1.本发明涉及半导体加工技术领域,尤其涉及一种晶棒切割方法、装置及设备。
背景技术:
2.硅片可以通过对晶棒切割得到,例如,可以采用金刚线等切割线切割晶棒。金刚线具备原材料损耗率低,切割精度高,切割效率高以及产能大等优点。目前,在光伏领域,太阳能电池使用的硅片已经大多采用金刚线切割晶棒。
3.在切割晶棒时,切割线入切点在晶棒上可能会发生偏移,导致不同硅片厚薄不均或硅片产生弯曲。以金刚线为切割线举例来说,金刚线切割的方式正朝着细线化以及大片化方向发展,细线化即使用更加细的金刚线母线,大片化即切割的硅片更大,使得驱动金刚线做往复运动的主辊之间轴间距逐步变大,且由于金刚线依靠主辊驱动做往复运动,同时存在径向和轴向的力,细线化以及大片化让金刚线的张力更小,轴间距更大了,这些都对金刚线切割时对刀提出了更高的要求。
4.金刚线切割的方式中,对刀是以缓慢的线速度(例如满载时线速度的40%-50%左右),缓慢的工作台下降速度(例如满载时下降速度的50%-60%左右),降低金刚线的波动;入切时,工作台对金刚线有一个向下的压力,金刚线同时受到径向和轴向上的力以及水流冲击力,如果在入切时金刚线走线方向换向,还存在一个加减速,晶棒表面不平整导致金刚线入切点在晶棒上发生偏移,这时就会产生入切厚薄不均或产生弯曲。
技术实现要素:
5.本发明提供一种晶棒切割方法、装置及设备,用以解决现有技术中切割线入切点在晶棒上可能会发生偏移,导致不同硅片厚薄不均或硅片产生弯曲的缺陷,实现了线网平稳切入晶棒,减少了切割晶棒时产生入切厚薄不均或产生弯曲的情况。
6.本发明提供一种晶棒切割方法,包括:
7.获取切割线单向切入晶棒的目标进线长度,所述目标进线长度是基于所述切割线的加速度以及单向切入所述晶棒的预设切割深度确定的,所述预设切割深度大于或者等于所述晶棒被工作台移动到预设起始点时与预设切割零点之间高度相对标准高度的偏差;
8.当所述工作台移动所述晶棒到达所述预设切割零点时,控制所述切割线所形成线网单向切入所述晶棒;
9.在单向切入所述晶棒的实际进线长度达到所述目标进线长度后,控制所述线网双向切割所述晶棒。
10.根据本发明提供的一种晶棒切割方法,所述目标进线长度的确定方式包括:
11.基于所述预设切割深度、所述切割线的加速度、单向切入所述晶棒采用的所述切割线的目标线速度和所述工作台的目标速度,确定所述目标进线长度。
12.根据本发明提供的一种晶棒切割方法,所述基于所述预设切割深度、所述切割线的加速度、单向切入所述晶棒采用的所述切割线的目标线速度和所述工作台的目标速度,
确定所述目标进线长度,包括:
13.将所述预设切割深度输入进线长度模型,得到所述进线长度模型输出的所述目标进线长度,所述进线长度模型包含所述预设切割深度与所述切割线的加速度、单向切入所述晶棒采用的所述切割线的目标线速度和所述工作台的目标速度的函数关系。
14.根据本发明提供的一种晶棒切割方法,所述获取切割线单向切入晶棒的目标进线长度之前,还包括:
15.将所述工作台移动所述晶棒刚接触所述线网的位置,记录为所述预设切割零点;
16.控制所述工作台移动所述晶棒抬升所述标准高度,并将抬升后的位置记录为所述预设起始点;
17.若表面平整的标准件置于所述线网与所述晶棒之间时的状态符合设定状态,则所述预设切割零点准确;所述标准高度等于所述标准件的厚度。
18.根据本发明提供的一种晶棒切割方法,双向切割所述晶棒时采用的所述切割线的目标线速度大于单向切入所述晶棒时采用的所述切割线的目标线速度。
19.根据本发明提供的一种晶棒切割方法,所述晶棒切割后得到的硅片的边长大于或者等于182毫米。
20.根据本发明提供的一种晶棒切割方法,所述预设切割深度为2.0-3.0毫米;所述控制所述切割线所形成线网单向切入所述晶棒,包括:
21.控制所述工作台的目标速度为1.5-1.8毫米/分钟,和/或,所述切割线的目标线速度为10-18米/秒,和/或,所述切割线的加速度为4-10米/平方秒,和/或,切割液的流量小于满载时切割液的流量,和/或,切割液的温度为16-24摄氏度;
22.基于所述目标进线长度以及对应的目标回线长度,控制所述线网单向切入所述晶棒,所述目标进线长度为656-1448米,所述目标回线长度为646-1430米。
23.本发明还提供一种晶棒切割装置,包括:
