1.本发明涉及航空发动机环氧树脂模型旋转破裂技术领域,特别地,涉及一种环氧树脂模型断裂时拉伸载荷的现场测定方法。
背景技术:
2.根据中国燃气涡轮研究院公开的研究成果表明,在发动机正常加速过程中,转速瞬间超转、燃油调节器失灵、加力燃烧室故障或轴破坏脱开等异常情况都会引起涡轮盘超转,甚至破裂。涡轮盘一旦破裂,后果极为严重。据统计,所有涡轮盘和大多数轮缘的破裂都属于非包容性的。涡轮盘的碎片打穿发动机的机匣后,便可能切断油路或操纵系统,穿透油箱与座舱,对乘员和飞机造成严重威胁。因此,轮盘的一个重要设计准则就是防止破裂。为防止轮盘在正常使用寿命前破裂,即提前失效,常规的技术途径是先计算轮盘的破裂转速,然后通过真实轮盘试验件的破裂试验进行验证。中国航发湖南动力机械研究所提出采用环氧树脂轮盘的破裂试验进行验证,增加一条早期发现设计不足的途径。中国航发湖南动力机械研究所在应用新方法的过程中发现采用不同的方法测定局部环氧树脂模型断裂时所得拉伸载荷值存在一定的差异,为了确保所得结果有较好的重复性与精确度,以便提高模型试验的综合测量精度,有必要获得一种精确度较高的测定方法。
3.依据现有的文献资料可知,环氧树脂拉伸强度与温度、试验件形状、载荷作用时间以及载荷提升的速度等因素有关。传统的环氧树脂模型破裂试验基于线性断裂力学,但原型涡轮盘破裂并不是完全的线弹性变形引起,采用线性断裂力学进行转换所得的最终结果误差较大,从而影响了该技术的广泛应用。航空发动机涡轮盘的破裂不完全属于弹性变形,断裂时发生的变形即有弹性变形、也有塑性变形。由于传统的环氧树脂模型断裂技术中没有考虑塑性变形,试验过程中没有模拟塑性变形,模型试验与真实情况存在差异,导致传统的试验技术中没有与模拟塑性变形试验配套的相关技术。
4.现有技术中,当采用现有技术对拉伸件拉伸载荷进行测定时,由于测定结果与测定的环境条件、被试件形状、载荷作用时间及载荷提升的速度等因素有关,故而该测定方法与环氧树脂涡轮盘模型试验的现场真实条件存在差异较大。由于现有测定方法的测定条件与涡轮盘破裂试验时的真实条件之间吻合度不高,所得结果与真实情况存在误差,不利于提高环氧树脂涡轮盘模型试验的综合测量精度。
技术实现要素:
5.本发明提供了一种环氧树脂模型断裂时拉伸载荷的现场测定方法,以解决由于现有测定方法的测定条件与涡轮盘破裂试验时的真实条件之间吻合度不高,所得结果与真实情况存在误差,不利于提高环氧树脂涡轮盘模型试验的综合测量精度的技术问题。
6.本发明采用的技术方案如下:
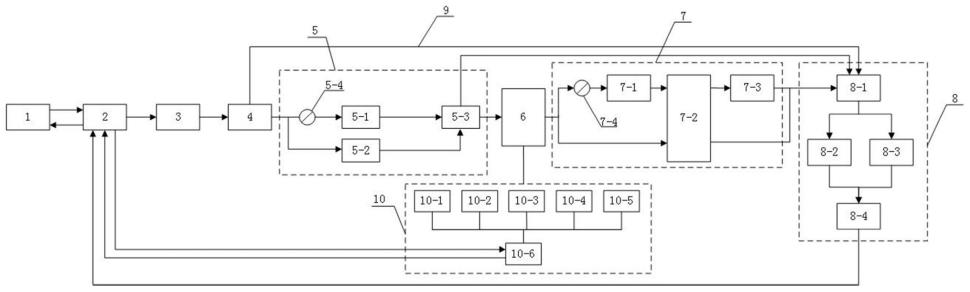
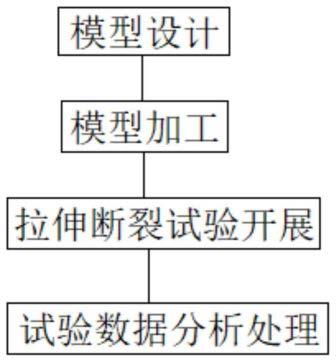
7.一种环氧树脂模型断裂时拉伸载荷的现场测定方法,包括以下步骤:模型设计:包括环氧树脂拉伸件与局部环氧树脂涡轮盘模型的设计;模型加工:包括环氧树脂拉伸件与
局部环氧树脂涡轮盘模型的加工;拉伸断裂试验开展:分别开展环氧树脂拉伸件和局部环氧树脂涡轮盘模型的拉伸断裂试验,以获取环氧树脂拉伸件与局部环氧树脂涡轮盘模型两者断裂时的载荷;试验数据分析处理。
