1.本发明涉及自动切割以卷状包装的柔性材料中的部件的的一般领域,其更涉及在切割过程中发生的可能会影响切割的质量和效率的部件的触发事件的管理。
2.本发明应用的领域尤其涉及服装和家具业。
背景技术:
3.一般地,柔性材料中的部件的自动切割由控制站操纵的传送切割机执行。
4.切割过程如下所示。操作员在控制站上收到预先准备的待执行的切割工作的清单。每个工作均包含切割所需的所有信息,即:待切割部件的布置和将被切割的材料。
5.所使用的材料(柔性材料)通常以卷状包装,负载在切割机的供应模块上。然后,该材料通过传送机在切割机不同模块上逐步运输,即:切割模块,在此处发生部件的切割;卸载模块,在此处操作员收集切割的部件。在切割机处理有图案的织物时,还包括用于获取材料的模块以扫描切割模块的后上游。
6.当材料被运送至切割模块,系统就知道各部件的相对位置,这要归功于先前准备好的并存储在切割工作层面的布置。为了正确地切割材料上的这些部件,操作员还必须继续在材料上定位这些布置。
7.执行部件布置的准备既要充分优化材料的消耗,又要获得高质量的切割结果。为此,切割支撑件可以施加限制。例如,可用的带材宽度可以对部件的布置区域施加限制。类似地,所使用的材料类型可以限制部件之间的最小接近距离。
8.除了这些通过切割支撑件施加的限制外,可以在创造阶段通过设计者和制造者施加额外的限制。例如,可以是满足施加了清楚的旋转值的织物直纹,或者,在有图案的织物中施加部件之间的位置依赖性的连接限制。
9.当操作员在切割机的先导站上启动生产,系统将根据清单中第一次切割工作包含的材料数据自动激活供应模块。在该供应模块上,操作员能够装载与给他的材料相对应的卷。根据机器的选择,操作员可以指定材料的方向和可见面。这一操作将在先导站或供应模块上进行。
10.当该步骤生效,材料被运输到切割模块,同时可能通过采集模块。后者可以在切割台上将铺展的材料数字化,并将材料的实际特性提供给操作员。
11.当材料被运送至切割模块,操作员使用采集模块提供的图像或嵌入在切割头部的指向工具将布置定位到正确的地方,并开始切割。
12.在生产过程中,理论信息(在切割工作前预先给出)和实际信息(由操作员注意到或在切割过程中特定的卷)之间可能会出现差异,从而使布置的准备过时。如果不考虑到这些差异,就会对切割结果的质量或得到的效率产生影响。为此,可以对生产中的布置进行几种调整。
13.此外,在布置的切割过程中,有可能材料卷结束,可用的材料不再足以完成已经开始的布置的切割。
14.为克服这个问题,一个已知的解决方案是要求操作员展示当前卷的末端,以便将布置分成两个部分,从而避免卷之间的“变化”区域。
15.现有技术的解决方案如图1a至1c所示。图1a表示在切割过程中多个部件p1到p10的布置。部件p1-p3已经在当前卷rc中被切割(并且已经到达卸载模块),部件p4处于被切割的过程中,部件p5-p10尚未被切割(或尚未被部分切割,甚至尚未被完全切割)。此外,在图1a中可以看出,部件p5和p6被跨放在当前卷rc末端(其上的部件p1到p4被切割),部件p7到p10被放置在当前卷末端之外。
16.根据这些信息,操作员划定了如图1b所示的卷改变区域z。如图1c所示,位于该区域z的部件p5到p7不会在当前卷rc上被切割,而是被放置在下一个待切割卷rs上。更具体地,部件p1到p10的布置被分成两个,其中部件p5到p10被移动到下一卷rs的待切割布置中。
17.现有技术的这种解决方案可以限制应该被拒绝的卷改变的部件的数量。然而,如图1c所示,现有布置不得不分成两个部分会导致材料的显著损失。
