1.本技术涉及不锈钢带制作技术领域,更具体地说,它涉及一种精密高延伸不锈钢带的制造工艺。
背景技术:
2.电子产品是以电能为工作基础的相关产品,主要包括:手表、智能手机、电话、电视机、影碟机(vcd、svcd、dvd)、录像机、摄录机、收音机、收录机、组合音箱、激光唱机(cd)、电脑、移动通信产品等,而电子产品部件指的是上述相关产品的某个部件。
3.然而传统的电子产品部件的不锈钢钢卷硬度>500hv,抗拉>1500mpa时,它的延展性会大大降低,脆性增加。
技术实现要素:
4.为了改善这一缺陷,本技术提供一种精密高延伸不锈钢带的制造工艺。
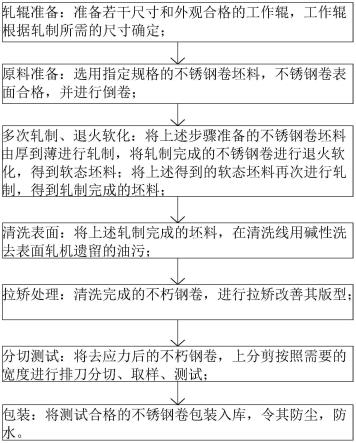
5.一种精密高延伸不锈钢带的制造工艺,包括如下步骤:轧辊准备:准备若干尺寸和外观合格的工作辊,工作辊根据轧制所需的尺寸确定;原料准备:选用指定规格的不锈钢卷坯料,不锈钢卷表面合格,并进行倒卷;多次轧制、退火软化:将上述步骤准备的不锈钢卷坯料由厚到薄进行轧制,将轧制完成的不锈钢卷进行退火软化,得到软态坯料;将上述得到的软态坯料再次进行轧制,得到轧制完成的坯料;清洗表面:将上述轧制完成的坯料,在清洗线用碱性洗去表面轧机遗留的油污;拉矫处理:清洗完成的不朽钢卷,进行拉矫改善其版型;分切测试:将去应力后的不朽钢卷,上分剪按照想要的宽度进行排刀分切、取样、测试;包装:将测试合格的不锈钢卷包装入库,令其防尘,防水。
6.通过采用上述技术方案,在对坯料加工的过程中,设备都调控完成后,准备合格的坯料,对坯料进行轧制,并退火清洗;众所周知,坯料需要通过轧制才能得到厚度合适的不锈钢卷,而本技术需要做到较薄的不锈钢卷下,为了减轻设备的压力,将本需要一次压制的厚度,分为多次进行轧制;在每次轧制后即进行退火处理,而每次轧制后均经过退火处理,以改善或消除钢铁在轧制过程中所造成的各种组织缺陷以及残余应力,防止工件变形、开裂;同时细化晶粒,改善组织以提高工件的机械性能;而通过多次轧制、退火,令坯料的机械性能更为扎实,即其在具有高强度的同时在经过多次轧制退火后,将机械性能锤炼的更为扎实,从而令不锈钢卷在具有高强度的同时具有高延展性。
7.作为优选,所述多次轧制、退火软化中,轧制和退火软化按照一次轧制、一次退火软化、二次轧制、二次退火软化和三次轧制的顺序对不锈钢带进行加工。
8.通过采用上述技术方案,在实际的生产中,通过三次轧制,对不锈钢卷进行分段轧制,减轻轧制设备的动力压力,同时减少一次对不锈钢卷轧制下压率过大导致坯料表面开裂的情况发生;将下压过程分为多次进行,并在每次轧制完成后均进行退火处理,令每次的
轧制后均对残余应力进行消除,细化晶粒,改善组织以提高工件的机械性能。
9.作为优选,所述一次轧制中,一次压下率≤65%,需要四个道次进行轧制;调整上下四根一中和背衬上端七根齿条的位置以调节版型,同时观察厚度监测面板,轧制后得到所需规格的不锈钢卷胚料。
10.通过采用上述技术方案,在第一次轧制中,将下压率控制在65%,此时坯料受到的下压大于一半的厚度,此时坯料被轧制的后,由于下压分次进行,因此坯料在经过一次轧制后整体情况较好,在得到退火后,其初步的性能得到稳定。
11.作为优选,所述二次轧制中,将一次退火软化得到的不锈钢卷软态料由厚到薄二次轧制,轧制压下率≤45%,需要两个道次进行轧制;通过二次轧制最后得到所需规格的不锈钢卷胚料。
12.通过采用上述技术方案,在一次轧制、退火后,初步的机械性能稳定,此时进行第二次的轧制,进一步控制压下率,令不锈钢卷的厚度降低,不锈钢卷更薄;此时由于第一次轧制后的性能已经得到稳定,因此第二次轧制后,坯料开裂的情况较少,在进行二次退火后,其在轧制后的机械性能依旧较为稳定。
13.作为优选,所述三次轧制中,将二次退火软化得到的软态料由厚到薄进行轧制进行轧制,一次压下率≤38%,需要三个道次进行轧制;通过最后一次轧制最后所需规格的坯料。