8.进一步地,步骤“模型设计”具体包括以下步骤:环氧树脂拉伸件设计:根据环氧树脂模型断裂时拉伸载荷的现场测定任务设计多件环氧树脂拉伸件,且每件环氧树脂拉伸件的设计与环氧树脂模型试验常用的标准件保持一致;局部环氧树脂涡轮盘模型设计:根据环氧树脂模型断裂时拉伸载荷的现场测定任务设计多套局部环氧树脂涡轮盘模型,且每套局部环氧树脂涡轮盘模型包括配合作用的局部环氧树脂榫槽模型和局部环氧树脂榫头模型。
9.进一步地,步骤“局部环氧树脂涡轮盘模型设计”具体包括以下步骤:从涡轮盘原型中截取部分涡轮盘的关键部位作为模型主体;将模型主体上其余部位采取等效原理进行等效替代成等效体,且等效体包含用于加载的加载体;将模型主体、带加载体的等效体设计成整体结构。
10.进一步地,步骤“模型加工”具体包括以下步骤:使用光弹性模型毛坯模具,并利用真空浇注成型机和光弹性模型的真空浇注工艺方法制作出环氧树脂拉伸件毛坯;采用光弹性模型及其制作方法制作出局部环氧树脂涡轮盘模型的等效模型,并局部环氧树脂涡轮盘模型等效模型中关键部位的加工采取与涡轮盘原型同样的加工设备。
11.进一步地,步骤“拉伸断裂试验开展”具体包括以下步骤:在环氧树脂拉伸件和局部环氧树脂涡轮盘模型上分别粘贴光纤光栅传感器;开展环氧树脂拉伸件断裂时拉伸载荷的现场测定;开展局部环氧树脂涡轮盘模型断裂时拉伸载荷的现场测定。
12.进一步地,步骤“在环氧树脂拉伸件和局部环氧树脂涡轮盘模型上分别粘贴光纤光栅传感器”具体包括以下步骤:在环氧树脂拉伸件的正中心粘贴光纤光栅传感器;从局部环氧树脂涡轮盘模型的第一侧点至第六测点中选择多个测点分别粘贴光纤光栅传感器。
13.进一步地,步骤“开展环氧树脂拉伸件断裂时拉伸载荷的现场测定”具体包括以下步骤:把多件环氧树脂拉伸件分别安装至模型混合加载系统的拉伸装置上;对环氧树脂拉伸件进行温控冻结;对多件环氧树脂拉伸件分别进行无级加载直至断裂。
14.进一步地,步骤“开展局部环氧树脂涡轮盘模型断裂时拉伸载荷的现场测定”具体包括以下步骤:预加载:在温控条件下依次对多套局部环氧树脂涡轮盘模型进行预加载,以获取局部环氧树脂涡轮盘模型断裂的载荷和变形量;正式加载:在温控条件下同时对多套局部环氧树脂涡轮盘模型进行正式加载,以获取局部环氧树脂涡轮盘模型断裂时的载荷。
15.进一步地,步骤“正式加载”具体包括以下步骤:把环氧树脂涡轮盘模型安装至模型混合加载系统的拉伸装置上;对环氧树脂涡轮盘模型进行温控冻结;对环氧树脂涡轮盘模型进行无级加载直至断裂。
16.进一步地,环氧树脂拉伸件的“试验数据分析处理”中,如多件环氧树脂拉伸件断裂试验的测定结果与平均值的最大偏差不超过
±
2%,则其平均值作为测定结果;不满足此条件时再做多件,剔除明显异常的数据后,两次拉伸断裂试验的测定结果与平均值的最大偏差不超过
±
2%,则其平均值作为测定结果,如果最大偏差超过
±
2%,则材料分散度较大,需要分析原因并找出解决办法,否则其测定结果建议只作为参考,不作为后续试验的依据;局部环氧树脂涡轮盘模型正式加载的“试验数据分析处理”中,如多套局部环氧树脂涡
轮盘模型断裂试验的测定结果与平均值的最大偏差不超过
±
3%,则其平均值作为测定结果;不满足此条件时再做多套,剔除明显异常的数据后,两次正式加载试验的测定结果与平均值的最大偏差不超过
±
