1.本发明属于圆环体复合材料缠绕加工工艺方法技术领域,尤其涉及一种圆环体骨架层缠绕线快速定位方法。
背景技术:
2.在利用复合纤维材料生产轮胎等具有圆环体结构的产品时,需要将纤维材料通过各类缠绕加工工艺均匀设置在圆环体曲面的骨架线上,为保证各向受力均衡结构稳定,需要保证在骨架线各处的缠绕角一致,由于骨架线是一条相对复杂的空间轨迹曲线,当初始缠绕角、骨架线缠绕角、复合纤维层厚度、内压大小等参数变化时,对于复合材料的缠绕层厚度、缠绕角大小等都会产生直接影响,传统设计工艺过程中,一般需要通过多次生产设计实验得到不同工艺的产品,之后在持续增加的内压下不断增压测试后利用大量的运算或模拟分析来确定合适的工艺参数,在确定工艺参数之后,再利用数值运算生成一系列角度、位置等加工工艺参数来得到最终的骨架线,整个过程耗时耗力,对于生产企业的软硬件能力要求较高。
技术实现要素:
3.本发明的目的在于,提供一种能够简化生产工艺,降低数据处理难度,用于提高实际生产设计效率,降低生产成本的圆环体骨架层缠绕线快速定位方法。
4.为实现上述目的,本发明采用如下技术方案。
5.一种圆环体骨架层缠绕线快速定位方法,包括如下步骤:
6.步骤1、建立基于经纬度系数的圆环体曲面定位模型
7.定义圆环体为半径为r的经度圆沿半径为r的纬度圆进行扫描得到;以纬度圆所在平面为xy平面,纬度圆圆心为坐标原点,以经过纬度圆圆心且垂直于xy平面的方向为z轴建立直角坐标系;定义任意经度圆or与xz平面的夹角为纬度θ,定义经度圆or上任意一点与经度圆or圆心连线与z轴的夹角为经度
8.步骤2、基于载荷平衡模型优选初始缠绕角;
9.以圆环体壳面上的任意点为中点分别向经度和纬度的正反方向分别延伸0.5个单位长度,截取得到边长为单位长度的类矩形的壳面单元;其中纬度方向是指扫描形成该点时的扫描方向,其中经度方向是该点对应的经度圆在该点的切线方向;设壳面单元所受纤维张力向经度和纬度方向分解后为和f
θ
,则在经度方向保证圆环体壳面单元结构稳定的内力平衡条件为:
[0010][0011]
其中,p为圆环体内压,r'为圆环体上任意一点到圆环体中心轴的距离
[0012]
[0013]
则
[0014]
在圆环体承受均匀内压情况下,圆环体内力满足
[0015]
其中,和ω
θ
分别为经度方向的曲率和纬度方向主曲率;
[0016]
圆环体承受均匀内压情况下实现各向力平衡的条件为各向纤维张力z与内力f平衡,各向纤维张力z可视为该方向上的若干纤维张力叠加后得到,在力平衡时,各向纤维张力相等且与初始缠绕时施加的张力一致,根据力平衡方程可得到:
[0017][0018]
其中是指经度方向的纤维张力,其中是指经度方向的纤维张力;f为纤维模量,为纬度方向纤维缠绕厚度,w
θ
为经度方向纤维缠绕厚度,α0为起始缠绕角;
[0019]
在骨架线均匀缠绕且在起始缠绕角α0相同的情况下,各点缠绕角α是关于经度方向曲率的连续性函数:
[0020][0021]
根据产品型号确定圆环体经度圆直径r、纬度圆的直径r;根据所使用的缠绕材料确定纤维模量f,在不同初始缠绕角下,分别计算求解缠绕角α、纬度方向纤缠绕层厚度经度方向纤缠绕层厚度w
θ
;根据产品的具体厚度分配以及缠绕角范围要求,确定符合需求的初始缠绕角α';
[0022]
步骤3、基于阵列渐进法定位圆环体螺旋骨架线
[0023]
3.1以任意经度圆上离圆环体中心最远的点a作为缠绕起始位置;绘制以a为中点、与圆环体中分面呈α'角度、长度为l且与圆环体表面相切的直线段mn;所述圆环体中分面是指纬度圆所在平面;
