1.本发明属于检测技术领域,是一种对滚珠轴承内外圈游隙值进行验证的装置及方法。
背景技术:
2.轴承是当代机械装备中最重要的零部件之一,被广泛应用到航空航天、汽车、船舶、风电等行业,它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。轴承一般由内圈、外圈、滚动体和保持架四部分组成,组装完成的轴承内圈与外圈存在一定的间隙,称为轴承游隙。轴承游隙是影响轴承疲劳寿命、性能的关键重要参数,轴承游隙检测准确性直接关系装备安全、性能和可靠性。根据间隙方向,轴承游隙分为径向游隙和轴向游隙两种。目前对轴承游隙的测量方式主要有两种,一种是使用塞尺测量的方法,这种方法检测精度低、重复性差,无法准确量化轴承游隙值。另一种方式是采用游隙测量仪,这种测量方法需对每种规格尺寸轴承制作专用的装夹工装,使用专用工装将轴承装夹在轴向游隙仪上测量完后,拆卸再装夹到径向游戏仪上进行测量,测量过程需两次装夹、两次拆卸和两次测量,这种测量方法成本高且效率低。因此需设计一种能够简便快捷测量轴承游隙值的装置及方法,实现对轴承游隙的快速测量,在确保轴承游隙值测量准确度的同时达到低成本、高效率的目标。
技术实现要素:
3.为了解决上述问题,本发明设计了一种轴承游隙的验证测量装置和方法,设计了一种可调式顶压装置,配合不同规格的垫圈和紧固螺栓实现对不同规格轴承的装夹,并通过改变装置的放置方向,通过百分表测量芯轴位移的方式,实现在一套装置上只进行一次装夹,即可完成对径向游隙和轴承游隙两种游隙值的测量工作。
4.一种轴承游隙测量装置,包括底座、芯轴、顶压装置、垫圈、紧固螺栓、两个磁力表座、两个百分表,底座置于工作台上,底座为正四方空心腔体结构,底座上表面中心制有与芯轴配合的台阶通孔,芯轴穿过轴承内圈,通过紧固螺栓将轴承内圈固定在芯轴上,芯轴穿过台阶通孔,并配合垫圈将轴承外圈底部卡在台阶通孔上,沿底座上表面对角线设有两段安装顶紧装置的凹槽,顶紧装置一端卡嵌凹槽内,另一端压紧在轴承外圈上表面,将轴承外圈固定在底座上,内圈固定在芯轴上,两个磁力表座分别吸附在底座上表面凹槽两侧,两个百分表固定在磁力表座上并分别垂直和平行于芯轴轴线,两个测量端分别与紧固螺栓的顶部及侧面接触,用于测量芯轴的移动量。。
5.进一步的,芯轴呈台阶结构,芯轴前端直径小于轴承内圈内径并制有内螺纹,芯轴后端直径大于轴承内圈外径,芯轴前端穿过轴承内圈将轴承卡在芯轴后端台阶处,紧固螺栓与芯轴前端内螺纹配合,将轴承内圈固定在芯轴上。
6.进一步的,顶紧装置包括限位座、调节拨片、压紧杆、压紧顶针,限位座底端卡嵌在底座的凹槽内,调节拨片搭在限位座顶部,压紧杆一端与调节拨片连接,另一端固定压紧顶
针,下压调节拨片,调节拨片将压紧杆推至限位处,压紧顶针下压,顶紧轴承外圈。压紧顶针为螺纹结构设计,压紧后可通过转动压紧顶针调节压紧力。
7.一种轴承游隙测量方法,使用该测量装置对轴承游隙进行测量,具体步骤如下:
8.1将芯轴穿过被测轴承内圈,内圈卡在芯轴台阶处,将紧固螺栓安装在芯轴前端的内螺纹孔上并拧紧,直到将轴承内圈完全固定在芯轴上;