3%,则其平均值作为测定结果,如果最大偏差超过
±
3%,则材料分散度较大,需要分析原因并找出解决办法,否则其测定结果建议只作为参考,不作为后续试验的依据。
17.本发明具有以下有益效果:
18.本发明的环氧树脂模型断裂时拉伸载荷的现场测定方法,用于对环氧树脂模型断裂时的拉伸载荷进行现场测定,适用于发动机环氧树脂涡轮盘旋转破裂试验时破裂转速转换到原型破裂转速的转换公式,即:示中,n
原
为转换原型的破裂转速,l
原型断裂
为局部涡轮盘原型断裂时的拉伸载荷(本专利外的其它方式方法获得),l
模型断裂
为局部环氧树脂涡轮盘模型断裂时的拉伸载荷(本专利方法获得),n
模型断裂
为光弹性模型断裂时的破裂转速(与本专利方法中环氧树脂拉伸件断裂载荷有关联),x
修正系数
为环氧树脂涡轮盘模型破裂转速转换到涡轮盘原型时的修正系数(与本专利方法中环氧树脂拉伸件断裂载荷有关联),为转换公式进入工程应用奠定基础,并有利于扩展环氧树脂模型试验的应用范围;该转换公式中,需要分别获取环氧树脂拉伸件和局部环氧树脂涡轮盘模型断裂时的载荷,故而本发明方法中,同步进行环氧树脂拉伸件拉伸载荷的现场测定及局部环氧树脂涡轮盘模型拉伸载荷的现场测定,从而简化试验步骤、极大缩短试验周期的同时,使两者测定的环境接近,从而提高测定精度,并本发明的测定方法便于现场操作;传统的环氧树脂模型断裂试验基于线性断裂力学,但涡轮盘原型断裂并不完全是线性断裂,采用线性断裂力学进行转换所得的最终结果误差较大,从而影响了该技术的广泛应用,航空发动机涡轮盘的断裂不完全属于弹性变形,断裂时发生的变形既有弹性变形、也有塑性变形,本发明的测定方法全面考虑了影响测定精度的因素,测定结果有良好的重复性,且由于其测定与现场的试验条件更吻合,所得结果与真实情况误差小,测定的精度也明显要高于传统的方法,有利于提高环氧树脂涡轮盘模型破裂试验的综合测量精度。
19.除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
附图说明
20.构成本技术的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
21.图1是本发明优选实施例的环氧树脂模型断裂时拉伸载荷的现场测定方法流程图;
22.图2是本发明优选实施例的环氧树脂拉伸件的结构示意图;
23.图3是本发明优选实施例的局部环氧树脂涡轮盘模型中局部环氧树脂榫槽模型的结构示意图;
24.图4是本发明优选实施例的局部环氧树脂涡轮盘模型中局部环氧树脂榫头模型的结构示意图。
25.图例说明
26.10、环氧树脂拉伸件;21、局部环氧树脂榫槽模型;22、局部环氧树脂榫头模型;
具体实施方式
27.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由下述所限定和覆盖的多种不同方式实施。
28.参照图1-图4,本发明的优选实施例提供了一种环氧树脂模型断裂时拉伸载荷的现场测定方法,包括以下步骤:
29.模型设计:包括环氧树脂拉伸件10与局部环氧树脂涡轮盘模型的设计;
30.模型加工:包括环氧树脂拉伸件10与局部环氧树脂涡轮盘模型的加工;
