在含铝层22涂敷热含有封剂的热封清漆而形成了热封层23。这里,含铝层22的厚度优选的是约1μm以上,更优选的是约5μm以上。另外,关于含铝层22的厚度,作为一个例子,可列举小于约15μm的方式,优选的是小于约10μm。如上述那样规定含铝层22的厚度的上限值,抑制含铝层22变得过厚,这从环境配虑的观点来看是优选的。另外,如上述那样规定含铝层22的厚度的下限值,抑制含铝层22变得过薄,这从抑制在含铝层22形成小孔、抑制水蒸气从该小孔的泄漏的观点来看是优选的。另外,关于纸基层21的厚度,作为一例,可以举出约15μm以上的方式。另外,纸基层21的厚度优选的是约20μm以上,更优选的是约30μm以上。另外,关于纸基层21的厚度,作为一个例子,可列举小于约110μm的方式。另外,纸基层1的厚度优选的是小于约90μm,更优选的是小于约70μm。通过如上述那样规定纸基层21的厚度的下限值,能够确保作为包装材料2所需的强度、刚性。另外,通过规定纸基层21的厚度的上限值,能够抑制包装材料2的强度、刚性变得过量,能够抑制进行弯折加工等时的制造适应性降低。另外,关于纸基层21的克重,作为一个例子,可列举约25g/m2以上的方式。另外,纸基层21的克重优选的是约35g/m2以上,更优选的是约40g/m2以上。关于纸基层21的克重,作为一个例子,可列举小于约65g/m2的方式。另外,纸基层21的克重优选的是小于约60g/m2,更优选的是小于约55g/m2。另外,含铝层22的厚度与纸基层21的厚度之比优选的是约0.01以上,更优选的是
约0.2以上。另外,含铝层22的厚度与纸基层21的厚度之比优选的是小于约1,更优选的是小于约0.6。作为特别优选的方式,含铝层22的厚度与纸基层21的厚度之比为约0.2~约0.6。这里,关于纸基层21,作为一个例子,可列举包含30重量百分比以上的纤维质纤维素类材料的方式。另外,纸基层21优选的是包含50重量百分比以上的纤维质纤维素类材料,更优选的是包含70重量百分比以上的纤维质纤维素类材料。作为一个例子,纸基层21实质上仅由纤维质纤维素类材料形成。若纸基层21中的纤维质纤维素类材料的含量增加,则在沿烟草商品的周围折入包装材料2时,可促进包装材料2的弯曲,简化制造工序。另外,若纸基层21中的纤维质纤维素类材料的含量增加,则纸基层21能够更容易地分解,因此能够提供更环保的封装1。而且,纸基层21优选的是形成为在其表面配置有包含碳酸钙、高岭土等的涂布层的涂布纸。这里,形成热封层23的热封清漆所含的热封剂不被特别限定,但优选的是具有100~200℃左右的熔点。这里,若热封剂的熔点低于100℃,则在制造工序时以外,热封剂熔融,存在热封剂与烟草商品粘合的隐患。另外,若热封剂的熔点高于200℃,则在制造工序时,热封剂的熔融花费时间,有难以高速制造封装的隐患。通过如上述那样使热封清漆所含的热封剂的熔点为100~200℃左右,能够适当地抑制上述不良情况的发生。另外,热封剂可以是水性,也可以是溶剂类。另外,热封剂可以是乳液类,也可以是非乳液类。另外,形成热封剂的树脂的种类不被特别限定,例如可例示乙烯乙酸乙烯酯(ethylene-vinyl acetate,eva)树脂、丙烯酸树脂、离聚物树脂、聚烯烃类树脂等。这里,热封层23的厚度优选的是0.5μm以上5μm以下。通过在这种范围内规定热封层23的厚度,在折入包装材料2而成形出封装1(外皮3)时,能够可靠地粘合包装材料2的缘部彼此,并且能够减少使用的树脂量。即,封装1(外皮3)的制造容易性优异,并且能够提供环保的包装材料2以及使用了其的封装1(外皮3)。