[0024]
3.2将直线段mn向圆环体中心偏移得到偏移过程中与圆环体表面的的弧形曲线pq,将曲线pq沿经过点a的经度圆进行环形阵列得到第一曲线阵列;
[0025]
3.3将第一曲线阵列沿纬度圆进行环形阵列得到第二曲线阵列;调整第一曲线阵列和第二曲线阵列的阵列参数以及长度l,使两个相邻的第一曲线阵列中的弧形曲线端点之间的最大距离不超过弧形l;
[0026]
3.4按照就近原则,采用裁剪重叠相交曲线段、偏移相邻且分离的曲线段的方法修饰前述曲线阵列,最后合并前述曲线段形成pline曲线段得到圆环体骨架层缠绕线。
[0027]
对前述圆环体骨架层缠绕线快速定位方法的进一步改进或者优选实施方案,对于
存在错位的相邻曲线段,现将其中一个曲线段沿阵列方向偏移至另一个曲线段上,再将重叠相交部分进行裁剪。
[0028]
对前述圆环体骨架层缠绕线快速定位方法的进一步改进或者优选实施方案,所述调整第一曲线阵列和第二曲线阵列的阵列参数具体是指,调整第一曲线阵列和第二曲线阵列的阵列数
[0029]
其有益效果在于:
[0030]
本技术的圆环体骨架层缠绕线快速定位方法能够更加简单快速的确定圆环体缠绕加工时骨架线位置,获得满足生产需求的工艺参数,同时能够同时获取具体缠绕角、缠绕厚度等相关优选参数,有效简化具有圆环体曲面结构的复合材料产品的生产工艺。
附图说明
[0031]
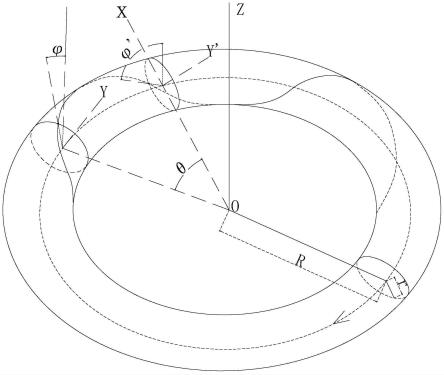
图1是圆环体曲面定位模型示意图。
具体实施方式
[0032]
以下结合具体实施例对本发明作详细说明。
[0033]
本发明的圆环体骨架层缠绕线快速定位方法,主要针对轮胎、圆环浮体等具有圆环曲面结构且利用复合材料缠绕工艺制备的产品生产过程,用于优选和快速定位圆环体内部的螺旋骨架层的缠绕方式和路径,用于快速定位缠绕定位点,同时优化缠绕角和线型分布,改善产品性能。
[0034]
本技术的圆环体骨架层缠绕线快速定位方法,主要包括如下步骤:
[0035]
步骤1、建立基于经纬度系数的圆环体曲面定位模型
[0036]
如图1所示,圆环体可视为半径为r的经度圆沿半径为r的纬度圆进行扫描得到;以纬度圆所在平面为xy平面,纬度圆圆心为坐标原点,以经过纬度圆圆心且垂直于xy平面的方向为z轴建立直角坐标系;定义任意经度圆or与xz平面的夹角为纬度θ,定义经度圆or上任意一点与经度圆or圆心连线与z轴的夹角为经度
[0037]
本步骤主要用于建立可简化后续运算处理流程,同时提高参数和结构可辨识度,便于生产加工过程中快速确定加工参数,定位加工点,进而简化生产加工工艺,提高生产效率。
[0038]
步骤2、基于载荷平衡模型优选初始缠绕角;
[0039]
以圆环体壳面上的任意点为中点分别向经度和纬度的正反方向分别延伸0.5个单位长度,截取得到边长为单位长度的类矩形的壳面单元;其中纬度方向是指扫描形成该点时的扫描方向,其中经度方向是该点对应的经度圆在该点的切线方向;设壳面单元所受纤维张力向经度和纬度方向分解后为和f
θ
,则在经度方向保证圆环体壳面单元结构稳定的内力平衡条件为:
[0040][0041]
其中,p为圆环体内压,r'为圆环体上任意一点到圆环体中心轴的距离
[0042]
[0043]
则
[0044]
在圆环体承受均匀内压情况下,圆环体内力满足
[0045]
其中,和ω
θ
分别为经度方向的曲率和纬度方向主曲率;
[0046]
