1.本发明涉及通用机械的技术领域,尤其是涉及一种钢珠连杆自动焊接设备。
背景技术:
2.目前钢珠连杆用于发动机顶杆,钢珠连杆包括一根杆件和位于连杆两侧的钢珠,目前,钢珠连杆的安装采用半自动人工上料焊接,也就是工作人员手持焊接设备将钢珠焊接在杆件上,工作效率低且质量完全依靠工作人员的焊接技术,不适合大批量生产。
技术实现要素:
3.为了提高钢珠连杆制作效率及质量,本发明提供一种钢珠连杆自动焊接设备。
4.本发明提供的一种钢珠连杆自动焊接设备采用如下的技术方案:
5.一种钢珠连杆自动焊接设备,包括机架、设置在机架上的进料仓和焊接装置,所述焊接装置具有焊接端,所述焊接端能被驱动左右往复移动,所述进料仓具有用于供杆件滑动的轨道,所述机架上设置有用于放置钢珠的进料座,所述杆件通过轨道移动至焊接位置时,焊接端被驱动的带动钢珠与杆件接触,并将钢珠焊接到杆件上。
6.可选的,所述焊接装置包括电极板、电极杆和中频控制器,所述电极杆通过变压器与中频控制器电连接,所述电极板设置在机架上,所述电极板上开设有与杆件适配的容纳孔,所述电极杆可被驱动的左右往复滑动配合设置在机架上,所述进料座上开设有供电极杆穿过的穿孔,所述钢珠位于穿孔内,所述电极杆、穿孔和容纳孔同轴,所述电极杆用于将位于穿孔内的钢珠电焊在位于容纳孔的杆件上。
7.可选的,所述机架上设置有自动上下料装置,所述自动上下料装置包括推板和第一驱动源,所述电极板包括上电极板和下电极板,所述第一驱动源用于驱使推板上下往复滑动配合设置在下电极板上,所述推板上具有限制部和滑轨,所述限制部高于下电极板时用于限制杆件移动,所述滑轨高于下电极板时杆件沿滑轨向下移动。
8.可选的,所述机架上设置有用于调节进料仓宽度的宽度调节装置,所述宽度调节装置包括正反牙丝杠和第二驱动源,所述第二驱动源用于驱使正反牙丝杠转动,所述进料仓包括两个镜像设置的仓体,两个所述仓体分别与正反牙丝杠螺纹连接,所述杆件位于两个仓体之间。
9.可选的,所述仓体的底部向上弯折形成折边,所述折边的顶部用于与杆体滚动接触。
10.可选的,所述电极杆上设置有用于吸附钢珠的吸附件,所述吸附件包括气源和气管,所述气管的一端与电极杆连通、另一端与气源连接,所述气源用于对电极杆内部进行抽气。
11.可选的,所述电极杆设置有两个,两个所述电极杆分别设置在电极板的左右两侧,两个所述电极杆与变压器串联。
12.可选的,所述上电极板上下往复配合设置在机架上,所述机架上设置有用于驱使
上电极板上下往复移动的第三驱动源,所述上电极板向下移动过程中能与下电极板抵紧。
13.可选的,所述下电极板上可拆卸设置有卡接块,所述容纳孔开设在卡接块上,所述容纳孔沿卡接块的周向间隔开设有多个。
14.可选的,所述机架上设置有用于驱使电极杆左右往复移动的第四驱动源。
15.综上所述,本发明包括以下至少一种有益技术效果:
16.1.自动上料及焊接,代替人工焊接,提升加工效率和加工质量。
附图说明
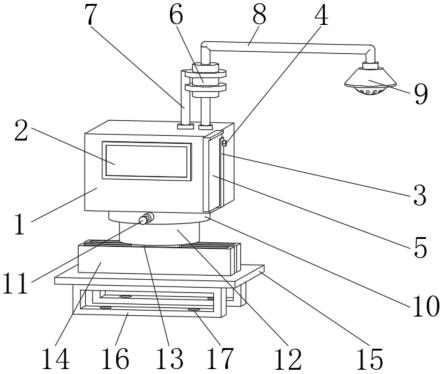
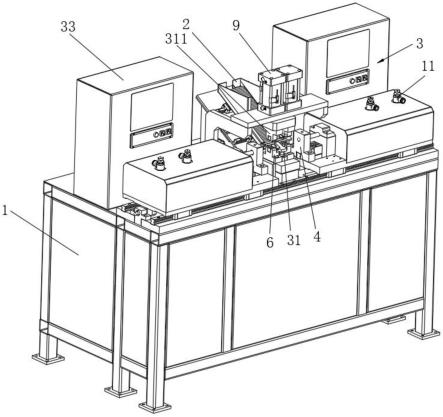
17.图1是本发明实施例的整体结构示意图;
18.图2是本发明实施例的进料仓和下电极板之间连接结构示意图;
19.图3是本发明实施例的进料仓的整体结构示意图;
20.图4是本发明实施例的进料仓和焊接装置的连接结构示意图;