24.获取模块,用于获取切割线单向切入晶棒的目标进线长度,所述目标进线长度是基于所述切割线的加速度以及单向切入所述晶棒的预设切割深度确定的,所述预设切割深度大于或者等于所述晶棒被工作台移动到预设起始点时与预设切割零点之间高度相对标准高度的偏差;
25.第一控制模块,用于当所述工作台移动所述晶棒到达所述预设切割零点时,控制所述切割线所形成线网单向切入所述晶棒;
26.第二控制模块,用于在单向切入所述晶棒的实际进线长度达到所述目标进线长度后,控制所述线网双向切割所述晶棒。
27.本发明还提供一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现如上述任一种所述晶棒切割方法。
28.本发明还提供一种非暂态计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现如上述任一种所述晶棒切割方法。
29.本发明还提供一种晶棒切割设备,包括上述任一种所述晶棒切割装置,或包括上述任一种电子设备,或包括上述任一种非暂态计算机可读存储介质,或用于执行上述任一种所述晶棒切割方法。
30.根据本发明提供的一种晶棒切割设备,还包括表面平整的标准件,所述标准件用于置于所述线网与所述晶棒之间,检验所述预设切割零点是否准确。
31.本发明提供的晶棒切割方法,当工作台移动晶棒到达预设切割零点时,可以先控制切割线所形成线网单向切入晶棒,在单向切入晶棒的实际进线长度达到目标进线长度后,再控制线网双向切割晶棒,由于其中的目标进线长度是基于切割线的加速度以及单向切入晶棒的预设切割深度准确确定的,该预设切割深度大于或者等于晶棒被工作台移动到预设起始点时与预设切割零点之间高度相对标准高度的偏差,如此,单向切入晶棒时的目标进线长度能够与晶棒在预设起始点时与预设切割零点之间高度相对标准高度的偏差以及切割线的加速度相匹配,让晶棒切割工艺能够容纳更大的因晶棒及治具等带来的偏差,扩大了入切工艺窗口,可以在单向切入晶棒时使得更多切割线切入晶棒,不会在入切时换向让线网产生波动,实现平稳均匀入切,减少了切割线入切点偏移的情况,从而减少切割晶棒时产生入切厚薄不均或产生弯曲的情况,提升了晶棒切割效果。
附图说明
32.为了更清楚地说明本发明或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
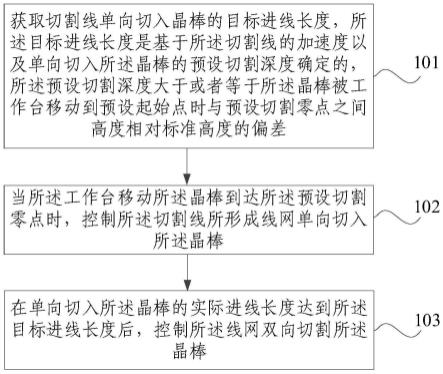
33.图1是本发明提供的晶棒切割方法的流程示意图;
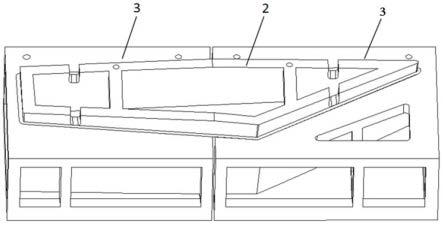
34.图2是本发明提供的晶棒切割设备的结构示意图之一;
35.图3是本发明提供的晶棒切割设备的结构示意图之二;
36.图4是本发明提供的晶棒切割装置的结构示意图;
37.图5是本发明提供的电子设备的结构示意图;
38.附图标记:
39.201:切割线;202:主辊;203:晶棒;204:标准件。
具体实施方式
40.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.下面结合图1至图3描述本发明的晶棒切割方法。
42.本实施例提供一种晶棒切割方法,可以由晶棒切割设备或其中的软件和/或硬件执行,如图1所示,该晶棒切割方法至少包括如下步骤:
43.步骤101、获取切割线单向切入晶棒的目标进线长度,所述目标进线长度是基于所述切割线的加速度以及单向切入所述晶棒的预设切割深度确定的,所述预设切割深度大于或者等于所述晶棒被工作台移动到预设起始点时与预设切割零点之间高度相对标准高度的偏差。
44.其中,切割线可以是金刚线,金刚线具备原材料损耗率低,切割精度高,切割效率
高以及产能大等优点,可以得到广泛应用。
45.实际应用中,晶棒切割设备的工作台设有工件板,该工件板用于固定晶棒,工作台可以通过工件板可以移动晶棒。晶棒切割设备还具有驱动切割线的主辊,如图2所示,切割线201设置于主辊202上,可以随着主辊202的转动而移动,图中以3个主辊202示意。实施中,可以控制工作台移动晶棒203至切割线201,即对刀,之后切割线就可以对晶棒进线切割,得到硅片。实施中,对于具有一定长度的晶棒,可以采用多条切割线形成线网,线网中所有切割线平行等间距排布,同时对晶棒进线切割,从而得到厚度均匀的硅片。切割时,可以采用双向切割的方式,即切割线正向和反向交替切割晶棒。在切割之前,需要预先设定上述预设切割零点和预设起始点,预设切割零点是工艺设定的晶棒与切割线接触的位置,预设起始点则是晶棒移动开始的位置。预设切割零点和预设起始点为工作台的坐标。工作台的坐标是工作台的相对位置。