31.拉伸断裂试验开展:分别开展环氧树脂拉伸件10和局部环氧树脂涡轮盘模型的拉伸断裂试验,以获取环氧树脂拉伸件10与局部环氧树脂涡轮盘模型两者断裂时的载荷;
32.试验数据分析处理。
33.本发明的环氧树脂模型断裂时拉伸载荷的现场测定方法,用于对环氧树脂模型断裂时的拉伸载荷进行现场测定,适用于发动机环氧树脂涡轮盘旋转破裂试验时破裂转速转换到原型破裂转速的转换公式,即:示中,n
原
为转换原型的破裂转速,l
原型断裂
为局部涡轮盘原型断裂时的拉伸载荷(本专利外的其它方式方法获得),l
模型断裂
为局部环氧树脂涡轮盘模型断裂时的拉伸载荷(本专利方法获得),n
模型断裂
为光弹性模型断裂时的破裂转速(与本专利方法中环氧树脂拉伸件断裂载荷有关联),x
修正系数
为环氧树脂涡轮盘模型破裂转速转换到涡轮盘原型时的修正系数(与本专利方法中环氧树脂拉伸件断裂载荷有关联),为转换公式进入工程应用奠定基础,并有利于扩展环氧树脂模型试验的应用范围;该转换公式中,需要分别获取环氧树脂拉伸件10和局部环氧树脂涡轮盘模型断裂时的载荷,故而本发明方法中,同步进行环氧树脂拉伸件10拉伸载荷的现场测定及局部环氧树脂涡轮盘模型拉伸载荷的现场测定,从而简化试验步骤、极大缩短试验周期的同时,使两者测定的环境接近,从而提高测定精度,并本发明的测定方法便于现场操作;传统的环氧树脂模型断裂试验基于线性断裂力学,但涡轮盘原型断裂并不完全是线性断裂,采用线性断裂力学进行转换所得的最终结果误差较大,从而影响了该技术的广泛应用,且航空发动机涡轮盘的断裂不完全属于弹性变形,断裂时发生的变形既有弹性变形、也有塑性变形,本发明的测定方法全面考虑了影响测定精度的因素,测定结果有良好的重复性,且由于其测定与现场的试验条件更吻合,所得结果与真实情况误差小,测定的精度也明显要高于传统的方法,有利于提高环氧树脂涡轮盘模型破裂试验的综合测量精度。
34.可选地,如图2-图4所示,步骤“模型设计”具体包括以下步骤:
35.环氧树脂拉伸件10设计:根据环氧树脂模型断裂时拉伸载荷的现场测定任务设计多件环氧树脂拉伸件10,且每件环氧树脂拉伸件10的设计与环氧树脂模型试验常用的标准件保持一致;本可选方案中,设计环氧树脂拉伸件10的数量为10件,确保测定时能准确掌握材料的分散度;
36.局部环氧树脂涡轮盘模型设计:根据环氧树脂模型断裂时拉伸载荷的现场测定任务设计多套局部环氧树脂涡轮盘模型,且每套局部环氧树脂涡轮盘模型包括配合作用的局部环氧树脂榫槽模型21和局部环氧树脂榫头模型22。
37.本可选方案中,步骤“局部环氧树脂涡轮盘模型设计”具体包括以下步骤:
38.从涡轮盘原型中截取部分涡轮盘的关键部位作为模型主体;
39.将模型主体上其余部位采取等效原理进行等效替代成等效体,且等效体包含用于加载的加载体;
40.将模型主体、带加载体的等效体设计成整体结构,进而提高加载的准确度。
41.本可选方案中,设计局部环氧树脂涡轮盘模型代替整体环氧树脂涡轮盘模型,主要用于降低试验造价,同时还用于降低加工难度,进而提高加工效率;且将“模型主体上其余部位采取等效原理进行等效替代成等效体”的操作,也主要是用于进一步降低加工难度,提高加工效率。
42.可选地,步骤“模型加工”具体包括以下步骤:
43.使用光弹性模型毛坯模具,并利用真空浇注成型机和光弹性模型的真空浇注工艺方法制作出环氧树脂拉伸件10毛坯;本可选方案中,光弹性模型毛坯模具,如专利zl 201410644944.2所示,真空浇注成型机,如专利zl 200920311682.2或zl 201520731675.3所示,光弹性模型的真空浇注工艺方法,如专利zl 201210146044.6所示;本可选方案中,环氧树脂拉伸件10加工10件。
44.采用光弹性模型及其制作方法制作出局部环氧树脂涡轮盘模型的等效模型,并局部环氧树脂涡轮盘模型等效模型中关键部位的加工采取与涡轮盘原型同样的加工设备,确保其精度与涡轮盘原型一致;本可选方案中,光弹性模型及其制作方法,如专利zl 201611002832.2所示;本可选方案中,局部环氧树脂涡轮盘模型加工15套。
45.可选地,步骤“拉伸断裂试验开展”具体包括以下步骤:
46.在环氧树脂拉伸件10和局部环氧树脂涡轮盘模型上分别粘贴光纤光栅传感器;光纤光栅传感器用于加载过程中应力的测量,试验完毕需测量测点处的变形量;
47.开展环氧树脂拉伸件10断裂时拉伸载荷的现场测定;
48.开展局部环氧树脂涡轮盘模型断裂时拉伸载荷的现场测定。
49.本可选方案中,步骤“在环氧树脂拉伸件10和局部环氧树脂涡轮盘模型上分别粘贴光纤光栅传感器”具体包括以下步骤:
50.在环氧树脂拉伸件10的正中心粘贴光纤光栅传感器;
51.从局部环氧树脂涡轮盘模型的第一侧点至第六测点中选择多个测点分别粘贴光纤光栅传感器。
52.本可选方案中,步骤“开展环氧树脂拉伸件10断裂时拉伸载荷的现场测定”具体包括以下步骤:
53.把多件环氧树脂拉伸件10分别安装至模型混合加载系统的拉伸装置上;本可选方案中,把粘贴光纤光栅传感器的5件环氧树脂拉伸件10分别安装到可无极加载的拉伸装置上,拉伸装置安装试验件的部分则置于模型混合加载装置,如专利zl 201410211514.1所示中。
54.对环氧树脂拉伸件10进行温控冻结;实际操作时,温控曲线为1h由室温升至80℃,然后以5℃/h的速率上升至110℃,保温24h后再以5℃/h的速率上升至预定温度,预定温度为110~140℃,预定温度必须确保处于环氧树脂模型材料的过渡段范围内,温控达到预定温度后进行保温,保温时间为5h~15h。
55.在保温阶段,当模型内外部温度达到一致时,对多件环氧树脂拉伸件10分别进行无级加载直至断裂;实际操作时,在温控冻结时分别对5件环氧树脂拉伸件进行无级加载,但分级进行载荷及应变值记录,直至环氧树脂拉伸件断裂为止,规定每件拉伸试验从加载到断裂的时间不超过5分钟,加载时间在3~5分钟为宜。
56.本可选方案中,步骤“开展局部环氧树脂涡轮盘模型断裂时拉伸载荷的现场测定”具体包括以下步骤:
57.预加载:在温控条件下依次对多套局部环氧树脂涡轮盘模型进行预加载,以获取局部环氧树脂涡轮盘模型断裂的载荷和变形量;实际操作时,在温控条件下首先对一套加工后的局部环氧树脂涡轮盘模型进行加载,加载时进行无级加载直至局部模型断裂为止,模型断裂后的变形量与原型件断裂后的变形量之差误差最小为佳,当二者误差较大时,对温控曲线进行调整,但必须确保属于环氧树脂材料的过渡段区间,预加载次数不超过5次,但温控曲线的预定温度在110~140℃范围内。