9.2将与被测轴承外圈内径一致的垫圈放置在底座上表面的台阶孔上,将装有被测轴承的芯轴穿过中心孔放置,轴承外径卡在底座台阶孔的垫圈上;
10.3将顶紧装置沿凹槽移动,调至能够压紧轴承外圈的合适的位置,下压调节拨片,压紧顶针压紧轴承外圈,使轴承固定在底座上。
11.4将两个百分表分别安装在磁力表座上,使其分别垂直和平行于芯轴轴线,平行于芯轴轴线的百分表测量端与紧固螺栓的顶端相接触,安装完成后将此百分表调零,垂直于芯轴轴线的百分表测量端与紧固螺栓的侧面相接触,安装完成后将此百分表调零;
12.5将安装完成的装置放置在水平工作台面上,测量人员旋转并上下移动芯轴,使轴承内圈在旋转状态下进行上下移动,观察记录平行于芯轴轴线的百分表的最大测量值,即为轴承轴向游隙值;
13.6轴向游隙测量完成后将装置底座顺时针90
°
旋转后放置在水平工作台面上,使垂直于芯轴轴线安装的百分表处于竖直状态,测量人员旋转并上下移动芯轴,使轴承内圈在旋转状态下进行上下移动,观察记录垂直于芯轴轴线的百分表的最大测量值,即为轴承径向游隙值;
14.7数据记录完成后,恢复装置原始放置位置,卸下百分表,将顶紧装置调节拨片提起,松开压紧顶针,从底座上取出芯轴,卸下轴承,完成测量。
15.本发明的有益效果为:本装置通过改变放置方向的方法,解决一套装置、一次装夹完成对径向游隙和轴向游隙的测量工作,极大提高轴承游隙值的测量效率。装置正向放置时,通过转动和上下移动芯轴,利用百分表测量芯轴的移动量,实现对轴承轴向游隙的测量,此时即使水平方向有移动量也不影响轴向游隙值的测量结果。轴向测量完成后,将装置顺时针旋转90
°
放置,通过转动和上下移动芯轴,利用另一块百分表测量芯轴的位移量,实现对轴承径向游隙的测量,此时即使水平方向有移动量也不影响径向游隙值的测量结果。
16.本发明提供了一种轴承游隙测量的装置和方法,设计的芯轴配合不同规格的紧固螺栓可实现对不同规格内径的轴承内圈进行装夹,芯轴的运动位移即代表轴承内圈的位移。设计的底座配合顶压装置和垫圈对轴承外圈进行固定,顶压装置的顶压位置可根据轴承外圈规格进行调整。两块百分表通过磁力表座固定在底座上,百分表测量端与芯轴接触,实现对芯轴位移量的测量。该装置具有工艺简单、成本较低、装夹方便的特点,可快速实现对轴承径向游隙和轴向游隙的测量工作,测量效率显著提高。
附图说明
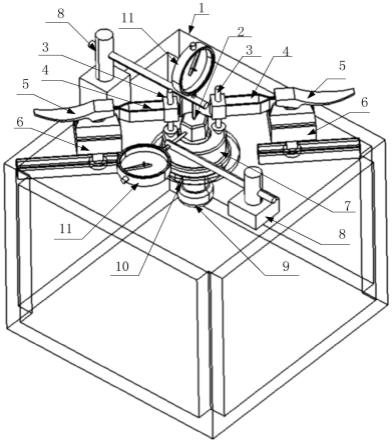
17.图1轴承游隙测量装置整体结构图
18.图2轴承游隙测量装置顶压装置结构图
19.图3轴承游隙测量装置芯轴结构图
20.图4轴承轴向游隙测量方法图
21.图5轴承径向游隙测量方法图
22.图中编号说明:1.底座;2.紧固螺栓;3.压紧顶针;4.压紧杆;5.调节拨片;6.限位座;7.轴承;8.磁力表座;9.芯轴;10.垫圈;11.百分表;
具体实施方式
23.下面通过具体实施方式,对本发明进一步详细说明。