这里,图3所示的附图标记20a是包装材料2中的第一面,附图标记20b是包装材料2中的位于与第一面20a相反的一侧的第二面。包装材料2中的第一外表面20a以及第二外表面20b由包装材料2中位于外层的材料的表面形成。另外,在图3中一并标注的附图标记30a是外皮3的外表面(参照图1),附图标记30b是外皮3的内表面。这里,“内表面”这一词语在本说明书中指的是面向形成于封装1(外皮3)的内部的内部收容部(例如面向烟草商品)的组装完毕的封装1(外皮3)的表面。另外,“外表面”这一词语在本说明书中指的是在封装1(外皮3)的外部露出的表面、即位于“内表面”的相反侧的表面。在图3所示的方式中,以在通过折入包装材料2而形成封装1(外皮3)的方式的状态下使包装材料2的第一面20a面向外部配置而形成外皮3的外表面30a、使包装材料2的第一面20a面向内部(内部收容部侧,烟草商品侧)配置而形成外皮3的内表面30b为例进行说明。如图3所示,包装材料2的层构造成为从第二面20b(封装形态中的外皮3的内表面30b)侧朝向第一面20a(封装形态中的外皮3的外表面30a)侧层叠有热封层23、含铝层22、纸基层21的层构造。另外,在图3所示的包装材料2的层构造中,纸基层21以及热封层23分别形成了包装材料2的外层。另外,在图3所示的例子中,示出了在封装形态中仅在形成外皮3的内表面30b的包装材料2的第二面20b(仅单面)形成热封层23的方式。在本实施方式中,作为包装材料2中的第二面20b侧的外层而形成的热封层23通过对含铝层22的表面(铝箔的表面)全面地涂敷含有热封剂的热封清漆而形成于第二面20b的
整个区域。但是,热封层23也可以通过在含铝层22的表面局部地涂敷热封清漆而形成。例如也可以仅在当制造封装1(外皮3)时相互粘合的包装材料2的缘部对含铝层22的表面(铝箔的表面)图案涂敷热封清漆。由此,仅在包装材料2的第二面20b(单面)的一部分形成热封层23。另外,虽然在后面详细叙述,包装材料2也可以在其两面(第一面20a以及第二面20b)形成有热封层23。在该情况下,也可以在包装材料2的各面(第一面20a、第二面20b)的整个区域形成热封层23,也可以仅对形成热封部31的部位(缘部)形成热封层23。另外,本实施方式中的封装1的内部收容部所收容的烟草商品可以收容包含烟草原料的各种商品。例如烟草商品可以是香烟、卷烟、小雪茄等吸烟物品,也可以是snus等鼻烟。另外,收容于封装1的烟草商品也可以是具备碳质热源与气溶胶产生部的非燃烧型吸烟物品。另外,烟草商品也可以是适用于非燃烧加热式烟草产品的烟草棒。另外,上述的烟草商品是一个例子,能够将包含烟草原料的各种烟草商品收容于封装1。接下来,参照图2,对组装封装1时的包装材料2的折入方式进行说明。如上述那样,图2所示的包装材料2具有矩形形状的片形态。图2是从上方观察包装材料2的第二面20b(成为外皮3的内表面30b的方向的面)的俯视图(展开图)。图2所示的单点划线表示形成于包装材料2的折入线。根据图2所示的俯视图(展开图)可知,由折入线划分的包装材料2的各区域形成图1所示的外皮3的各部。而且,如图3中说明的那样,包装材料2的第二面20b形成为在其整个面露出热封层23,该热封层23能够形成在图1中说明的各热封部31。更详细地说,包装材料2的各区域中包含成为外皮3的前面36的一部分的下部前面区域64、依次位于该下部前面区域64的上侧的成为外皮3的底面的底面区域80、成为外皮3的后面的后面区域86、成为外皮3的上面的上面区域92以及成为外皮3的前面36的剩余部分的上部前面区域98。