14.通过采用上述技术方案,在前述的几次轧制和退火后,不锈钢卷已经初步定型,此时进一步控制压下率,令最后一次轧制后的坯料达到最终所需的规格即可;通过上述多阶段的轧制,对坯料进行反复的捶打退火,令整个坯料的机械性能稳定性较高,从而令不锈钢卷在具有高强度的同时具有高延展性。
15.作为优选,所述一次退火软化和二次退火软化中,均将上一步骤的不锈钢卷胚料放于高温退火炉内,温度设置在950℃~1300℃,速度设置在7~16m/min,得到所需规格的软态坯料。
16.通过采用上述技术方案,对退火软化的稳定进行设置,并根据温度设置相应的速度,令其退火软化的效率较大,同时由于温度和速度根据不同的轧制次数进行调节,令每次退火软化后的机械性能均较为稳定,同时提高了能效。
17.作为优选,所述一次退火软化中,速度设置在7~10m/min。
18.通过采用上述技术方案,在第一次轧制后,由于压下率控制的较松,因此在温度达到的基础上,速度可以控制的低一些,最终不锈钢卷的机械性能也稳定,能量使用也较低。
19.作为优选,所述二次退火软化中,速度设置在11~16m/min。
20.通过采用上述技术方案,第二次轧制后,由于压下率较低,因此为了保证不锈钢卷的机械性能,需要在高温的基础上提速设置,在高温高速的作用下才能令不锈钢卷的机械性能也稳定;通过分段对轧制的不锈钢卷进行分次退火,令每一段退火的温度和速度均与对应不锈钢卷的情况相对应,更为精细的把握机械性能的稳定性。
21.作为优选,所述二次退火软化中,在循环水下进行冷却。
22.通过采用上述技术方案,由于二次退火软化时,温度设置的较高,而此时再将速度提升后,势能较大,在循环水下冷却,可起到保护作用。
23.作为优选,所述退火软化中的退火处理设置在保护气体中进行。
24.通过采用上述技术方案,使用用气体保护可防止产品表面氧化严重,令最终的不锈钢卷表面较为光滑平整。
25.综上所述,本技术具有以下有益效果:1、在对坯料加工的过程中,设备都调控完成后,准备合格的坯料,对坯料进行轧制,并退火清洗;众所周知,坯料需要通过轧制才能得到厚度合适的不锈钢卷,而本技术需要做到较薄的不锈钢卷下,为了减轻设备的压力,将本需要一次压制的厚度,分为多次进行轧制;在每次轧制后即进行退火处理,而每次轧制后均经过退火处理,以改善或消除钢铁在轧制过程中所造成的各种组织缺陷以及残余应力,防止工件变形、开裂;同时细化晶粒,改善组织以提高工件的机械性能;而通过多次轧制、退火,令坯料的机械性能更为扎实,即其在具有高强度的同时在经过多次轧制退火后,将机械性能锤炼的更为扎实,从而令不锈钢卷在具有高强度的同时具有高延展性;2、将下压过程分为多次进行,并在每次轧制完成后均进行退火处理,令每次的轧制后均对残余应力进行消除,细化晶粒,改善组织以提高工件的机械性能。
具体实施方式
26.以下结合实施例、制备例和对比例对本技术作进一步详细说明。实施例
27.实施例1-3以下以实施例1为例进行说明。
28.实施例1本实施例中,精密高延伸不锈钢带按照以下步骤制备:步骤一:轧辊准备,准备多对不同尺寸和外观合格的工作辊,用于初轧、二轧和三轧。
29.初轧和二轧准备ra0.6μm光亮辊,轧辊的直线度为0.005mm,圆跳动为0.004mm,上下工作辊的辊径差4mm。
30.三轧准备ra0.4μm的光亮辊,轧辊精度为0.003mm,圆跳动为0.002mm,上下工作辊的辊径差2mm。
31.步骤二:原料准备,选用厚度为1.0mm,宽度为620mm的不锈钢卷坯料,检查钢卷表面无划伤、无脏污等外观不良的情况。
32.同时用重卷机进行倒卷,重卷机速度设置在35m/min,确保钢卷边部齐边,利于后道轧制。
33.步骤三:一次轧制,将步骤二得到的1.0mm,宽度为620mm的不锈钢卷坯料产品通过轧机由厚到薄进行轧制,压下率70%;并通过四个道次进行轧制,前两个道次控制在28%,后两个压下控制在14%。
34.通过调整上下四根一中和背衬上端七根齿条的位置来调节改善版型;同时观察厚度监测面板,令厚度均匀等比例下降波动为5%,前后张力设置在24%,轧制力设置在16%,油温设置在40℃,设置在300m/min,轧制后得到厚度0.4mm,宽度610mm,平面度0.4mm的不锈钢卷胚料。