24.如图1-3所示,一种轴承游隙测量装置,包括底座1、紧固螺栓2、压紧顶针3、压紧杆4、调节拨片5、限位座6、两个磁力表座8、芯轴9、垫圈10、两个百分表11,底座1置于工作台上,底座1为正四方空心腔体结构,底座1上表面中心制有与芯轴9配合的台阶通孔,芯轴9穿过轴承7内圈,使用紧固螺栓2将轴承7内圈固定在芯轴9上,芯轴9穿过底座1台阶通孔,并配合垫圈10将轴承7外圈底部卡在台阶通孔孔上,底座上表面沿对角线设有两段安装顶紧装置的凹槽,顶紧装置的限位座6卡嵌凹槽内,压紧顶针3压紧在轴承7外圈上表面,这样轴承7外圈被固定在底座1上,内圈被固定在芯轴9上,两个磁力表座8分别吸附在底座1上表面凹槽两侧,两个百分表11固定在磁力表座8上并分别垂直和平行于芯轴9轴线,两个测量端分别与紧固螺栓2的顶部及侧面接触,用于测量芯轴9的移动量。
25.芯轴9呈台阶结构,芯轴前端直径小于轴承内圈内径并制有内螺纹,芯轴后端直径大于轴承内圈外径,芯轴前端穿过轴承7内圈将轴承卡在芯轴9后端台阶处,紧固螺栓2与芯轴9前端内螺纹配合,将轴承内圈固定在芯轴上。
26.顶紧装置包括限位座6、调节拨片5、压紧杆4、压紧顶针3,限位座6底端卡嵌在底座的凹槽内,调节拨片5搭在限位座6顶部,压紧杆4一端与调节拨片5连接,另一端固定压紧顶针3,下压调节拨片5,调节拨片5将压紧杆4推至限位处,压紧顶针3下压,顶紧轴承7外圈。压紧顶针3为螺纹结构设计,压紧后可通过转动压紧顶针调节压紧力。
27.如图4-5所示,一种轴承游隙测量方法,使用该测量装置对轴承游隙进行测量,具体步骤如下:
28.1将芯轴9穿过被测轴承7内圈,内圈卡在芯轴9台阶处,将紧固螺栓2安装在芯轴9前端的内螺纹孔上并拧紧,直到将轴承7内圈完全固定在芯轴上;
29.2将与被测轴承7外圈内径一致的垫圈10放置在底座1上表面的台阶孔上,将装有被测轴承的芯轴9穿过中心孔放置,轴承外径卡在底座台阶孔的垫圈上;
30.3将顶紧装置沿凹槽移动,调至能够压紧轴承外圈的合适的位置,下压调节拨片5,压紧顶针3压紧轴承外圈,使轴承固定在底座上。
31.4将两个百分表分11别安装在磁力表座8上,使其分别垂直和平行于芯轴轴线,平行于芯轴轴线的百分表测量端与紧固螺栓的顶端相接触,安装完成后将此百分表调零,垂直于芯轴轴线的百分表测量端与紧固螺栓的侧面相接触,安装完成后将此百分表调零;
32.5将安装完成的装置放置在水平工作台面上,测量人员旋转并上下移动芯轴9,使轴承7内圈在旋转状态下进行上下移动,观察记录平行于芯轴9轴线的百分表的最大测量值,即为轴承轴向游隙值;
33.6轴向游隙测量完成后将装置底座顺时针90
°
旋转后放置在水平工作台面上,使垂直于芯轴轴线安装的百分表处于竖直状态,测量人员旋转并上下移动芯轴9,使轴承7内圈在旋转状态下进行上下移动,观察记录垂直于芯轴轴线的百分表的最大测量值,即为轴承
径向游隙值;
34.7数据记录完成后,恢复装置原始放置位置,卸下百分表,将顶紧装置调节拨片5提起,松开压紧顶针3,从底座1上取出芯轴9,卸下轴承7,完成测量。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。