46.由于晶棒表面并非完全平整,且切割工艺中采用的工件板等治具以及粘胶厚度也会带来一定偏差,晶棒从预设起始点移动到预设切割零点时,有的地方可能并不能接触到切割线,这时,工作台对切割线有一个向下的压力,切割线同时受到径向和轴向上的力以及水流冲击力,如果切割线方向换向,还存在一个加减速,还未切入晶棒的切割线就可能发生偏移,待后续切入晶棒时入切点也就会发生偏移,导致有些硅片厚有些硅片薄,即入切厚薄不均,如果切割线后续逐渐恢复到原来的位置,硅片入切的表面就会产生弯曲,严重的甚至导致断线,整个线网崩断,导致产品损失。为此,本实施例中先采用单向切入晶棒的方式,单向切入是指切割对刀时切割线保持一个方向切入晶棒,示例性的,可以是切割线保持正向切入晶棒,或者切割线保持反向切入晶棒,如此,在切入的过程中不进行换向,减少了加减速对切割线的影响,减少切割线入切点的偏移。单向切入晶棒时,切割线需要达到的进线长度即目标进线长度,该目标进线长度能够使得线网中所有切割线均切入晶棒。在所有切割线均切入晶棒后,再进行正常的双向切割晶棒,如此,可以减少切割线入切点的偏移,从而减少切割晶棒时产生入切厚薄不均或产生弯曲的情况。
47.为了保证线网中所有切割线均切入晶棒,实施中,基于晶棒在预设起始点时与预设切割零点之间高度h(参见图2)相对标准高度的偏差,得到预设切割深度,预设切割深度可以大于或者等于所述晶棒被工作台移动到预设起始点时与预设切割零点之间高度相对标准高度的偏差。其中,预设起始点与预设切割零点之间的高度为标准高度,由于晶棒靠近预设切割零点的表面不同位置处与预设切割零点之间的高度不同,不同位置与预设切割零点之间的高度相对标准高度可能存在偏差,比如,晶棒的a位置与预设切割零点之间的高度相对标准高度高1毫米(mm),b位置与预设切割零点之间的高度相对标准高度低1mm,基于此,预设切割深度可以大于或者等于上述所有位置与预设切割零点之间的高度相对标准高度的偏差,从而覆盖所有位置与预设切割零点之间的高度相对标准高度的偏差。该预设切割深度可以是工作台移动晶棒的距离。
48.实际应用中,针对同一批晶棒,可以采用相同的预设切割深度,从而提升切割效率。实施中,可以采集不同的作业员的预设切割零点和预设起始点对应的上述偏差,统计得到整体的偏差分布,记录所有偏差中的最大值,预设切割深度大于或者等于所有偏差中的最大值,从而可以覆盖所有的偏差。
49.另外,考虑到切割线开始需要经过加速,可以结合切割线的加速度以及预设切割
深度确定准确的目标进线长度,从而使得单向切入时所有切割线均切入晶棒,并及时进入后续的工艺,提高了切割效率。
50.步骤102、当所述工作台移动所述晶棒到达所述预设切割零点时,控制所述切割线所形成线网单向切入所述晶棒。
51.步骤103、在单向切入所述晶棒的实际进线长度达到所述目标进线长度后,控制所述线网双向切割所述晶棒。
52.本实施例中,当所述工作台移动所述晶棒到达所述预设切割零点时,可以先控制所述切割线所形成线网单向切入所述晶棒,在单向切入所述晶棒的实际进线长度达到所述目标进线长度后,再控制所述线网双向切割所述晶棒,由于其中的目标进线长度是基于所述切割线的加速度以及单向切入所述晶棒的预设切割深度准确确定的,该预设切割深度大于或者等于所述晶棒被工作台移动到预设起始点时与预设切割零点之间高度相对标准高度的偏差,如此,单向切入晶棒时的目标进线长度能够与晶棒在预设起始点时与预设切割零点之间高度相对标准高度的偏差以及切割线的加速度相匹配,让晶棒切割工艺能够容纳更大的因晶棒及治具等带来的偏差,扩大了入切工艺窗口,可以在单向切入晶棒时使得更多切割线切入晶棒,不会在入切时换向让线网产生波动,实现平稳均匀入切,减少了切割线入切点偏移的情况,从而减少切割晶棒时产生入切厚薄不均或产生弯曲的情况,提升了晶棒切割效果。
53.本实施例晶棒切割后得到的硅片可以应用于光伏、集成电路、照明等领域。