18.这种解决方案也被用来避免材料中的缺陷区域:缺陷区域的开始被同化到当前卷结束,缺陷区域的结束被同化到下一卷的开始,两个卷之间的空间因此被认为是缺陷区域。
19.在实践中,如果在切割该缺陷区域的部件之前检测到缺陷,操作员可能希望避免切割以后不能使用的部件。已知的解决方案包括对于卷末端问题,如上所述将布置分成两个部分以避免缺陷区域。因此,这种解决方案有如上所述的同样的缺点,即显著的材料损失。
20.此外,在卸载部件的过程中,操作员可能会注意到部件上的缺陷,导致其无法使用。在这种情况下,他有可能“拒绝”它。当该布置被完全切割和卸载,所有被拒绝的部件被分配到一个新布置中以重新切割。
21.这个解决方案可以重新切割有质量问题的部件,因此通过一个可用的方式生产所有所需部件。但是被拒绝部件的数量越少,材料损失的风险就越大。此外,必须等待新布置以重新切割这些被拒绝的部件会导致生产时间的损失。
22.更一般地说,在生产前准备的并在切割工作中给定的布置通常在切割过程中是足够的。然而,经常发生的情况是,必须修改该布置以考虑到上述提及的问题。目前,为克服这些问题而提出的解决方案包括对现有初始布置的适应:部件位置轻微移动或部件被拒绝,以便在新的额外布置中重新切割。
23.这些调整的优点是避免了质量问题。另一方面,修改后的布置会产生大量的材料损失和额外的生产时间。
技术实现要素:
24.本发明的目的是提供一种当在切割布置过程中发生触发事件时不具有上述缺点的切割工艺。
25.根据本发明,该目的是由于提供了一种自动切割以卷状包装的柔性材料中的部件的方法而达到的,包括连续步骤:a)为该柔性材料中待切割部件的清单准备初始布置;b)在切割台上铺展至少一层柔性材料;c)根据该初始布置开始自动切割铺展在该切割台上的该材料中的部件;
d)在该初始布置的切割期间,一旦接收到至少有一个该部件的布置不再适合该切割环境,或者该初始布置的部件的该清单需要修改的触发事件时,准备待保持部件的清单;以及e)考虑该待保持部件的位置,自动准备新布置,并计算所有的或部分的其他部件(称为待重新定位部件)的新位置,不考虑其在该初始布置中的位置。
26.根据本发明的方法是显著的,因为它提出在切割布置期间接收到触发事件的情况下,自动准备待保持部件的清单,然后准备不同于初始布置的新布置,这个新布置考虑到待保持部件的位置,并计算所有的或部分的其他待重新定位部件的新位置。
27.因此,例如,在检测到卷末端或切割缺陷的情况下,根据本发明的方法提出重新计算所有或部分待重新定位的其他部件的布置,以生成具有显著的材料增益的新优化布置。这里的“新布置”指的是在不考虑初始布置中定义的部件位置的情况下,准备的整体待重新定位部件的布置。特别地,该新布置不仅仅是对初始布置的简单优化。
28.此外,根据本发明的方法可以获得显著的产率收益,因为可以在新布置生成期间保持最小切割时间,从而避免任何生产的停止。
29.优选地,步骤e)之后是步骤f)根据该新布置自动切割铺展在切割台上的该材料中的该部件。
30.步骤e)中准备的新布置可以包括该初始布置中所有的或部分的仍待切割部件。在这种情况下,该步骤e)中准备的新布置还可以包括该布置不再适合该切割环境的一个或多个部件。
31.同样优选地,步骤d)包括根据对仍待切割的待保持部件的切割时间的评估和分配给计算新布置的时间,确定其数量。在这种情况下,分配给计算新布置的时间小于对仍待切割的待保持部件的切割时间的评估。
32.同样优选地,从该初始布置的所有仍待切割部件中选择新布置的该部件是通过满足该部件的布置的任意约束条件实现的。