而且,形成外皮3的侧面的侧面区域66、82、88、94、100分别位于区域64、80、86、92、98的左右。另外,在包装材料2中的下部前面区域64的下端部以及上部前面区域98的上端部形成有形成v字形状的捏持部33的缺口部74、102。另一方面,在下部前面区域64、上部前面区域98以及上面区域92设有前述的断裂片34、即形成第一分离线37的脆弱部106、形成第二分离线38的脆弱部76。另外,包装材料2中的侧面区域82、94内的单点划线表示在折入包装材料2时在这些侧面区域82、94进行角撑弯折。另外,下部前面区域64以及侧面区域66的下端缘部54a(图2中用阴影线表示)与上部前面区域98以及侧面区域100的上端缘部54b(图2中用阴影线表示)相互重合,通过热熔接(热封)形成横向热封部31a。另外,在包装材料2中的左右的侧面区域中,同一侧的侧面区域的外侧缘部50a(图2中用阴影线表示)相互重合,通过热熔接分别形成纵向热封部31b。另外,包装材料2中的下端缘部54a以及上端缘部54b与一对外侧缘部50a通过将端部彼此相互连接而以整体形成
ロ
字形状的方式形成于包装材料2的外缘区域。如上述那样构成的包装材料2通过在烟草商品的商品束的周围折入而形成在内部具有密封烟草商品的内部收容部的外皮3。在将包装材料2形成封装形态时,首先以在包装材料2的后面区域86等载置有烟草商品中的商品束的状态,沿折入线依次折入包装材料2的各区域。此时,以下部前面区域64以及侧面区域66的下端缘部54a与上部前面区域98以及侧面区域100的上端缘部54b相互重合的状态进行热熔接(热封)。此时,重合的包装材料2的端缘部彼此在作为第二面20b侧的外层而形成的热封层23彼此重合的状态下被加热以及加
压。其结果,热封层23所含的热封剂彼此热熔接,从而形成横向热封部31a。另外,横向热封部31a形成为将形成外皮3的内表面30b的包装材料2的第二面20b彼此重合而粘合(背部贴合)的人字形贴合形态,相比于使包装材料2中的端部的第一面20a与第二面20b重合的方式的密封,可以进一步减少在热封时热量对烟草商品的影响。若形成上述的横向热封部31a,则包装材料2形成从烟草商品的商品束的两侧分别突出的矩形部位。关于这些矩形部位,经由侧面区域82、94中的角撑弯折,为了覆盖对应的一侧的商品束的侧面而使侧面区域66、82、88、94、100沿折入线折入,分别形成外皮3的侧面。另外,侧面区域82、94中的角撑弯折沿图2所示的侧面区域82、94内的单点划线进行。另外,在折入侧面区域66、82、88、94、100时,以使包装材料2中的同一侧的侧面区域的外侧缘部彼此相互重合的状态进行热熔接(热封)。其结果,热封层23所含的热封剂彼此热熔接,从而形成各纵向热封部31b。另外,在纵向热封部31b中,也与横向热封部31相同,形成为使形成外皮3的内表面30b的包装材料2的第二面20b彼此重合而粘合的人字形贴合形态。由此,可以进一步减少在热封时热量对烟草商品的影响。如以上那样,由包装材料2形成外皮3,完成将烟草商品密封在内部的内部收容部的封装1的成形。根据本实施方式中的包装材料2,具备:包含纤维质纤维素类材料的纸基层21;层叠于纸基层21的含铝层22;以及热封层23,在包装材料2中的至少单面侧作为外层而形成,涂敷有将包装材料2的缘部彼此热封的热封剂,因此能够形成密闭性优异的封装1(外皮3)。即,能够提供不进一步利用外装树脂膜密封封装1的、密闭性优异的包装体。由此,能够适当地抑制在封装1的流通过程中或保存期间内烟草商品的水蒸气量的增减。