35.步骤四:一次退火软化,将扎完的厚度0.4mm,宽度610mm的不锈钢卷胚料放于高温
退火炉内,温度设置在900℃,速度设置在5m/min,张力设置在2t,同时注意观察露点仪不高于40℃td,使用气体保护防止产品表面氧化严重,保护气体为氮气,得到硬度为155hv,晶粒度级为7的软态坯料。
36.步骤五:二次轧制,将步骤四得到的厚度0.4mm,宽度610mm的不锈钢卷软态料由厚到薄二次轧制,压下率为50%;并通过两个道次进行轧制,第一个道次的压下控制在32%,第两个道次压下控制在18%;同时观察厚度监测面板,令厚度均匀等比例下降波动为8%,前后张力设置在24%,轧制力设置在22%,油温设置在40℃,速度设置在280m/min。通过二次轧制最后得到厚度0.23mm,宽度605mm的不锈钢卷胚料。
37.步骤六:二次退火软化,将扎完的0.23mm,宽度605mm的料胚放于退火炉内,温度设置在900℃,速度设置在9m/min,张力设置在2t,循环冷却水温度设置8℃,同时注意观察露点仪不高于40℃td,使用气体保护防止产品表面氧化严重,得到硬度为155hv,晶粒度级为7的软态坯料;该工序退火经过高温高速且低温冷却,改变板材内部结构,使其获得良好的延伸性。
38.步骤七:三次轧制,将步骤六得到的厚度0.23mm,宽度605mm的软态料由厚到薄进行轧制进行第三次轧制,压下率为40%;需要三个道次进行轧制,第一个和第二个道次的压下控制在16%,第三个道次的压下控制在12%,厚度均匀等比例下降波动在5%,前后张力设置在13%,轧制力设置在14%,油温设置40℃,速度设置在220m/min;将0.23mm的软态料,通过最后一次轧制最后得到厚度0.15mm,宽度600mm,硬度为500hv的坯料。
39.步骤八:清洗表面,将步骤七得到的0.15mm,宽度600mm产品不锈钢卷料胚,在清洗线用碱性洗去表面轧机遗留的油污,油离碱浓度为10%。
40.步骤九:拉矫处理,将步骤八得到的厚度0.15mm,宽度600mm的钢卷根据实际的版型情况,进行拉矫改善其最终的版型。
41.通过拉矫机大张力下的辊盒工作,改善轧机轧遗留的版型问题,获得优良版型的钢卷,令张力设置为6000kn,速度为65m/min,倾斜设置为3.5mm,延伸为1.7%。
42.使钢卷版型良好和版面无塌边、鼓泡、槽型、边波等问题,最终得到厚度0.15mm,宽度600mm,平面度为0.3mm,硬度为500hv,横向和纵向的延伸为35%的不锈钢卷。
43.步骤十:分切测试,将去应力后的不锈钢卷,上分剪按照所需的宽度进行排刀分切、取样、测试;刀切出的产品毛刺为0.02mm、宽度波动为0.1mm。
44.最终得到产品厚度在0.15mm,硬度为500hv,横向和纵向的延伸都为35%,平整度为0.3mm且表面优良,满足盐雾24h测试的不锈钢卷。
45.步骤九:包装,将不锈钢卷包装入库,具备防尘,防水效果。
46.如表1,实施例1-3的不同之处主要在于一次轧制的压下率不同。
47.表1
实施例4本实施例与实施例2的不同之处在于,如表2。
48.表2样本一次退火的温度实施例4950℃实施例5本实施例与实施例2的不同之处在于,如表3。
49.表3样本一次退火的温度实施例51100℃实施例6本实施例与实施例2的不同之处在于,如表4。
50.表4样本一次退火的温度实施例61300℃实施例7本实施例与实施例2的不同之处在于,如表5。
51.表5样本一次退火的温度实施例71500℃实施例8本实施例与实施例5的不同之处在于,如表6。
52.表6样本一次退火的速度实施例87m/min实施例9本实施例与实施例5的不同之处在于,如表7。
53.表7样本一次退火的速度实施例98m/min实施例10本实施例与实施例5的不同之处在于,如表8。
54.表8样本一次退火的速度