圆环体承受均匀内压情况下实现各向力平衡的条件为各向纤维张力z与内力f平衡,各向纤维张力z可视为该方向上的若干纤维张力叠加后得到,在力平衡时,各向纤维张力相等且与初始缠绕时施加的张力一致,根据力平衡方程可得到:
[0047][0048]
其中是指经度方向的纤维张力,其中是指经度方向的纤维张力;f为纤维模量,为纬度方向纤维缠绕厚度,w
θ
为经度方向纤维缠绕厚度,α0为起始缠绕角;
[0049]
在骨架线均匀缠绕且在起始缠绕角α0相同的情况下,各点缠绕角a是关于经度方向曲率的连续性函数:
[0050][0051]
根据产品型号确定圆环体经度圆直径r、纬度圆的直径r;根据所使用的缠绕材料确定纤维模量f,在不同初始缠绕角下,分别计算求解缠绕角α、纬度方向纤缠绕层厚度经度方向纤缠绕层厚度w
θ
;根据产品的具体厚度分配以及缠绕角范围要求,确定符合需求的初始缠绕角α';
[0052]
前述处理方法,利用曲面的角度表达方法,结合圆环体产品的生产设计要素,建立了圆环体曲面缠绕层结构参数、缠绕参数、纤维材料性质的联合解算模型,该模型讲圆环体曲面稳定的必要条件进行了融合处理,使得根据本模型及设计方法获得的产品在数值计算模型中能够有效负荷需求,在通过初始螺旋角作为切入点,建立缠绕建与纤维缠绕层具体生产应用工艺的有效解算方案,基于该方案能够有效提高圆环体曲面上螺旋缠绕骨架线的设计有效性,提高骨架线具体参数提取的效率。
[0053]
在实际生产过程中,由于螺旋曲线上每一个点均具有不同的缠绕角度,而实际产品中由于复合纤维自身弹性以及曲面光滑度等各种原因,纤维缠绕后形成的骨架线是接近于实际理想计算结果的一个相似图形,在设计应用中,根据产品工艺需求以及加工设备的精度值进行灵活使用。
[0054]
为此,在前述基础上,本技术进一步提供可基于前述优选设计值,具有自适应特点,利用渐进思想来实现具体骨架线定位的方案。
[0055]
步骤3、基于阵列渐进法定位圆环体螺旋骨架线
[0056]
3.1以任意经度圆上离圆环体中心最远的点a作为缠绕起始位置;绘制以a为中点、与圆环体中分面呈α'角度、长度为l且与圆环体表面相切的直线段mn;所述圆环体中分面是指纬度圆所在平面;
[0057]
3.2将直线段mn向圆环体中心偏移得到偏移过程中与圆环体表面的的弧形曲线pq,将曲线pq沿经过点a的经度圆进行环形阵列得到第一曲线阵列;
[0058]
3.3将第一曲线阵列沿纬度圆进行环形阵列得到第二曲线阵列;调整第一曲线阵列和第二曲线阵列的阵列参数以及长度l,使两个相邻的第一曲线阵列中的弧形曲线端点之间的最大距离不超过弧形l;
[0059]
3.4按照就近原则,采用裁剪重叠相交曲线段、偏移相邻且分离的曲线段的方法修饰前述曲线阵列,最后合并前述曲线段形成pline曲线段得到圆环体骨架层缠绕线。
[0060]
在具体实施过程中,可以根据阵列结果进行优化改进,在不需要进一步调整参数的情况下优化线型,具体而言:
[0061]
对于存在错位的相邻曲线段,现将其中一个曲线段沿阵列方向偏移至另一个曲线段上,再将重叠相交部分进行裁剪。
[0062]
所述调整第一曲线阵列和第二曲线阵列的阵列参数具体是指,调整第一曲线阵列和第二曲线阵列的阵列数
[0063]
最后应当说明的是,以上实施例仅用以说明本发明的技术方案,而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细地说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