而且,由于将包装材料2中的热封层23的厚度设为0.5微米以上5微米以下,因此在折入包装材料2而成形出封装1(外皮3)时,能够可靠地粘合包装材料2的缘部彼此,并且能够减少使用的树脂量。即,封装1(外皮3)的制造容易性优异,并且能够提供环保的包装材料2以及使用了其的封装1(外皮3)。另外,在本实施方式中,规定在0.5μm以上5μm以下的范围内的热封层23的厚度是指热封剂干燥之后的状态下的厚度。因而,可以调整热封清漆的涂敷量,以使最终完成包装材料2时(热封剂干燥后)的热封层23的厚度成为0.5μm以上5μm以下的范围。图4是概略地表示实施方式1的封装1中的包含热封部31的外皮3的剖面构造的图。图4中示出了热封部31及其周边部的外皮3的剖面构造。另外,图4所示的附图标记as是由外皮3密封的内部收容部as。但是,在图4中,省略了收容于内部收容部as的烟草商品的图示。另外,在图4中,还一并示出由虚线包围的区域a以及区域b中的放大图。另外,图4所示的附图标记20c是包装材料2的缘部。通过以包装材料2的缘部20c彼此重合的状态以人字形贴合形态热熔接,从而形成热封部31。如图4中的区域a的放大图所示,从外皮3的内表面30b(包装材料2的第二面20b)侧起依次层叠热封层23、含铝层22、纸基层21,纸基层21形成了外皮3的外表面30a。另外,位于包装材料2的第一面20a的热封层23形成了外皮3的内表面30b。这里,如图4中的区域b的放大图所示,在本实施方式中,在热封层23的紧外侧配置有具有水蒸气阻隔性的含铝层22。据此,在热封部31中,能够使涂敷有形成热封层23的热封清漆的含铝层22彼此紧贴。由此,在热封部31中,水蒸气更加难以沿相互贴合的包装材料2的粘合界面通过。其结果,进一步能够提高外皮3的密封性。另外,如图4所示,在于含铝层22
层叠热封层23的方式中,涂敷热封清漆的涂敷面成为含铝层22的表面,因此具有在涂敷时热封清漆难以渗入的优点。因此,能够更适当地减少包装材料2的缘部彼此的粘合所使用的树脂量。另外,本实施方式中的包装材料2的层构造并不限定于在图2、图4中说明的层构造,能够采用各种方式。例如也可以替换配置在图2、图4中说明的层构造中的纸基层21以及含铝层22。另外,包装材料2除了纸基层21、含铝层22、热封层23以外,还可以随意地包含一个以上的追加层。例如包装材料2也可以通过在纸基层21的表面涂敷重叠印刷清漆等而将罩光(overcoat)清漆层层叠于纸基层21。当然,也可以在纸基层21的表面印刷与外观设计、品牌标识等相关的墨。另外,在上述实施方式中,说明了在封装形态中在形成外皮3的内表面30b的包装材料2的第二面20b的整个区域形成热封层23的方式,但也可以仅在用于形成热封部31的包装材料2中的外缘部、即仅在下端缘部54a、上端缘部54b、一对外侧缘部50a(图2中的阴影线区域)形成热封层23。在对形成热封层23的热封清漆进行图案涂敷的情况下,也可以考虑涂敷时的一些位置偏移而比设计位置宽一些(例如0.5mm左右)地涂敷热封清漆。如此,通过仅在包装材料2中的单面的一部分图案形成热封层23,可以进一步减少使用的树脂量。图5是说明变形例1的包装材料2a的层构造的图。在本变形例中,对与上述的方式相同的构成要素标注相同的附图标记而省略详细的说明。在图5所示的例子中,具有图2、图4中说明的包装材料2中的纸基层21以及含铝层22相互替换的层构造。即,如图5中的区域a的放大图所示,从外皮3的内表面30b(包装材料2a的第二面20b)侧起依次层叠有热封层23、纸基层21、含铝层22。