1.本发明涉及一种球磨铸铁顶管技术领域,具体涉及一种球磨铸铁顶管组件及生产工艺。
背景技术:
2.目前国内球墨铸铁顶管均采用普通球墨铸铁管(qt420)为基础,插口端焊接法兰及加强筋板(q235),外部浇筑混凝土方式进行生产制造,参看图4。
3.普通球墨铸铁顶管生产中法兰及加强筋板与球墨铸铁管由于材质不同(q235与球墨铸铁qt420),焊接难度大,易产生气孔、夹渣、裂纹等缺陷;外壁混凝土由于法兰的阻挡无法一次浇筑成型,距插口端15厘米以下需手工抹灰一周。上述问题极大制约球墨铸铁顶管的批量生产,造成球墨铸铁顶管生产成本大幅增加:球墨铸铁顶管较球墨铸铁明挖管生产成本(直接成本)每米增加近千元。
技术实现要素:
4.本发明的目的在于针对现有技术中不足与缺陷,提供一种球磨铸铁顶管组件及生产工艺,简化球墨铸铁顶管生产过程,删减了常规普通球墨铸铁顶管生产中的加强筋板固定焊接/法兰固定焊接/手工抹灰环节,优化和加强了球墨铸铁顶管的灵活性,无需回炉冶炼,减少能源消耗,避免成本大幅增加,增加球墨铸铁顶管的安全性。套筒球墨铸铁顶管完全采用机械化自动化控制生产,避免了人为造成的不稳定因素,可大幅提升球墨铸铁顶管的安全性及稳定性,简化球墨铸铁顶管生产流程、提高球墨铸铁顶管生产效率,降低球墨铸铁顶管生产成本。
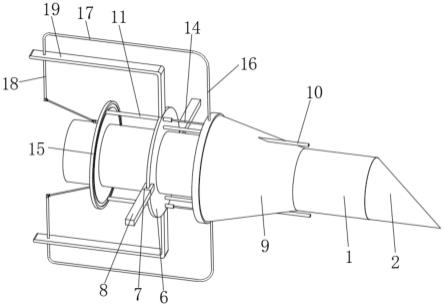
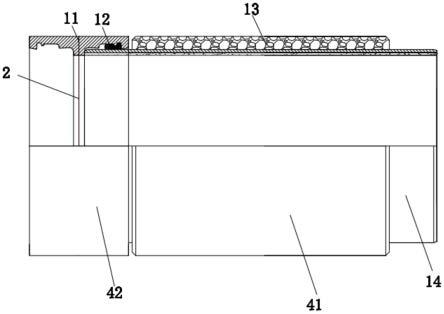
5.为实现上述目的,本发明采用以下技术方案是:一种球磨铸铁顶管组件及生产工艺,它包括套筒顶管组件1、推力法兰2、前顶管组3、后顶管组4,所述套筒顶管组件1设置在后顶管组4上,前顶管组3与后顶管组4之间设有推力法兰2,且套筒顶管组件1一侧与前顶管组3相抵接,所述套筒顶管组件1包括了t型套管11、密封胶圈12、混凝土外壁13、短管管芯14,所述t型套管11与短管管芯14相连接,且t型套管11与短管管芯14之间设有密封胶圈12,所述短管管芯14的外侧上设有混凝土外壁13。
6.一种球磨铸铁顶管技术领域,该生产工艺为:球墨铸铁管离心-内衬离心-套筒离心-混凝土外壁浇筑-外壁修补-出厂,其工艺具体步骤如下:球墨铸铁管离心:使用电炉熔炼出高炉铁水,并进行调制,使铁水组分符合球墨铸铁相应标准;将合格的球墨铸铁铁水经由离心机浇筑入对应的离心机模具中,使球墨铸铁铁水在离心力作用下密实的填充满整个模具,并确保其管重及壁厚符合gb13295或相应订单要求;内衬离心:上述球墨铸铁管成型测量各部尺寸及水压密封试验后,将水泥砂浆经由内衬离心机进行内衬离心作业,内衬离心成型后,需经由内衬磨光作业,以保证内衬光滑,降低水阻;套筒离心:使用球墨铸铁铁水,经由套筒离心机或重力成型方式,填充至套筒模具中,待套筒成型冷却后,脱模后进行尺寸测量及水压试验,经检验合格后待用;混凝土外壁浇筑:使用顶管外模进行外壁混凝土