58.正式加载:在温控条件下同时对多套局部环氧树脂涡轮盘模型进行正式加载,以获取局部环氧树脂涡轮盘模型断裂时的载荷。
59.本可选方案的具体实施例中,步骤“正式加载”具体包括以下步骤:
60.把环氧树脂涡轮盘模型安装至模型混合加载系统的拉伸装置上;实际操作时,正式加载试验包括把粘贴光纤光栅传感器的5套局部环氧树脂涡轮盘模型分别安装到可无级加载的拉伸装置上,拉伸装置安装试验件的部分置于模型混合加载装置,如专利zl 201410211514.1中。
61.对环氧树脂涡轮盘模型进行温控冻结;实际操作时,对模型进行温控,温控曲线为1h由室温升至80℃,然后以5℃/h的速率上升至110℃,保温24h后再以5℃/h的速率上升至预定温度,预定温度为预加载确定的温度,保温时间为5h~15h。
62.在保温阶段,当模型内外部温度达到一致时,对环氧树脂涡轮盘模型进行无级加载直至断裂;实际操作时,在温控加载冻结后分别对5套局部环氧树脂涡轮盘模型进行无级加载,但分级进行载荷及应变值记录,直至局部环氧树脂涡轮盘模型断裂为止,规定每套拉伸试验从加载到断裂的时间不超过5分钟,加载时间在3~5分钟为宜。
63.可选地,环氧树脂拉伸件10的“试验数据分析处理”中,如多件环氧树脂拉伸件10断裂试验的测定结果与平均值的最大偏差不超过
±
2%,则其平均值作为测定结果。不满足此条件时再做多件,剔除明显异常的数据后,两次拉伸断裂试验的测定结果与平均值的最大偏差不超过
±
2%,则其平均值作为测定结果,如果最大偏差超过
±
2%,则材料分散度较大,需要分析原因并找出解决办法,否则其测定结果建议只作为参考,不作为后续试验的依据,最后,绘制不同环氧树脂拉伸件的载荷与应变曲线,其曲线应该十分接近,不能有较大的分散度。
64.局部环氧树脂涡轮盘模型正式加载的“试验数据分析处理”中,如多套局部环氧树脂涡轮盘模型断裂试验的测定结果与平均值的最大偏差不超过
±
3%,则其平均值作为测定结果。不满足此条件时再做多套,剔除明显异常的数据后,两次正式加载试验的测定结果与平均值的最大偏差不超过
±
3%,则其平均值作为测定结果,如果最大偏差超过
±
3%,则材料分散度较大,需要分析原因并找出解决办法,否则其测定结果建议只作为参考,不作为后续试验的依据;最后,绘制不同局部环氧树脂涡轮盘模型的载荷与应变曲线,其曲线应该
十分接近,不能有较大的分散度,且同一批环氧树脂模型的测定结果获取后,开展另外的试验时可以直接采用,不需要重复。
65.本发明测定方法中,全面考虑了影响测定精度的因素,规范了测定的环境条件(温度冻结)、被试件形状、载荷作用时间及载荷提升速度等因素,测定结果有良好的重复性,进行环氧树脂涡轮盘模型拉伸测定时,测定更与真实情况吻合,提高了测定精度,且由于其测定的现场各项试验条件与涡轮盘原型破裂试验的更吻合,测定的精度也明显要高于传统的方法,有利于提高模型试验的综合测量精度,从而局部模型断裂时的拉伸载荷的测定,为模型的破裂转速转换为原型的破裂转速进入工程应用的奠定了条件。
66.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。