而且,含铝层22形成了外皮3的外表面30a,热封层23形成了外皮3的内表面30b。在图5所示的变形例1中,也是既可以在包装材料2a的第二面20b的整个区域形成热封层23,也可以仅在用于形成热封部31的包装材料2中的外缘部、即仅在下端缘部54a、上端缘部54b、一对外侧缘部50a(图2中的阴影线区域)形成热封层23。当然,在本变形例中的包装材料2a中,也是可以随意地包含一个以上的追加层。另外,也可以在包装材料2a中的含铝层22的表面印刷与外观设计、品牌标识等相关的墨。另外,也可以通过涂敷重叠印刷清漆等,将罩光清漆层层叠于含铝层22,由该罩光清漆层形成外皮3的外表面30a。在图5所示的变形例1中,也与实施方式1相同,无需利用独立的外装树脂膜密封封装1就能够密封烟草商品,并且通过减少树脂材料的使用量,能够提供比以往环保的包装材料2a以及封装1。但是,在图5所示的变形例1中,成为在热封层23与含铝层22之间夹设纸基层21的方式。因此,与图4所示的包装材料2的层构造比较,在热封部31中,水蒸气容易通过相互贴合的包装材料2中的含铝层22彼此之间所夹设的纸基层21,因此可以说图4所示的层构造是水蒸气阻隔性优于本变形例的层构造。另外,如图5所示,在纸基层21上层叠热封层23的方式中,涂敷热封清漆的涂敷面成为纸基层21的表面。因此,与如图4所示那样在含铝层22涂敷热封清漆的情况相比,在涂敷时热封清漆容易渗入纸基层21。但是,在这种情况下,也可以调整热封清漆的涂敷量,以使包装材料2的完成时(热封剂干燥后)的热封层23的厚度成为0.5μm以上5μm以下的范围。另外,如本变形例那样,在纸基层21上层叠热封层23的情况下,优选的是纸基层21形成为在表面配置有包含碳酸钙、高岭土等的涂布层的涂布纸,在纸基层21的涂布层层叠热封层23。在该情况下,由于能够在纸基层21的涂布层涂敷热封
清漆,因此热封清漆难以渗入纸基层21。因此,能够更适当地减少为了形成热封层23而使用的树脂量。图6是说明变形例2的包装材料2b的层构造的图。在本变形例中,对与上述的方式相同的构成要素标注相同的附图标记而省略详细的说明。变形例2的包装材料2b在包装材料2b的第一面20a以及第二面20b(外皮3的外表面30a以及内表面30b)的整个面形成有热封层23。关于其他方面,与图4所示的包装材料2相同。另外,在本变形例中,也可以仅在包装材料2b的第一面20a以及第二面20b的外缘部形成热封层23。如上述那样,在本变形例中,在形成外皮3的外表面30a的包装材料2b的第一面20a也形成有热封层23。因此,能够将形成为人字形贴合形态的热封部31以其基端部310(参照图6)为基点朝向外皮3的外表面30a折入,例如在使热封部31的外表面30a沿着外皮3的接近部位32中的外表面30a的状态下进行热熔接。这里所说的外皮3的接近部位32是接近热封部31的部位,并且是在从基端部310沿外皮3的侧面39折入热封部31时能够与热封部31的外表面30a抵接的位置处的侧面39的外表面30a。如此,通过在包装材料2b的第一面20a以及第二面20b(两面)形成热封层23,能够提高热封部31的形态的自由度。另一方面,出于与使用的树脂量相关的观点,相比于在包装材料的两面形成热封层23的情况,仅在单面形成热封层23能够进一步减少使用的树脂量,所以优选。另外,关于在包装材料的两面形成热封层23、将热封部31沿外皮3的侧面折入而将外表面30a彼此粘合的形态,也可以适用于具有变形例1中说明的层构造的包装材料2a。