54.本实施例的方案应用于切割大尺寸的硅片的场景时效果更加明显。例如,在采用金刚线切割晶棒的场景中,采用金刚线切割的方式正逐步细线化以及大片化,例如随着细线化金刚线母线的直径由38微米(μm)向着35μm、32μm方向发展,随着大片化主辊之间轴间距d(参见图2)从380mm左右增加到420mm左右,切割线越细对应切割张力越小,从50μm时切割张力6牛(n)到35μm时切割张力3.8n,降幅达到约40%,再加上主辊之间的轴间距大,切割对刀时受到其它力的干扰,如果入切晶棒时位置错位(实际切割零点与预设切割零点位置不一致),会让线网入切点更加容易偏移,需要入切工艺窗口更大,让线网平稳切入晶棒中。而本实施例的方案则可以使得采用超细金刚线切割时平稳均匀入切。
55.示例性的,所述晶棒切割后得到的硅片的边长大于或者等于182mm,例如边长为182mm或210mm。当然,也可以应用于切割得到边长更大的硅片的场景,此处不再一一列举。对于这种大尺寸的硅片来说,采用本实施例的方案效果更加明显。
56.在示例性实施例中,所述目标进线长度的确定方式可以包括:基于所述预设切割深度、所述切割线的加速度、单向切入所述晶棒采用的所述切割线的目标线速度和所述工作台的目标速度,确定所述目标进线长度。
57.切割线的线速度指切割时走线速度。切割线的目标线速度是切割线需要达到的线速度。工作台的速度指工作台切割时的移动速度。工作台的目标速度是工作台需要达到的速度。
58.除预设切割深度、所述切割线的加速度以外,单向切入过程中,目标进线长度还受到切割线的目标线速度和工作台的目标速度的影响,因此,本实施例中,综合预设切割深度、所述切割线的加速度、单向切入所述晶棒采用的所述切割线的目标线速度和所述工作台的目标速度多方面的因素,来确定单向切入时的目标进线长度,得到的目标进线长度更
加准确,可以进一步减少切割线入切点的偏移。
59.在示例性实施例中,所述基于所述预设切割深度、所述切割线的加速度、单向切入所述晶棒采用的所述切割线的目标线速度和所述工作台的目标速度,确定所述目标进线长度,其具体实现方式可以包括:
60.将所述预设切割深度输入进线长度模型,得到所述进线长度模型输出的所述目标进线长度,所述进线长度模型包含所述预设切割深度与所述切割线的加速度、单向切入所述晶棒采用的所述切割线的目标线速度和所述工作台的目标速度的函数关系。
61.实际应用中,可以预先构建进线长度模型,该进线长度模型用于基于输入的预设切割深度确定目标进线长度。具体的,该进线长度模型中包含所述预设切割深度与所述切割线的加速度、单向切入所述晶棒采用的所述切割线的目标线速度和所述工作台的目标速度的函数关系。该函数关系可以参考运动学公式设置,示例性的,进线长度模型包括:
62.l1=(h/v
台
*60-2v
线
/a)*v
线
a*v
线
ꢀꢀꢀ
(1)
63.其中,l1表示目标进线长度,h表示预设切割深度,v
台
表示工作台的目标速度,v
线
表示切割线的目标线速度,a表示切割线的加速度。
64.进线长度模型中的所述切割线的加速度、单向切入所述晶棒采用的所述切割线的目标线速度和所述工作台的目标速度为预先设定的,本实施例中,通过设置包含所述预设切割深度与所述切割线的加速度、单向切入所述晶棒采用的所述切割线的目标线速度和所述工作台的目标速度的函数关系的进线长度模型,将预设切割深度直接输入进线长度模型,即可快速得到准确的目标进线长度,从而提高了晶棒切割效率。
65.在示例性实施例中,所述获取切割线单向切入晶棒的目标进线长度之前,晶棒切割方法还可以包括:将所述工作台移动所述晶棒刚接触所述线网的位置,记录为所述预设切割零点;控制所述工作台移动所述晶棒抬升所述标准高度,并将抬升后的位置记录为所述预设起始点;若表面平整的标准件置于所述线网与所述晶棒之间时的状态符合设定状态,则所述预设切割零点准确;所述标准高度等于所述标准件的厚度。
66.实际应用中,预设切割零点的准确性非常重要,预设切割零点越准确,产生的偏差越小,切割线入切点偏移的情况越少。由于预设切割零点需要作业员参与,不同的作业员的熟练度不同,预设切割零点的准确性也不同,单纯靠人工经验得到的预设切割零点,现有技术中因作业员的熟练度不同,导致的厚薄不均或入切弯曲损失在0.3%-1.2%之间,入切时位置错位导致的断线率在0.11%-0.65%之间,损失很大,以10gw的切片厂举例来说,一年因此损失在2200万元至9000万元之间。
