1.本实用新型涉及一种电连接器接地片的装配装置,尤其是涉及一种电连接接地片的自动装配装置。
2.
背景技术:
3.电连接器是强电连接的接触装置,所述电连接器由插孔座和插针座构成,所述插针座a(图中未)与插孔座b相互插入配合。所述插孔座b由一插孔座体b1、若干个插孔件b2、2个接地片b3构成,所述插孔件b2安装在插孔座体b1的安装孔内;所述接地片b3安装在插孔座体b1的两端。所述接地片包括1个接地线的连接螺栓b4和4个固定螺丝b5构成。每个接地片b3采用4个固定螺栓b5固定。每个接地片设有2个固定螺栓,其中一个接地片设有接地线的连接螺栓b4,参见图1、图2。
具体实施方式
4.本实用新型解决的技术问题是提供一种电连接器的接地片的自动装配问题,所述自动装配工艺包括:输送机构1、仿形定位工装2、接地片压装机构3、接地螺栓安装安装机构4、接地片固定螺栓安装机构5和卸料机构6。
5.本实用新型是这样实现的,一种电连接去接地片的自动装配装置,包括:
6.输送机构1:所述输送机构1是由导轨11、螺杆12、滑块13和电机14四部分组成,所述螺杆12上设有滑块13,螺杆12穿过滑块13的螺孔,使所述滑块13随螺杆12的旋转在导轨11上滑行;
7.仿形定位工装2,所述仿形定位工装2共有四个,用于按置待装配的插孔座b2之插孔座体b1,所述仿形定位工装2之间距离一致,为输送机构1的向前或向后移动距离;
8.所述仿形定位工装2安装在四个工位上,其功能依次为:定位工装上料工位2’、接地片压装工位3’、接地螺栓安装工位4’、接地片固定螺栓安装工位5’和卸料工位6’。
9.所述接地片压装工位3’上还设有接地片冲压机构3,所述接地片冲压机构3由电动夹具31和气动冲压头32构成,所述气动冲压头31将接地片上部弯折,使其固定在插孔座体b2的两端。
10.所述接地线拧紧螺栓安装工位4’上设有接地线拧紧螺栓拧紧机构4,用于拧紧接地线螺栓。所述接地线拧紧螺栓拧紧机构4由能旋转90度的旋转夹具41和能自动拧紧该螺栓的所述接地螺栓拧紧机构42构成。
11.所述接地片固定螺栓安装工位5’上设有接地片固定螺栓安装机构5。所述接地片固定螺栓安装机构5由自动旋转180度的所述旋转夹具51和由自动拧紧其螺栓的所述接地螺栓拧紧机构构成,其功能是用于拧紧接地线螺栓,使接地片固定在插孔座体b1。
12.本实用新型的优点是自动化效率高。
13.附图说明:
14.图1:为插孔座b在工位4’中接地线螺栓b4的动作(c1)的示意;
15.图2:为插孔座b在工位5’中接地片固定螺栓b5动作(c2)的示意;
16.图3:为插孔座加工工艺步骤示意图;
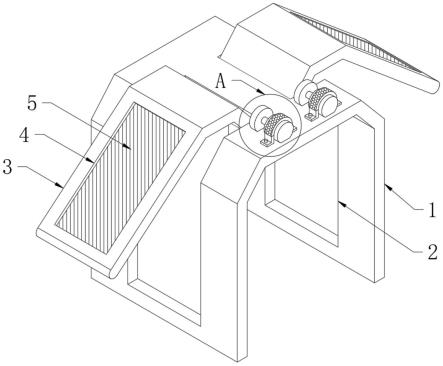
17.图4:为工位3’中接地片冲压机构3的机械结构示意图;
18.图5:为工位4’中接地线拧紧螺栓拧紧机构4的机械结构示意图;
19.图6:为工位5’中接地片固定螺栓安装机构5的机械结构示意图;
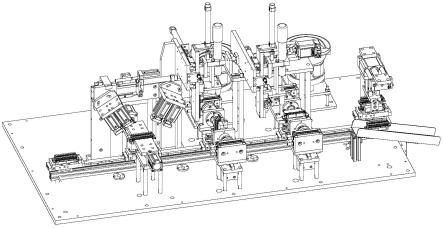
20.图7:为轨道移动与工位配合示意图。
21.具体实施例;
22.本实用新型一种电连接去接地片的自动装配装置的最佳实施例,包括:输送机构1、仿形定位工装2、由四个仿形定位工装2构成的上料工位2’、接地片压装工位3’、接地螺栓安装工位4’、接地片固定螺栓安装工位5’以及卸料工位6’。
23.输送机构1,所述输送机构1是由导轨11、螺杆12、滑块13和电机14四部分组成,所述螺杆12上设有滑块13,螺杆12穿过滑块13的螺孔,使所述滑块13随螺杆12的旋转在导轨11上滑行。