21.图5是本发明实施例的自动上下料装置和下电极板之间侧视图。
22.附图标记说明:1、机架;2、进料仓;21、仓体;22、折边;3、焊接装置;31、电极板;311、上电极板;312、下电极板;32、电极杆;33、中频控制器;4、进料座;5、容纳孔;6、自动上下料装置;61、推板;611、限制部;62、第一驱动源;7、宽度调节装置;71、正反牙丝杠;72、第二驱动源;8、杆件;9、第三驱动源;10、卡接块;11、第四驱动源。
具体实施方式
23.以下结合附图1-5对本发明作进一步详细说明。
24.本发明实施例公开一种钢珠连杆自动焊接设备。
25.参照图1、图2、图3、图4、图5,一种钢珠连杆自动焊接设备,包括机架1、设置在机架1上的进料仓2和焊接装置3,焊接装置3具有焊接端,焊接端能被驱动左右往复移动,进料仓2具有用于供杆件8滑动的轨道,机架1上设置有用于放置钢珠的进料座4,杆件8通过轨道移动至焊接位置时,焊接端被驱动的带动钢珠与杆件8接触,并将钢珠焊接到杆件8上。通过进料仓2自动进杆件8、以及焊接端将钢珠焊接在杆件8上,代替人工焊接,提升加工效率和加工质量。
26.焊接装置3包括电极板31、电极杆32和中频控制器33,电极杆32通过变压器与中频控制器33电连接,电极板31设置在机架1上。中频控制器33安装在机架1上,中频控制器33控制的变压器,相对于普通工频焊机和中频焊机,输出为完整的正弦波,使该焊机具有少飞溅,省去人为切换焊接规范的繁琐工作。
27.在本实施例中,电极板31包括上电极板311和下电极板312,上电极板311位于下电极板312的上方。在机架1上安装有支撑架,上电极板311沿上下方向往复配合设置在支撑架上,支撑架上设置有用于驱使上电极板311上下往复移动的第三驱动源9,在本实施例中,第三驱动源9采用气缸,焊接时,上电极板311被第三驱动源9向下移动并与下电极板312抵紧。
28.上电极板311和下电极板312上均开设有与杆件8适配的容纳孔5,上电极板311和下电极板312贴合时,电极板31的纵截面形成与杆件8适配的圆形。
29.下电极板312上可拆卸设置有卡接块10,卡接块10采用矩形块,下电极板312的容纳孔5开设在卡接块10上,容纳孔5沿卡接块10的周向间隔开设有多个,在本实施例中,开设
有四个。当其中一个容纳孔5磨损后,工作人员可以转动卡接块10,使其他的容纳孔5朝上,方便更换容纳孔5。
30.在本实施例中,电极板31采用非铁材质的金属,比如铜。为了避免中频焊接方式会磁化周边的器件。
31.电极杆32通过变压器和中频控制器33用于将位于穿孔内的钢珠电焊在位于容纳孔5的杆件8上,电极杆32可被驱动的左右往复滑动配合设置在机架1上,机架1上设置有用于驱使电极杆32左右往复移动的第四驱动源11。在本实施例中,第四驱动源11采用气缸,气缸的活塞杆与电极杆32固定连接。
32.在本实施例中,电极杆32设置有两个,两个电极杆32分别设置在电极板31的左右两侧,两个电极杆32分别通过软铜带与连接变压器的两极且三者串联。采用该结构接触位置的电流是一样的,放电发热一致性比较高,焊接效果好。
33.进料座4安装有两个,进料座4位于下电极板312的左右两侧,进料座4采用非金属材质,在本实施例中,采用陶瓷。为了钢珠自动下料,在进料座4上安装有漏斗,钢珠放置在漏斗上,进料座4沿电极杆32的前进方向开设有供电极杆32穿过的穿孔,进料座4的顶部开口并与穿孔连通,该进料座4的开口仅供一颗钢珠下落,用于供钢珠下落,钢珠下落到位于穿孔内。