67.为了提高预设切割零点的准确性,本实施例中,提供了一种新的预设切割零点的设定方式。首先,控制所述工作台移动所述晶棒向线网的方向移动,将所述工作台移动所述晶棒刚接触所述线网的位置,记录为所述预设切割零点,此时,晶棒紧贴线网,整个线网没有压出明显线弓或局部有线弓,如果有明显线弓说明压低了,可以重新调整,以晶棒的最低点紧贴线网为准,实施中,可以按下零点设定按钮,即可记录预设切割零点。然后,控制所述工作台移动所述晶棒抬升所述标准高度,并将抬升后的位置记录为所述预设起始点。随后,如图3所示,将表面平整的标准件204平行于线网置于线网与晶棒之间,检验所述预设切割零点是否准确,由于所述标准高度等于所述标准件的厚度,理论上,标准件整体恰好与线网和晶棒接触,但是由于预设切割零点的作业员、晶棒及工件板等治具带来的偏差,标准件置
于所述线网与所述晶棒之间时,当标准件沿晶棒方向移动,若受到的阻力较大且线网有明显向下散开波动,例如大于第一设定阻力,说明预设切割零点过低,可以调整预设切割零点,若受到的阻力较小,即能够向晶棒方向移动但是有阻力,例如小于第二设定阻力,则符合设定状态,说明所述预设切割零点准确,若标准件与晶棒之间有较大间隙,可以重新调整预设切割零点。经过反复调整仍无法符合设定状态,则可以更换晶棒,说明晶棒不合格。
68.标准件也称标平件,其种类有多种,例如可以是表面平整的尺子或者其它片状结构,例如平整塑料尺子或者平整塑料片,这样的标准件简单易得,对预设切割零点的校验更易实现。
69.标准件的尺寸根据实际需求设置,示例性的,标准件的厚度可以为0.8mm,宽度为20-40mm,长度为25-30厘米(cm),该标准件的尺寸仅是举例并非限定,也可以为其它尺寸,此处不一一列举。采用厚度为0.8mm的标准件设定预设切割零点,实际测算下来晶棒与预设切割零点相对标准高度的偏差在0.6-1.2mm内,偏差很小。
70.如此,本实施例通过表面平整的标准件对预设切割零点进行检验,统一了预设切割零点的设定方式,实现了预设切割零点的标准化,减少了作业员的熟练度的影响,使得预设切割零点更加准确,降低了预设切割零点带来的偏差,进一步减少了切割线入切点偏移的情况。
71.在示例性实施例中,双向切割所述晶棒时采用的所述切割线的目标线速度大于单向切入所述晶棒时采用的所述切割线的目标线速度。在单向切入的过程中,切割线没有全部切入晶棒,采用的切割线的线速度可以较低,如此可以缓慢切入晶棒,待单向切入晶棒结束后,所有切割线全部切入晶棒,再提升切割线的线速度,进一步减少了切割线入切点的偏移。
72.实际应用中,可以针对切割晶棒的不同阶段,设置不同的工艺参数,从而完成整个晶棒的切割。示例性的,可以依据工作台移动的位置来进行划分,将工作台移动方向的坐标划分成多个坐标区间,不同的坐标区间表征不同的阶段,针对每个坐标区间,设置坐标区间对应的工艺参数,基于此,可以基于工作台的当前坐标所在的坐标区间对应的工艺参数,切割晶棒,从而实现根据不同阶段进行工艺参数的微调,提高晶棒切割效果。沿工作台移动方向依次排列的多个坐标区间中,单向切入的阶段可以位于第一个坐标区间中。这里的工艺参数可以但不限于包括工作台的目标速度、切割线的目标线速度、切割线的加速度、切割液的流量、切割液的温度、目标进线长度以及对应的目标回线长度。切割过程中,切割线是移动的,因此,在目标进线长度下,切割线还需要达到一定的回线长度,即目标回线长度,目标回线长度l2可以是目标进线长度与设定距离的差值,其中的设定距离可以根据经验设置。
73.在示例性实施例中,所述预设切割深度为2.0-3.0毫米;相应的,所述控制所述切割线所形成线网单向切入所述晶棒,其具体实现方式可以包括:控制所述工作台的目标速度为1.5-1.8毫米/分钟(mm/min),和/或,所述切割线的目标线速度为10-18米/秒(m/s),和/或,所述切割线的加速度为4-10米/平方秒(m/s2),和/或,切割液的流量小于满载时切割液的流量,和/或,切割液的温度为16-24摄氏度(℃);基于所述目标进线长度以及对应的目标回线长度,控制所述线网单向切入所述晶棒,所述目标进线长度为656-1448米(m),所述目标回线长度为646-1430m。
74.考虑到一般工件板、晶棒等带来的偏差在0.5mm,预设切割零点带来的偏差在