33.该触发事件选自:对该卷(铺展在该切割台上的该材料包装于该卷上)的该末端的检测,对铺展在该切割台上的该材料的缺陷的检测,以及,对需要重新切割的被切割部件的缺陷的检测。
34.当触发事件包括对卷(铺展在切割台上的材料包装于该卷上)的末端的检测时,步骤e)包括建立该卷末端上的部件的第一布置和另一材料卷上的剩余部件的第二布置。
35.当触发事件包括对铺展在该切割台上的该材料的缺陷的检测时,步骤e)包括排除该铺展材料中存在缺陷的该区域,以建立该新布置。
36.当触发事件包括对需要重新切割的被切割部件的缺陷的检测时,步骤e)包括在该新布置中增加该缺陷部件。
37.优选地,准备步骤e)的该新布置,以使产率损失最小化。为此,根据该初始布置执行步骤e),不中断切割该仍待切割的待保持部件。
38.同样优选地,迭代执行准备新布置的步骤e),以获得最高的可能的效率。
39.步骤c)包括前一步骤,该前一步骤考虑到该材料的实际特性,修改该初始布置,以在该铺展材料上生成该部件的实际布置。
40.本发明还涉及一种自动切割以卷状包装的柔性材料中的部件的系统,包括:
为该柔性材料中待切割的部件的清单准备初始布置的装置;可铺展至少一层柔性材料的切割台;根据该初始布置自动切割铺展在该切割台上的该材料中的该部件的装置;在该初始布置的该切割期间,一旦接收至少有一个部件的该布置不再适合该切割环境,或者该初始布置的该部件的该清单需要修改的触发事件的装置;以及考虑该待保持部件的位置,自动准备待保持部件的清单和新布置,并计算所有的或部分的其他部件(称为待重新定位部件)的新位置,不考虑其在该初始布置中的位置的装置。
附图说明
41.【图1a-1c】已经描述过的图1a-1c示出了现有技术中卷末端管理的一个示例。
42.【图2】图2是用于实现根据本发明的方法的切割系统的不同模块的示意图。
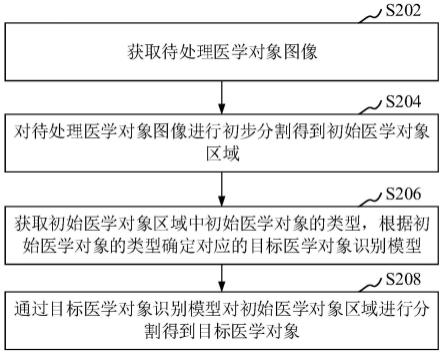
43.【图3】图3是根据本发明的方法的不同步骤的流程图。
44.【图4a-4b】图4a和4b示出了根据本发明的方法在检测到卷末端时的一个实施实例。
45.【图5a-5b】图5a和5b示出了根据本发明的方法在检测到材料缺陷时的一个实施实例。
46.【图6a-6b】图6a和6b示出了根据本发明的方法在检测到需要重新切割的切割部件上的缺陷时的一个实施实例。
47.【图7a-7b】图7a和7b示出了根据本发明的方法在检测到需要重新切割的切割部件上的缺陷时的另一个实施实例。
48.【图8a-8c】图8a至8c示出了根据本发明的方法的步骤d)的一个实施实例,包括准备待保持部件的清单。
49.【图9a-9c】图9a至9c示出了根据本发明的方法的步骤e)的一个实施实例的不同步骤,包括准备新的布置。
具体实施方式
50.本发明涉及使用如图2所示的切割系统自动切割以卷状包装的柔性材料中的多个部件。
51.在已知的方式中,该切割系统2可由材料通过的四个模块组成,即(沿材料前进方向f从上游到下游):位于切割台6一端的供应模块4、采集模块8(可选的)、切割模块10、和位于切割台另一端的卸载模块12。
52.供应模块4用于接收以卷状包装的待切割材料。采集模块8是一个可选模块,用于扫描铺展在切割台上的材料。切割模块10包括安装有用于切割部件的切割工具的可移动机架10a。卸载模块12用于供操作员将切割的部件卸载到工作台外。
53.待切割柔性材料由传送机在切割台2上从供应模块4驱动到卸载模块12。切割系统2还包括控制站14,其允许操作员根据待切割材料和待执行切割工作对不同模块进行引导。