另外,通过上述的实施方式1以及各变形例的包装材料形成的封装1可以以图1所示那样的枕式包装形态流通,也可以以组装于公知的硬质封装、软质封装的外包纸的形态流通。<实施方式2>接下来,对实施方式2的封装1a进行说明。在本实施方式中,对与上述的方式相同的构成要素标注相同的附图标记而省略详细的说明。图7是实施方式2的封装1a的外观立体图。图8是用于形成实施方式2的封装1a的外皮3a的包装材料2c的俯视图。在图7所示的例子中,封装1a具有大致立方体的箱形状。封装1a具有折入图8所示的片状的包装材料2c并且利用热封粘合包装材料2c的缘部彼此从而成形为封装形态的外皮3a。另外,在封装1中的外皮3a的内部形成有密封的内部收容部,在该内部收容部收容有烟草商品。图7中示出封装1a的前后上下左右的各方向。但是,封装1a的前后上下左右的各方向是为了说明封装1a的各部的相对的位置关系而使用的,并不意味着封装1a的绝对的朝向。另外,封装1a的上下方向可以称作“高度方向”,左右方向可以称作“宽度方向”,前后方向可以称作“深度方向”。在图中,附图标记34是封装1a的上表面,附图标记36是封装1a的前面,附图标记39是封装1a的侧面。另外,香烟1a具有能够从外皮3a的内部取出烟草商品的取出开口部11,利用盖片(cover flap)12覆盖该取出开口部11。盖片12例如使用弱粘接胶水安装于外皮3a的表面,是能够再次剥离的盖。盖片12具有捏持部12a。用户能够通过把持捏持部12a并提起盖片12,将盖片12的至少一部分从外皮a的外表面30a剥离,并通过使取出开口部11开放而取出收容于内部收容部的烟草商品。
图9是表示形成实施方式2的封装1a的包装材料2c的层构造的图。在包装材料2c中的层构造的说明中,对于与实施方式1的包装材料2相同的要素,标注相同的附图标记并省略详细的说明。包装材料2c在第一面20a以及第二面20b形成有热封层23。即,包装材料2的厚度方向上的双方的外层由热封层23形成。
66.包装材料2c从第二面20b起依次层叠有热封层23、含铝层22、纸基层21、热封层23。另外,在本实施方式中的包装材料2c中,也是含铝层22可以由例如水蒸气阻隔性优异的铝箔形成。另外,含铝层22经由粘合剂24粘合于纸基层21。作为包装材料2c中的第一面20a侧的外层而形成的热封层23通过对纸基层21涂敷含有热封剂的热封清漆而形成。另外,作为包装材料2c中的第二面20b侧的外层而形成的热封层23通过对含铝层22涂敷含有热封剂的热封清漆而形成。在这里的例子中,在包装材料2c中的两面(第一面20a、第二面20b)的整个区域(整个面)形成有热封层23。但是,如后述那样,包装材料2c中的第一面20a、第二面20b中的热封层23也可以仅在它们的一部分上图案形成。另外,关于形成包装材料2c的纸基层21、含铝层22、热封层23,已在实施方式1中记述,因此省略详细的说明。另外,这里,以如下情况为例进行说明:在通过折入包装材料2c而形成封装1a(外皮3a)的形态的状态下,使包装材料2c的第一面20a面向外部配置而形成外皮3的外表面30a,使包装材料2c的第一面20a面向配置内部(内部收容部侧,烟草商品侧)而形成外皮3的内表面30b。图10至图13是说明组装实施方式2的封装1a时的包装材料2c的折入顺序的图。如图8所示,准备片状的包装材料2c。如图8所示,包装材料2c具有矩形状形状。另外,在包装材料2c形成有取出开口部11,以覆盖该取出开口部11的方式使用弱粘接胶水将盖片12粘附于包装材料2c的第一面20a。另外,在图8中,是从第一面20a侧观察包装材料2c的俯视图。