34.电极杆32、穿孔和容纳孔5同轴。
35.电极杆32上设置有用于吸附钢珠的吸附件,吸附件包括气源和气管,气管的一端与电极杆32连通、另一端与气源连接,电极杆32的前端中空且开口,气源用于对电极杆32中空内部进行抽气。启动气源,电极杆32与位于穿孔内的钢珠接触产生负压使钢珠吸附在电极杆32的前端。电极杆32未焊接时,位于穿孔内仅有一颗钢珠,当电极杆32向前移动时,电极杆32将进料座4开口与穿孔的连通此进行封闭,使位于进料座4的钢珠无法下落,当焊接完成后,电极杆32后退到该连通处后时,位于进料座4的钢珠才向下掉落一颗进入到穿孔内,采用该结构,实现钢珠依次自动下料,并被电极杆32自动吸附的工作过程,提高焊接效率。
36.进料仓2用于杆件8的进料,进料仓2倾斜设置在机架1上,进料仓2的较低端与下电极板312连接。进料仓2包括两个沿左右方向镜像设置的仓体21,仓体21的底部向上弯折形成折边22,折边22的顶部用于与杆件8滚动接触。杆件8位于两个仓体21之间,减少与杆件8的接触防止杆件8侧滑。
37.机架1上设置有用于调节两个仓体21之间间距的宽度调节装置7,宽度调节装置7包括正反牙丝杠71和第二驱动源72,第二驱动源72用于驱使正反牙丝杠71转动,在本实施例中,第二驱动源72采用皮带、主动皮带轮、从动皮带轮和电机,电机与主动皮带轮同轴固定连接,从动皮带轮与正反牙丝杠71同轴固定连接,皮带连接在主动皮带轮和从动皮带轮之间。正反牙丝杠71转动配合设置在机架1,两个仓体21分别与正反牙丝杠71的两端螺纹连接,杆件8位于两个仓体21之间。使进料仓2能够适应不同尺寸的杆件8,提高适用性。
38.机架1上设置有自动上下料装置6,自动上下料装置6包括推板61和第一驱动源62,第一驱动源62用于驱使推板61上下往复滑动配合设置在下电极板312上,在本实施例中,第一驱动源62采用气缸,气缸安装在机架1上,气缸的活塞杆与推板61固定连接。推板61上具有限制部611和滑轨,在本实施例中,限制部611为凸块,凸块靠近进料仓2的一侧相对于容
纳孔5更靠近进料仓2。凸块安装在推板61的顶部,使推板61顶部形成一个槽口,从进料仓2下落的杆件8移动到槽口上并被凸块阻挡,限制在推板61上。下电极板312上设置有固定座,固定座的顶部设置有倾斜向下的导向面,用于驱使杆件8向下移动,安装座的导向面的较低端与容纳孔5位于同一水平方向上。限制部611高于安装座的导向面时限制部611形成的槽口用于限制杆件8移动,限制部611低于安装座的导向面时,位于推板61上的杆件8与安装座的导向面接触并向下移动并移动到容纳孔5上。
39.凸块远离进料仓2的一端设置有倾斜面形成供杆件8向下滑动的滑轨,滑轨高于安装座的导向面时杆件8被导向面顶升,与容纳孔5分离,然后顺着滑轨的倾斜方向向下移动,完成下料。采用该结构实现杆件8自动下料,并焊接完成的钢珠连杆也自动下料,提高焊接便利性。
40.在本实施例中,前端指的是电极杆32靠近电极板31的方向。上下指的沿竖直方向,左右指的沿水平方向。
41.以上均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。