54.在实际操作中,操作员在控制台上从计算机工作站15接收进行切割所需的信息,即(对于每一项切割工作):待切割部件的清单的初始布置,以及将被切割的材料。
55.切割工作的柔性材料代表织物,部件必须从该织物上切割。每种材料都与一组先前记录的技术特征相关联(特别是颜色、任意图案的描述、带材宽度等)。
56.图3是根据本发明的用于自动切割以卷状包装的柔性材料中的部件的方法的不同步骤的流程图,特别地,这些不同的步骤通过使用例如图2所示的切割系统来执行。
57.该方法的第一步骤s1包括为柔性材料中待切割部件的清单准备初始布置。
58.该布置是手动的或自动的,最经常的是通过专门的操作员(不同于操纵切割系统的人)准备的,以充分优化材料的消耗并获得高质量的切割结果。
59.在已知的方式中,该布置考虑到切割支撑件施加的限制,例如带材宽度(给布置区域施加了限制)和所使用材料的类型(给部件之间的最小接近距离施加了限制)、设计者和/或制造者施加的限制,例如满足织物直纹、以及在有图案的织物中部件之间的连接和图案点的限制。
60.特别地,在材料包括有图案的织物时,通过考虑部件之间的连接的限制来准备初始布置。例如,可参考申请人于2020年3月26日提交的fr 2002947专利申请,该专利申请描述了一种在有图案的织物中的部件布置的限制下准备部件布置的方法。
61.根据本发明的方法的下一步骤s2包括在切割台上铺展一层待切割材料。
62.一般地,当操作员在控制站上启动生产,该切割系统将根据清单中的第一个切割工作中包含的材料数据自动激活供应模块。在该供应模块上,操作员将能够装载与提供给他的材料相对应的卷。
63.该供应模块通常配有传感器和致动器,以确保卷的展开和织物的铺展无张力,无褶皱并较好地对齐。该模块通常配有一个织物存在检测器。该检测器能识别卷的末端。在织物的末端粘结在卷的中心芯轴上时,织物张力的测量还允许检测卷的末端。
64.然后,将材料在切割台上运输至切割模块。根据系统的配置,织物可以通过记录有材料新信息的采集模块。该采集模块可以是记录和分析材料图像的扫描仪、放置在织物的织边上方且检测表明织物上存在缺陷的标记的简单的检测器、或在切割前提供材料信息的任何其他设备(步骤s3)。
65.步骤s3中可以考虑材料的理论信息(在切割工作中预先给出)与操作员观察到的或在切割过程中给定卷的实际信息之间可能存在的任何差异。这些差异是由于印刷缺陷、织物在切割台上的铺展缺陷、可能导致图案重复间距不规则的织机纱线密度的变化和/或织物变形造成的。
66.如果不考虑这些差异,会对切割结果的质量产生影响。同时,计划自动修改或调整初始布置(步骤s4),使其符合切割台铺展织物的的实际情况。在ep 0759,708公布中描述了一个修改初始布置的例子。
67.然后,根据本发明的方法的下一步骤s5包括开始切割初始布置(可能在步骤s4中修改)。该操作在切割系统的切割模块层面进行。
68.在该步骤中,材料在切割台上移动,根据可能修改的初始布置切割不同部件。
69.当切割的部件到达该切割系统的卸载模块层面时,其会被操作员收集。
70.在步骤s5中或结束时,可能会发生触发事件evt。涉及到的不同类型的触发事件有:对卷(铺展在切割台上的材料包装于该卷上)的末端的检测,对铺展在该切割台上的材料的缺陷的检测,以及,对需要重新切割的被切割部件的缺陷的检测。
71.该触发事件可以自动发生(例如,可以被切割系统的采集模块检测到的铺展在切割台上的材料的缺陷),也可以通过操作员手动发生。
72.在这两种情况中,当发生这样的触发事件,即向操作员发出信号,并将信息发送到控制站进行处理。