另外,在图8中,关于包装材料2c的折入线省略了图示。在组装封装1a时,首先,如图10所示,在烟草商品ta的束的周围沿折入线(未图示)以u字状折入包装材料2c。在该状态下,包装材料2c形成分别从烟草商品ta的束的端面突出的矩形部位41、42。然后,如图11、图12所示,将矩形部位41、42沿烟草商品ta的束的端面折入,使矩形部位42在矩形部位41上重合,使矩形部位41、42彼此热熔接。接下来,在包装材料2c中,分别对分别从烟草商品ta的束的两侧面突出的突出部位进行角撑弯折,如图13所示那样形成梯形折翼43~46。接下来,将梯形折翼43~46沿各个基端部折入。此时,在梯形折翼44之上重叠梯形折翼43,使这些梯形折翼43、44彼此热熔接,从而形成热封部31。同样,在梯形折翼46之上重叠梯形折翼45,使这些梯形折翼45、46彼此热熔接,从而形成热封部31(参照图7)。其结果,完成图7所示那样的封装1a的成形。图14是概略地表示实施方式2的封装1a中的热封部31附近的剖面构造的图。在图14中,省略了收容于内部收容部as的烟草商品的图示。另外,图14中还概略地示出用虚线包围的区域c中的放大图。关于封装1a(外皮3a)中的热封部31,对于相互重合的一组梯形折翼45、46中的位于下侧的梯形折翼46中的外表面30a(包装材料2c中的第一面20a),重叠粘贴有在上侧覆盖的梯形折翼45中的内表面30b(包装材料2c中的第二面20b)。封装1a(外皮3a)中的另一方的侧面39的热封部31中的梯形折翼43、44彼此的粘附形态也与图14所示的梯形折翼45、46彼此的粘附形态相同。即,实施方式2的封装1a在外表面30a(包装材料2c中的第一面20a)以及内表面30b(包装材料2c中的第二面20b)形成有热封层23,热封部31形成为在包装材料2c的缘部彼此中的一方的内表面30b(包装材料2c中的第二面20b)侧形成的热封
层23与在另一方的外表面30a(包装材料2c中的第一面20a)侧形成的热封层23重合从而粘合的重叠粘贴形态。如以上那样,根据本实施方式中的包装材料3c以及由其形成的封装1a,起到与上述的实施方式1以及各变形例的包装材料、封装相同的效果。即,无需用独立的外装树脂膜密封封装1a,就能够密封烟草商品ta,并且通过减少树脂材料的使用量,能够提供比以往环保的包装材料2c以及封装1a。另外,在本实施方式中的包装材料2c中,也可以具有纸基层21以及含铝层22相互替换的层构造。图15是概略地表示使用变形例3的包装材料2d形成封装1a时的热封部31附近的剖面构造的图。在变形例3中,包装材料2d的层构造以外与在图7~图14中说明的形态相同,起到与实施方式2的包装材料2c相同的效果。另外,在实施方式2以及变形例3中,以在包装材料2c、2d中的两面(第一面20a、第二面20b)的整个区域(整个面)形成热封层23的方式为例进行了说明,但并不限定于此。例如也可以仅在包装材料2c、2d中的第一面20a、第二面20b中的形成热封部31的外缘部图案形成热封层23。由此,能够进一步减少用于形成封装1a(外皮3a)的树脂量。以上,说明了本发明的烟草商品用包装材料以及由其形成的封装的实施方式以及变形例,但本说明书所公开的各个方式也可以与本说明书所公开的其他的任何特征组合。附图标记说明1
···
封装2
···
包装材料3
···
外皮21
···
纸基层22
···
含铝层23
···
热封层31
···
热封部
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。