0.5mm,另外,考虑到单向入切时的切割深度过大,例如超过3mm,容易导致切割纹路色差,影响硅片表面外观,因此,预设切割深度不宜过大,示例性的,预设切割深度可以为2.0-3.0mm,该预设切割深度为工作台移动晶棒的距离,由于切割线有一定长度,存在线弓,晶棒实际切割深度为1.0-2.0mm。
75.本实施例中,针对预设切割深度为2.0-3.0mm的情况,设置了相应的工艺参数,在本实施例提供的工艺参数下,能够确保晶棒平稳均匀切入线网中。其中,切割液的流量小于满载时切割液的流量,将流量调低的目的是降低对线网冲击的影响。例如,切割液的流量为满载时切割液的流量的50%~70%,示例性的,为60%,如满载切割时为10000千克/小时(kg/h),单向入切时调整为6000kg/h。
76.示例性的,上述多个坐标区间可以包括四个坐标区间,上述工艺参数对应的工作台的坐标区间可以为第一个坐标区间,相应的,沿着工作台移动晶棒的方向,另外三个坐标区间对应的工艺参数分别为:
77.第二个坐标区间对应的工艺参数:工作台的速度为1.5-2.8mm/min,切割线的目标线速度为20-40m/s,切割线的加速度为4-6m/s2;切割线的进线长度为600-900m,切割线的回线长度为580-880m;切割液的流量为8000-10000kg/h,切割液的温度为16-24℃。实施中,可根据切割需求调整进线长度以及回线长度,增加或减少新线进给量。
78.第三个坐标区间对应的工艺参数:工作台的速度为1.8-2.8mm/min,切割线的目标线速度为20-40m/s,切割线的加速度为4-6m/s2;切割液的流量为8000-10000kg/h,切割液的温度为16-24℃。实施中,可根据切割需求调整进线长度和回线长度,增加或减少新线进给量。
79.第四个坐标区间对应的工艺参数:工作台的速度为0.6-2.5mm/min,切割线的目标线速度为20-40m/s,切割线的加速度为4-6m/s2;切割液的流量为8000-10000kg/h,切割液的温度为16-24℃。
80.若上述标准高度为0.8mm,切割晶棒获得的硅片的边长为182mm,示例性的,四个坐标区间可以依次为[-0.8,4)、[4,10)、[10,142)、[142,191],切割晶棒获得的硅片的边长为210mm,示例性的,四个坐标区间可以依次为[-0.8,4)、[4,10)、[10,142)、[142,220]。坐标区间的划分方式仅是举例并非限定,也可以根据实际切割需求灵活进线行调整。
[0081]
下面以具体的应用场景为例,对本实施例提供的晶棒切割方法进线更加详细地说明。
[0082]
本实施例中,采用38μm金刚线在某晶棒切割设备上切割晶棒以获得边长为210mm的硅片,其切割线的加速度为4m/s2,硅片的厚度目标平均值为155μm。对实验组的作业员提供0.8mm厚度的标准件,并对作业员进行培训预设切割零点的设定方法,具体工艺步骤如下:
[0083]
第一步:做好切换准备,换水换切割液,安装导流板、盖板并调整好位置,将晶棒在工件板上固定好位置,热机检查各项设备参数。
[0084]
第二步:采用标准件进行预设切割零点的设定和检查,测算下来晶棒在预设起始点时距离预设切割零点的高度相对标准高度的偏差在0.3-0.6mm,偏差很小;考虑到作业员的熟练度,单向切入时的预设切割深度为2.5mm。
[0085]
第三步:设置各工艺步骤的工艺参数并进行晶棒切割,参见表1所示的各工艺步骤
的工艺参数。
[0086]
表1各工艺步骤的工艺参数
[0087][0088]
从入切纹路测量单向入切时实际切割深度在1.4-2.1mm,进行大数据对比,实验组累计切割了两周共计2206刀数据,与同期对比组切割的2230刀数据对比如下表2,从实验大数据对比可以看出,入切厚薄不良降低了约50%,ttv(总厚度变化,total thickness variation)不良率降低了约40%,入切断线率约70%,从理论上及实际验证数据上可以看出该方法有效降低入切厚薄及入切厚薄导致ttv的不良。
[0089]
表2大数据对比
[0090][0091]
其中,厚薄不良率是指其它符合要求,厚度低于150μm或加上厚度大于180μm的总不良率。ttv是指单片硅片的总厚度变化。ttv不良率是指其它指标符合要求,ttv值大30μm的比率。硅片局部入切导致的厚薄,分选仪会归类到厚薄不良。入切断线率是指切割深度小于10mm发生线网断线的比率。