73.在接收到该信息后,自动准备待保持部件的清单(该方法的步骤s6)。该清单中的部件是在下一步骤s7中准备的新布置不修改位置的部件。例如,已经被切割的和不需要重新切割的部件构成了该待保持部件的清单的一部分。
74.在下一步骤s7中,自动布置模块自动准备新布置。
75.该新布置与步骤s1中准备的初始布置无关。然而,该新布置考虑到待保持部件的位置(由步骤s6产生),并为所有或部分其他部件(称为待重新定位部件)计算新位置,这些新位置不考虑待重新定位部件在初始布置中的位置。此外,该新布置满足对初始布置施加的限制。
76.准备新布置是为了最小化产率损失。特别地,其是在不中断切割根据初始布置仍然待切割的待保持部件的的情况下有益的准备的。
77.基于不同可能的触发事件的新布置的准备的不同示例将在后面描述。
78.最后,该方法的最后步骤s8包括根据新布置(在切割系统的切割模块层面)继续切割。当切割的部件到达切割系统卸载模块层面时,即会被操作员收集。
79.需要注意的是,根据新布置,触发事件可能会在切割步骤s8中发生,在这种情况下,重复步骤s6到s8。
80.关于图4a和4b,现在将描述在触发事件下准备新的布置的一个示例性实施,该触发事件包括检测卷(铺展在切割台上的材料包装于该卷上)的末端。
81.在该示例中,当前卷rc(铺展在切割台上的材料包装于该卷上)的长度不足以切割初始布置中的所有部件(图4a)。因此,剩下部件必须在下一卷rs上产生。
82.为了产生下一卷rs的部件(图4b),切割前的所有步骤都必须执行(特别是材料的装载、切割区域布置的确定等)。为正常且独立地完成当前卷rc末端的这些步骤,将创建第二切割工作。后者将有自己的布置(包含所有必须在下一卷上切割的部件)。
83.在处理卷末端时,两个新布置是必要的:第一新布置,用于优化在当前卷rc末端的部件px的效率;第二新布置,用于优化与下一卷rs相关联的部件py的效率。
84.关于图5a和5b,现在将描述在触发事件下准备新的布置的一个示例性实施,该触发事件包括对铺展在该切割台上的材料的缺陷的检测。
85.图5a示出了通过切割系统(例如图2所示的)在切割过程中的部件p的布置。
86.在切割时,采集模块6(或操作员)在缺陷区域16层面上检测铺展在切割台上的材料上的缺陷。该缺陷区域16位于待切割部件pz的位置上。
87.在切割将变得无法使用的部件(包括部件pz)之前,根据本发明的切割方法将直接准备新布置,具体规定不得在该缺陷区域16上放置任何部件。为此,缺陷区域16被分配到自动放置模块,以便从新布置中排除。
88.图5b示出了在这种情况下准备的新布置的一个可能的结果。
89.在准备新布置之前,建立待保持部件的清单(即,新布置的部件不会被修改位置)。
在图5b的例子中,这些特定的部件pc位于切割模块10层面。
90.新布置是通过考虑待保持部件pc的位置准备的,并为所有或部分其他部件(待重新定位部件)计算新位置。先前位于缺陷区16上的部件pz形成了这些待重新定位部件的特定部分。
91.在避免缺陷区域产生部件的同时,为了优化材料的使用也准备新布置。
92.关于图6a和6b,现在将描述在触发事件下准备新的布置的一个示例性实施,该触发事件包括对需要重新切割的被切割部件的缺陷的检测。
93.在该示例中,缺陷不是在切割零件时被检测到,而是在切割系统的卸载模块12层面上由操作员卸载部件时检测到的。在图6a中,有缺陷18的部件pv在卸载过程中被操作员识别出来。
94.在这种情况下,已知的解决方案包括通过准备仅包含该部件的额外布置来重新切割该缺陷部件,该额外布置在当前布置的末端被切割(引起较大的材料损失)。