浇筑,浇筑完成后通入蒸汽进行蒸养操作,已加速模具流转;修补:混凝土外壁成型后,统一对内外壁缺陷进行修补,并于混凝土外壁及承插口等处做防腐处理;出厂:待修补完成后,经由质计部质检员根据相应标准进行出厂前各项检测,合格后准予出厂。
7.进一步的,所述前顶管组3由前套筒31与前双插短管32组成,所述后顶管组4由后双插短管41与后套筒42组成,前双插短管32一端与前套筒31相连接,且前双插短管32另一端与后套筒42相套接,后套筒42与后双插短管41相连接。
8.进一步的,所述t型套管11由球墨铸铁铁水采用专用模具离心浇筑成型;双短管管芯14由球墨铸铁铁水采用球墨铸铁管模具离心成型;混凝土外壁13由球墨铸铁顶管外模立式浇筑成型;t型套管11与短管管芯14连接时需安装密封胶圈12起到密封作用。
9.进一步的,所述前套筒31、后套筒42、前双插短管32及后双插短管41均采用球墨铸铁材质制造。
10.进一步的,所述前套筒31与后套筒42的受力面厚度均大于前双插短管32与后双插短管41厚度。
11.进一步的,所述推力法兰2设置在后套筒42的内部。
12.采用上述技术方案后,本发明有益效果为:
13.1.简化球墨铸铁顶管生产过程,删减了常规普通球墨铸铁顶管生产中的加强筋板固定焊接/法兰固定焊接/手工抹灰环节。
14.2.优化和加强了球墨铸铁顶管的灵活性,常规球墨铸铁顶管如需定制长度,将会造成极大的成本增加及能源消耗(如常规方法制作有效长度2米的顶管,需切除4米长的管道,切除下的管道为废弃管,需回炉加热重新冶炼),而套筒球墨铸铁顶管可充分利用切除下的各种长度直管段,无需回炉冶炼,减少能源消耗,避免成本大幅增加;
15.3.增加球墨铸铁顶管的安全性。常规球墨铸铁顶管由于需要焊接q235加强筋板及法兰,加强筋板、法兰与球墨铸铁管身的焊道是顶推力传导的关键节点,而焊道质量及强度完全取决于工人的焊接手法及责任心,生产中人是最不稳定的因素;而套筒球墨铸铁顶管完全采用机械化自动化控制生产,避免了人为造成的不稳定因素,可大幅提升球墨铸铁顶管的安全性及稳定性。
16.4.支持小于6米长度球墨铸铁顶管的制作,可充分利用各种缺陷管的部分有效长度,避免报废管整体回炉造成的高能耗,积极响应国家提倡的绿色环保,节能减排政策,能大幅降低球墨铸铁铸管厂及球墨铸铁管件厂及配件厂的生产制造成本,提高上述制造厂的效益,简化球墨铸铁顶管生产流程、提高球墨铸铁顶管生产效率,降低球墨铸铁顶管生产成本。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
18.图1是本发明的结构示意图。
19.图2是本发明中套筒顶管组件1的结构示意图.