[0092]
通过本实施例的方案大大降低了预设切割零点、晶棒、工件板等治具带来的偏差对晶棒与线网对刀入切时的影响,从而有效降低大尺寸硅片使用超细金刚线切割时入切厚薄的影响。
[0093]
另外,相关技术中还可以使用错槽斜编线网来增加线网张力,减小入切线网张力波动的影响,在此基础上如果采用本实施例的方案对改变入切厚薄的效果更佳。
[0094]
下面对本发明提供的晶棒切割装置进行描述,下文描述的晶棒切割装置与上文描述的晶棒切割方法可相互对应参照。
[0095]
本实施例提供一种晶棒切割装置,如图4所示,包括:
[0096]
获取模块401,用于获取切割线单向切入晶棒的目标进线长度,所述目标进线长度是基于所述切割线的加速度以及单向切入所述晶棒的预设切割深度确定的,所述预设切割深度大于或者等于所述晶棒被工作台移动到预设起始点时与预设切割零点之间高度相对标准高度的偏差;
[0097]
第一控制模块402,用于当所述工作台移动所述晶棒到达所述预设切割零点时,控制所述切割线所形成线网单向切入所述晶棒;
[0098]
第二控制模块403,用于在单向切入所述晶棒的实际进线长度达到所述目标进线长度后,控制所述线网双向切割所述晶棒。
[0099]
在示例性实施例中,还包括确定模块;
[0100]
确定模块,用于基于所述预设切割深度、所述切割线的加速度、单向切入所述晶棒采用的所述切割线的目标线速度和所述工作台的目标速度,确定所述目标进线长度。
[0101]
在示例性实施例中,确定模块,具体用于:
[0102]
将所述预设切割深度输入进线长度模型,得到所述进线长度模型输出的所述目标进线长度,所述进线长度模型包含所述预设切割深度与所述切割线的加速度、单向切入所述晶棒采用的所述切割线的目标线速度和所述工作台的目标速度的函数关系。
[0103]
在示例性实施例中,还包括记录模块;
[0104]
记录模块,用于将所述工作台移动所述晶棒刚接触所述线网的位置,记录为所述预设切割零点;控制所述工作台移动所述晶棒抬升所述标准高度,并将抬升后的位置记录为所述预设起始点;若表面平整的标准件置于所述线网与所述晶棒之间时的状态符合设定状态,则所述预设切割零点准确;所述标准高度等于所述标准件的厚度。
[0105]
在示例性实施例中,双向切割所述晶棒时采用的所述切割线的目标线速度大于单向切入所述晶棒时采用的所述切割线的目标线速度。
[0106]
在示例性实施例中,所述晶棒切割后得到的硅片的边长大于或者等于182毫米。
[0107]
在示例性实施例中,所述预设切割深度为2.0-3.0毫米;所述第一控制模块,具体用于:
[0108]
控制所述工作台的目标速度为1.5-1.8毫米/分钟,和/或,所述切割线的目标线速度为10-18米/秒,和/或,所述切割线的加速度为4-10米/平方秒,和/或,切割液的流量小于满载时切割液的流量,和/或,切割液的温度为16-24摄氏度;
[0109]
基于所述目标进线长度以及对应的目标回线长度,控制所述线网单向切入所述晶棒,所述目标进线长度为656-1448米,所述目标回线长度为646-1430米。
[0110]
下面对本发明提供的晶棒切割设备进行描述,下文描述的晶棒切割设备与上文描述的晶棒切割方法或者晶棒切割装置可相互对应参照。
[0111]
本实施例提供一种晶棒切割设备,包括如以上各实施例所提供的晶棒切割装置,或用于执行以上各实施例所提供的晶棒切割方法。
[0112]
晶棒切割设备还包括工作台,工作台上具有用于固定晶棒的工件板,还包括主辊,切割线设置于主辊上,主辊驱动切割线移动对晶棒进行切割。
[0113]
在示例性实施例中,晶棒切割设备还可以包括表面平整的标准件,所述标准件用于置于所述线网与所述晶棒之间,检验所述预设切割零点是否准确。
[0114]
晶棒切割设备的具体实现方式可以参考以上晶棒切割方法或者晶棒切割装置的实施例,具有类似的效果,此处不做赘述。
[0115]
图5示例了一种电子设备的实体结构示意图,如图5所示,该电子设备可以包括:处理器(processor)510、通信接口(communications interface)520、存储器(memory)530和通信总线540,其中,处理器510,通信接口520,存储器530通过通信总线540完成相互间的通信。处理器510可以调用存储器530中的逻辑指令,以执行晶棒切割方法,该方法包括:
[0116]
获取切割线单向切入晶棒的目标进线长度,所述目标进线长度是基于所述切割线的加速度以及单向切入所述晶棒的预设切割深度确定的,所述预设切割深度大于或者等于所述晶棒被工作台移动到预设起始点时与预设切割零点之间高度相对标准高度的偏差;
[0117]
当所述工作台移动所述晶棒到达所述预设切割零点时,控制所述切割线所形成线网单向切入所述晶棒;
[0118]
在单向切入所述晶棒的实际进线长度达到所述目标进线长度后,控制所述线网双向切割所述晶棒。
[0119]
此外,上述的存储器530中的逻辑指令可以通过软件功能单元的形式实现并作为独立的产品销售或使用时,可以存储在一个计算机可读取存储介质中。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分或者该技术方案的部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个存储介质中,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行本发明各个实施例所述方法的全部或部分步骤。而前述的存储介质包括:u盘、移动硬盘、只读存储器(rom,read-only memory)、随机存取存储器(ram,random access memory)、磁碟或者光盘等各种可以存储程序代码的介质。
[0120]
另一方面,本发明还提供一种计算机程序产品,所述计算机程序产品包括存储在非暂态计算机可读存储介质上的计算机程序,所述计算机程序包括程序指令,当所述程序指令被计算机执行时,计算机能够执行上述各方法所提供的晶棒切割方法,该方法包括:
[0121]
获取切割线单向切入晶棒的目标进线长度,所述目标进线长度是基于所述切割线的加速度以及单向切入所述晶棒的预设切割深度确定的,所述预设切割深度大于或者等于所述晶棒被工作台移动到预设起始点时与预设切割零点之间高度相对标准高度的偏差;
[0122]
当所述工作台移动所述晶棒到达所述预设切割零点时,控制所述切割线所形成线网单向切入所述晶棒;
[0123]
在单向切入所述晶棒的实际进线长度达到所述目标进线长度后,控制所述线网双向切割所述晶棒。
[0124]
又一方面,本发明还提供一种非暂态计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现以执行上述各提供的晶棒切割方法,该方法包括:
[0125]
获取切割线单向切入晶棒的目标进线长度,所述目标进线长度是基于所述切割线的加速度以及单向切入所述晶棒的预设切割深度确定的,所述预设切割深度大于或者等于所述晶棒被工作台移动到预设起始点时与预设切割零点之间高度相对标准高度的偏差;
[0126]
当所述工作台移动所述晶棒到达所述预设切割零点时,控制所述切割线所形成线网单向切入所述晶棒;
[0127]
在单向切入所述晶棒的实际进线长度达到所述目标进线长度后,控制所述线网双
向切割所述晶棒。
[0128]
以上所描述的装置实施例仅仅是示意性的,其中所述作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部模块来实现本实施例方案的目的。本领域普通技术人员在不付出创造性的劳动的情况下,即可以理解并实施。
[0129]
通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到各实施方式可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件。基于这样的理解,上述技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品可以存储在计算机可读存储介质中,如rom/ram、磁碟、光盘等,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行各个实施例或者实施例的某些部分所述的方法。
[0130]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。