95.相反,如图6b所示,根据本发明的方法提出建立待保持部件的清单,然后建立尤其包括待重新切割部件p'v的新布置。
96.准备该新布置是考虑到待保持部件的位置,以优化材料的使用,该新布置为所有或部分其他部件(待重新定位部件)计算新位置。特别地,必须重新切割的缺陷部件p'v形成这些待重新定位的部件中的一个部件的一部分。
97.由于该缺陷部件是在卸载部件时被检测到有缺陷的,有可能在检测到该缺陷部件时,初始布置qi已经完全被切割。
98.在图7a和7b所示的特定情况下,如果当前布置qc(在初始布置qi之后)是在相同的材料上准备的,那么缺陷部件p'v就可以集成到当前布置qc中。
99.也就是说,根据本发明准备的新布置不仅包括缺陷部件p'v,还包括属于当前布置qc的所有部件。
100.关于图8a到图8c,现在将描述在准备新布置时待保持部件的清单(对应于根据本发明的方法的步骤s6)和待重新定位部件的清单的建立方式(根据本发明的方法的步骤s7)。
101.待保持部件是在新布置中位置不被修改的部件。待重新定位部件是在新布置中位置将被自动重新计算的部件。
102.图8a表示切割过程中初始布置的一个示例,切割系统的不同模块在材料的前进方向f从上游到下游布置为:供应模块4、采集模块6、切割模块10和卸载模块12。
103.在初始布置的所有部件中,带有开口的已经被切割的部件和带有点的正被切割的部件是有区别的。
104.在该示例中,触发事件evt包括对卷rc(铺展在切割台上的材料包装于该卷上)的末端的检测。
105.图8b示出了一检测到触发事件evt(卷末端),初始布置的部件就被分配到的不同类别,即:
106.1待保持部件(有开口的部件):这些是已经被切割或正在被切割的部件。因此,这些部件需要保持在其初始位置,因此被归为“待保持部件”组中。
107.2待重新定位部件(空部件):这些是不能保持其初始定位的部件,因为它们不能被
正确切割(在本示例中,这些全是不在切割台上的当前卷rc上的部件或跨在当前卷rc末端的部件)。因此,这些部件需要重新定位,因此被归为“待重新定位部件”组中。
108.3待判断部件(虚线部分的部件):该布置中的其他部件。
109.然后,需要将每个待判断部件归为两组中的一组中(待保持部件或待重新定位部件)。
110.在选择这些待判断部件的分类时,必须考虑到为了提高效率,所有这些部件都应该被认为是“待重新定位的”(待重新定位部件的数量越多,布置算法就会有越多可能的组合,从而使其得到更高的效率)。
111.但也要考虑到,为了继续生产,需要继续切割,所有的部件都应该被认为是“待保持的”(待保持部件的数量越多,在机器停止切割之前收到布置结果的概率就越大)。
112.为此,优选地,本发明规定根据对其切割时间的评估和分配给计算新布置的时间,确定属于“待保持部件”组的部件数量。
113.事实上,对每个部件的切割时间进行评估,就有可能估计出剩余的切割时间,也就是所有保持部件的切割时间的总和。如果“待保持”组中没有部件,或者它们都已经被切割掉,则剩余的切割时间为零。在这种情况下,将停止切割以接受新布置。
114.准备新布置的时间可以限制在软件给出的时间内。因此,可以对自动布置模块施加一个最大计算时间,并保持切割时间对应于该最大计算时间的一些部件(以及一个可能的固定的额外成本作为差值)。
115.这种对部件的搜索是通过倾向于最接近卸载模块12的部件来优选地进行的。这种任意选择可以通过给操作员提供待卸载部件来保持过程的流动性。
116.得到的结果如图8c所示,图8b中待判断部件被分为两组中的一组(待保持部件:有开口的部件;以及待重新定位部件:空部件)。