20.图3是本发明的受力分析图。
21.图4是普通球墨铸铁顶管结构图。
22.附图标记说明:套筒顶管组件1、推力法兰2、前顶管组3、后顶管组4、t型套管11、密封胶圈12、混凝土外壁13、短管管芯14、前套筒31、前双插短管32、后双插短管41、后套筒42。
具体实施方式
23.参看图1-图3所示,本具体实施方式采用的技术方案是:它包括套筒顶管组件1、推力法兰2、前顶管组3、后顶管组4,所述套筒顶管组件1设置在后顶管组4上,前顶管组3与后顶管组4之间设有推力法兰2,且套筒顶管组件1一侧与前顶管组3相抵接,所述套筒顶管组件1包括了t型套管11、密封胶圈12、混凝土外壁13、短管管芯14,所述t型套管11与短管管芯14相连接,且t型套管11与短管管芯14之间设有密封胶圈12,所述短管管芯14的外侧上设有混凝土外壁13。
24.更为具体说明的,所述前顶管组3由前套筒31与前双插短管32组成,所述后顶管组4由后双插短管41与后套筒42组成,前双插短管32一端与前套筒31相连接,且前双插短管32另一端与后套筒42相套接,后套筒42与后双插短管41相连接。
25.更为具体说明的,所述t型套管11由球墨铸铁铁水采用专用模具离心浇筑成型;双短管管芯14由球墨铸铁铁水采用球墨铸铁管模具离心成型;混凝土外壁13由球墨铸铁顶管外模立式浇筑成型;t型套管11与短管管芯14连接时需安装密封胶圈12起到密封作用。t型套管11的外径参照gb/t 13295-2008版本尺寸制作。
26.更为具体说明的,所述前套筒31、后套筒42、前双插短管32及后双插短管41均采用球墨铸铁材质制造。采用球墨铸铁材质制造可避免由于材质不同产生电化腐蚀现象。
27.更为具体说明的,所述前套筒31与后套筒42的受力面厚度均大于前双插短管32与后双插短管41厚度。能够更好的保证整个系统的安全性。
28.更为具体说明的,所述推力法兰2设置在后套筒42的内部。此设置方法一方面使套筒体积减小紧凑,另一方面可使套筒刚度增加,避免意外破损。
29.一种球磨铸铁顶管技术领域,该生产工艺为:球墨铸铁管离心-内衬离心-套筒离心-混凝土外壁浇筑-外壁修补-出厂,其工艺具体步骤如下:球墨铸铁管离心:使用电炉熔炼出高炉铁水,并进行调制,使铁水组分符合球墨铸铁相应标准;将合格的球墨铸铁铁水经由离心机浇筑入对应的离心机模具中,使球墨铸铁铁水在离心力作用下密实的填充满整个模具,并确保其管重及壁厚符合gb13295或相应订单要求;内衬离心:上述球墨铸铁管成型测量各部尺寸及水压密封试验后,将水泥砂浆经由内衬离心机进行内衬离心作业,内衬离心成型后,需经由内衬磨光作业,以保证内衬光滑,降低水阻;套筒离心:使用球墨铸铁铁水,经由套筒离心机或重力成型方式,填充至套筒模具中,待套筒成型冷却后,脱模后进行尺寸测量及水压试验,经检验合格后待用;混凝土外壁浇筑:使用顶管外模进行外壁混凝土浇筑,浇筑完成后通入蒸汽进行蒸养操作,已加速模具流转;修补:混凝土外壁成型后,统一对内外壁缺陷进行修补,并于混凝土外壁及承插口等处做防腐处理;出厂:待修补完成后,经由质计部质检员根据相应标准进行出厂前各项检测,合格后准予出厂。
30.本发明的工作原理:顶进施工中,由顶进系统产生顶推力,顶推力传导至前套筒31,前套筒31将顶推力传导至前套筒31中的推力法兰,推力法兰将顶推力传导至前双插短
管32,前双插短管32将顶推力传导至后套筒42中的推力法兰2,推力法兰2将顶推力传导至后双插短管41,在上述力的传导中,力的大小及方向均未改变,其中,t型套管11采用球墨铸铁铁水经由专用模具离心铸造而成;前双插短管32与后双插短管41管身由普通球墨铸铁管切割而成或单独直管模具离心铸造而成,混凝土外壁13则由模具浇筑混凝土,且t型套管11、前顶管组3、后顶管组4及密封胶圈12可在厂内组装成为成品后发货,亦可批次发往安装工地由施工队在现场完成组装。
31.以上所述,仅用以说明本发明的技术方案而非限制,本领域普通技术人员对本发明的技术方案所做的其它修改或者等同替换,只要不脱离本发明技术方案的精神和范围,均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。