24.仿形定位工装2,所述仿形定位工装2共有四个,用于按置待装配的插孔座b2之插孔座体b1,所述仿形定位工装2之间距离一致,为输送机构1的向前或向后移动距离。
25.所述四个仿形定位工装2构成的上料工位2’、接地片压装工位3’、接地螺栓安装工位4’、接地片固定螺栓安装工位5’。
26.首先,当输送机构处于初始状态时,四个仿形定位工装2分别为处于四个工位上,依次为:定位工装上料工位2’、接地片压装工位3’、接地螺栓安装工位4’和接地片固定螺栓安装工位5’;然后,每个工位上的夹具动作,将插孔座体b1夹持;最后,输送机构下降;同时每个工位的机械机构依次动作。
27.其次,输送机构后退,然后升起复位;并向前移动从复上一步动作,达到将四个插孔座体b1向前推进之目的。
28.接地螺栓安装工位4’和接地片固定螺栓安装工位5’和卸料工位6’;其中,四个卸料工位可以采用人工落料。
29.在所述接地片压装工位3’上设有接地片冲压机构3,所述接地片冲压机构3由电动夹具31和气动冲压头32构成,所述气动冲压头31将接地片上部弯折,使其固定在插孔座体b1的两端。
30.在接地螺栓安装工位4’上设有接地线拧紧螺栓拧紧机构4,用于拧紧接地线螺栓。所述接地线拧紧螺栓拧紧机构4由能旋转90度的旋转夹具41和能自动拧紧该螺栓的所述接地螺栓拧紧机构42构成。
31.在接地片固定螺栓安装工位5’上设有接地片固定螺栓安装机构5。所述接地片固定螺栓安装机构5由自动旋转180度的所述旋转夹具51和由自动拧紧其螺栓的所述接地螺栓拧紧机构构成,其功能是用于拧紧接地线螺栓,使接地片固定在插孔座体b1。
32.所述定位工装上料工位2’:用于固定放置插孔座b2,在放置前在其两端,预先插入接地片。
33.所述接地片压装工位3’用于冲压插孔座b2两端的接地片,使接地片顶端向下弯,使其牢固地固定在插孔座b2的两端,图1中的c1为插孔座b2的接地片向下的方向。
34.所述接地线拧紧螺栓安装工位4’用于拧紧接地线螺栓。
35.所述接地片固定螺栓安装工位5’用于拧紧固定螺栓,所述固定螺栓的作用是将电
连接器的插孔座固定在外壳上。
36.所述卸料工位6’用于自动卸下装配完成落料,也可采用人工落料。
37.所述输送机构1是将仿形定位工装2向前推进一个工位;然后复原(后退一个工位),依次往复。
38.当本实用新型的移动装配机构的装配工艺为:
39.首先,当检测到第一工位(即仿形定位工装的上料工位2’)上有加工配料时,输送机构1的轨道向前移动;然后并上升,使加工配料到达第二工位(即接地片压装工位3’)。所述仿形定位工装的上料依靠操作工人工设置,也可依靠机械手自动设置。
40.第二步,当检测到接地片压装工位3’上有加工配料时,其夹紧工装动作,将其夹紧;
41.同时,当检测到第三工位,即接地螺栓安装工位4’有加工配料时,其夹紧工装同步动作,将其夹紧
42.同时,当检测到第四工位,接地片固定螺栓安装工位5’上有加工配料时,其夹紧工装同步动作,将其夹紧;
43.然后,所述接地片压装工位3’(第二工位),两侧两个冲压头冲压接地片b3;并且所述输送机构1的轨道下降,并向后退回到起始点。
44.第三步,所述接地螺栓安装工位4’(第三工位)的加工配料旋转90度,并利用接地螺栓装配机构自动拧紧接地线固定螺丝;并加工配料旋转复原。
45.第四步,所述接地片固定螺栓安装工位5’(第四工位)的加工配料旋转180度,并利用接地片固定螺栓装配机构,自动拧紧接地片固定螺丝;并加工配料旋转复原。
46.所述仿形定位工装2用于按放固定插孔座体b1。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。