117.应该注意的是,这些待判断部件的分类的选择(两组中的一组:待保持部件或待重新定位部件)也可以基于一些待判断部件有布置限制(待切割材料包括有图案的织物)或接近限制。
118.特别地,当涉及到有图案的材料的布置时,必须考虑各部件之间连接的限制,以及待判断部件的分类。
119.事实上,当两个部件之间的连接存在限制时,就会出现主部件和子部件的概念。主部件将其定位指示传递给子部件,使其正确地定位。因此,如果主部件未被定位,子部件不能被定位。另一方面,这解释了为什么如果其主部件已归为“待重新定位”组中,不能将子部件分到“待保持”组中。
120.还有需要考虑到这样一种可能性,即子部件本身可以是另一部件的主部件,正如主部件本身可以是另一部件的子部件一样。
121.在这种情况下,当主部件被分给“待重新定位”组,它的所有子部件也会被分配给该组。
122.在主部件被分配到“待保持”组的情况下,考虑到主部件对其施加的约束,其所有子部件都可以放在“待重新定位”组中。
123.对于有接近限制的部件,有以下区别:
124.1接近/对齐限制(质量限制),其迫使两个部件保持彼此的相对布置,以确保,例
如,纱线的完美连续性。
125.这些部件组成了一个固定的、不可分割的部件块。这意味着这些部件全部分给当前卷上的“待保持”组,或者全部分给“待重新定位”组并放在下一卷上,同时保持其相对位置。
126.2限制关联部件与其主部件之间距离的接近限制:保证部件的切割(接近度-x):该“接近度-x”是限制主部件与其“子部件”的距离,当后者被放在其主部件之前时,它们即处于同一切割窗口;或者,保证产品的质量(卷的颜色的稳定性,其冲洗液随着长度而变差),主部件和关联部件之间的距离可以被限制在所有其他轴上:当关联部件放置在主部件之后时,接近度 x限制主部件和关联部件之间的距离;当关联部件分别放置在主部件之上和之下时,接近度 y/-y限制关联部件和主部件之间的距离。
127.在这种情况下,这些部件也形成了一个固定的、不可分割的部件块,使这些部件全部分给当前卷上的“待保持”组,或者全部分给“待重新定位”组并放在下一卷上,同时保持其相对位置。然而,并不总是满足该限制,尤其是当组的一部分已经被切割且必须保持,而另一部分必须重新定位时。
128.当待判断部件被分配至两组中的一组时,生产即可以恢复(如果已经中断)或继续(如果没有中断),同时准备新的自动布置(该方法的步骤s7)。
129.除了与每个部件相关的布置或由材料施加的邻近限制外,为了确定新布置,还需要指定新信息。
130.如前所述,新布置的准备时间受剩余切割时间的限制。此外,如果达到一定的效率值,处理可以中断。
131.因此,该系统可以通过给出最大计算时间和目标效率来确定新的自动布置的准备参数。
132.此外,新布置的区域的尺寸将取决于新布置的材料。这些尺寸取决于新布置的环境,即:
133.1宽度可以根据在机器上测量的带材宽度或材料的特性给出,限制可以根据在机器上测量的带材宽度或材料的特性给出。
134.2可以施加布置xmax的限制。在卷末端已知的情况下,其通过对卷末端的检测来定义。在卷末端未知的情况下,该限制是无穷的。
135.2可以指定布置限制xmin,以避免在切割模块继续切割时无法到达的区域上的定位部件。事实上,随着切割的继续,切割模块和自动布置模块共享可以从切割区域排出的限制位置。该位置将是放置模块可用的值。该xmin必须考虑到待重新定位部件留下的可访问空间,以及切割模块或被保持部件无法访问的区域。