实施例1010m/min实施例11本实施例与实施例5的不同之处在于,如表9。
55.表9样本一次退火的速度实施例1112m/min实施例12本实施例与实施例9的不同之处在于,如表10。
56.表10样本二次轧制的压下率实施例1245%实施例13本实施例与实施例9的不同之处在于,如表11。
57.表11样本二次轧制的压下率实施例1340%实施例14本实施例与实施例12的不同之处在于,如表12。
58.表12样本二次退火的温度实施例4950℃实施例15本实施例与实施例12的不同之处在于,如表13。
59.表13样本一次退火的温度实施例151100℃实施例16本实施例与实施例12的不同之处在于,如表14。
60.表14样本一次退火的温度实施例161300℃实施例17本实施例与实施例12的不同之处在于,如表15。
61.表15样本一次退火的温度实施例171500℃实施例18本实施例与实施例15的不同之处在于,如表16。
62.表16
样本一次退火的速度实施例1811m/min实施例19本实施例与实施例15的不同之处在于,如表17。
63.表17样本一次退火的速度实施例1913m/min实施例20本实施例与实施例15的不同之处在于,如表18。
64.表18表18实施例21本实施例与实施例15的不同之处在于,如表19。
65.表9样本一次退火的速度实施例2118m/min实施例22本实施例与实施例20的不同之处在于,如表20。
66.表20样本三次轧制的压下率实施例2238%实施例23本实施例与实施例20的不同之处在于,如表21。
67.表21样本三次轧制的压下率实施例2236%对比例对比例1本实施例与实施例22的不同之处在于:不锈钢卷在经过倒卷后,经单次轧制、退火软化后直接清洗表面。
68.性能检测试验表22
结合实施例1-3和对比例1并结合表22可以看出,当其他参数不变时,一次轧制的压下率降低时,拉伸率得到了显著的提升,但硬度其实是呈下降的趋势的,综合考虑效率和数据结果实施例2的轧程更适合,实例3提升不大,且效率过慢。
69.结合实施例4-7和对比例1并结合表22可以看出,当其他参数不变时,一次退火软化的温度持续升高时,拉伸率呈上升趋势,并最终趋于平稳;随着温度的升高不锈钢卷的硬度呈下降趋势,综合考虑效率和数据结果实施例5的第一次退火温度最合适、实施例6和实施例7硬度偏低。
70.结合实施例8-11和对比例1并结合表22可以看出,当其他参数不变时,一次退火软化的速度递增时,拉伸率呈下降趋势,并随着速度不断的增加,不锈钢卷的硬度呈上升趋势,并趋于平稳;综合考虑效率和数据结果实施例9的第一次退火速度最合适。
71.结合实施例12-13和对比例1并结合表22可以看出,当其他参数不变时,一次轧制的压下率降低时,拉伸率得到了显著的提升,但硬度其实是呈下降的趋势的,综合考虑效率和数据结果实施例12的轧程更适合,实例13提升不大,且效率过慢。
72.结合实施例14-17和对比例1并结合表22可以看出,当其他参数不变时,二次退火软化的温度持续升高时,拉伸率呈上升趋势,并最终趋于平稳;随着温度的升高不锈钢卷的硬度呈下降趋势,综合考虑效率和数据结果实施例15的第一次退火温度最合适、实施例16和实施例17硬度偏低。
73.结合实施例18-21和对比例1并结合表22可以看出,当其他参数不变时,二次退火软化的速度递增时,拉伸率呈下降趋势,并随着速度不断的增加,不锈钢卷的硬度呈上升趋
势,并趋于平稳;综合考虑效率和数据结果实施例20的第二次退火速度最合适。
74.结合实施例22-23和对比例1并结合表22可以看出,当其他参数不变时,一次轧制的压下率降低时,拉伸率得到了显著的提升,但硬度其实是呈下降的趋势的,综合考虑效率和数据结果实施例22的轧程更适合,实例23提升不大,且效率过慢。
75.综上所述,综合考虑效率和数据结果实施例22的参数设定更优,令不锈钢卷的硬度和延展性均较高。
76.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。