136.对每个待保持部件pc(i)计算最大值max(i),对每个待重新定位部件pr(j)计算最小值min(j)。极限xmin等于max(i)中的最大值,该max(i)小于最小值(j)的集合。切割模块必须保证该布置位置不会从切割区域排出。
137.在新布置的自动准备期间,生产可以恢复,这允许保留部件的继续切割以及卸载。但是,为了避免将用于部件的布置的可用材料带到切割模块无法到达的区域内,必须将传送机的推进量限制为与授权部件的布置的位置xmin相同的值。
138.由此限制的生产可以恢复其进程:部件的重新定位将总是限制在切割模块可到达的区域,而不管输送机的推进量。
139.图9a至9c表示根据本发明方法的新布置的特性的一个示例性实施的不同步骤。
140.因此,图9a示出了切割台表面可能用于新布置的区域z1,以及初始布置中属于“待保持”组的部件和属于“待重新定位”组的部件。
141.图9b示出了发送给自动布置模块准备新布置的信息,即:布置限制xmax和xmin,其定义了新布置的准备的限制,放置的待保持部件,以及不再放置的待重新定位部件的清单。
142.最后,图9c示出了重新定位部件的新准备的布置的位置。
143.此外,如前所述,在有图案的材料上的布置增加了部件之间连接的限制。此外,在选择“待保持”或“待重新定位”部件的分类时,可以将子部件与主部件分离。此外,即使子部件和主部件属于“待重新定位”组,也不能保证两个部件能够定位在同一布置上。
144.在主部件位于第一个新布置,子部件位于第二个新布置的情况下,其处理与申请人于2020年3月26日提交的fr 2002947专利申请中规定的非常相似。这相当于将子部分的连接点转换为有图案的点,以确保该部件可以独立于其主部分被处理。
145.与专利申请fr 2002947的情况相反,在此转换时,主部件的最终位置可以不确定。为了得到可接受的结果,部件的实际位置的外推将作为实际间距的长度的函数。框架(实际的理论框架)将根据理论框架构建,但采用在切割时实际测量的间距长度(最后两条线的平均值)。
146.如果一个部件在两个不同的连接点上与两个主部件(每个轴上的部件)关联,那么从主部件的外推位置的连接点的交点(在每个轴上的投影)计算创建的图案点。
147.否则,当子部件被放置在第一个新位置,而主部件被放置在第二个新位置时,主部件的外推位置是未知的(尤其是因为新布置的实际间距是未知的)。不能应用连接点到图案点的转换。因此,该部件不能被处理。为了避免这种情况,自动布置模块的参数允许保证一个部件只有在其所有主部件已经被定位时才在新布置中定位。
148.现在将描述如何提高生产率。
149.新布置的目的是在对生产力影响尽可能小的情况下,响应需要修改初始布置的问题。为此目的,新布置的计算时间被保留在其初始布置中的切割部件所隐藏。因此,这意味着分给新布置的时间已设置好。
150.在某些情况下,计算时间会很短,因为待解决问题具有很强的响应,例如,在不能使用的材料区域上的部件被切割之前不久就知道时检测缺陷的情况。因此,可以分给“待保持”组的部件就很少,布置时间较短。
151.在这种情况下,触发事件发生在距离初始布置末端较远的地方,许多部件将不得不更换。考虑到上述布置时间限制,布置结果可能并不令人满意。在这种情况下,可以应用第二优化阶段。其将类似于第一阶段(待切割的保持部件隐藏计算时间并替换其他的)进行工作。此时,将保持更多的部件,以便让自动布置模块在更长的计算时间内准备第二布置。第二结果的部件(比第一结果好)可以在切割过程中整合到布置中而不中断。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。