1.本发明涉及卫生用品生产技术领域,特别涉及一种一次性吸收裤超声波复合生产线及工艺。
背景技术:
2.一次性吸收裤包括纸尿裤、拉拉裤、经期裤等包含吸收芯体的一次性卫生用品。一次性吸收裤的腰围处需具备弹性,传统的生产方式是在生产线中引入橡筋,通过热熔胶粘合的方式粘合于无纺布上进而形成弹性腰围。例如申请公布号为cn 106510968a的中国专利公开的《一种成人纸尿裤的生产流水线及相应的生产工艺》中记载橡筋经过喷胶组件的上胶工序后在橡筋包覆平台上与侧翼材料粘贴复合。采用传统的橡筋铺设工艺,需要设计橡筋的输送、压断等机械结构,使得设备整体的机械结构复杂。
3.现市面上具备一种新的生产工艺,采用预先生产的具备伸缩弹力的弹性布,生产线上输入弹性布及无纺布进行胶黏复合,实现一次性吸收裤腰围处的弹性收缩需求。预制弹性布包括采用弹性材料制作的弹力无纺布、预铺设超细橡筋的橡筋复合无纺布、采用弹性薄膜复合的弹性膜复合无纺布等。
4.但上述的生产工艺中存在以下缺陷:弹性布在拉伸状态下与无纺布进行复合,复合后再进行吸收芯体的复合,最后再进行裁切分段等工序。吸收芯体复合过程中,弹性布保持拉伸状态,吸收芯体的复合位置与弹性布间不可避免的具有部分重叠,因此当裁切分段后,弹性布收缩将会带动吸收芯体一同进行收缩,使最终产品吸收芯体形成明显褶皱,褶皱会对穿着者带来不适,且褶皱使吸收芯体发生一定收缩量及位置变动,影响吸收效果及可能发生漏液问题。
技术实现要素:
5.为克服现有技术中的不足,本发明提供一种使用预制弹性布料,并可对弹性布料进行布局消弹进而避免吸收芯体发生褶皱的一次性吸收裤超声波复合生产线及工艺。
6.为实现上述目的,本发明采用的技术方案如下:一种一次性吸收裤超声波复合生产线,包括第一布料输送机构、第二布料输送机构、超声波复合机构,第一布料输送机构输送底层布料,第二布料输送机构输送弹性布料,且底层布料与弹性布料层叠后送入超声波复合机构内焊接复合为基材,其特征在于:所述超声波复合机构包括超声波发射头、花辊,所述超声波焊接头贴近设于花辊一侧,所述花辊外周面分为焊接复合区、弹力消除区,所述弹力消除区对应的吸收芯体的复位位置;
7.所述焊接复合区内具有若干朝外凸出的点状突起,若干点状突起沿花辊周向间隔排列布置形成第一单元,花辊上设有若干第一单元,各第一单元沿花辊的轴向间隔排列布置;
8.所述弹力消除区内具有若干朝外凸出的条状突起,所述条状突起沿花辊轴向延伸,若干条状突起沿花辊周向间隔排列布置形成第二单元,花辊上设有若干第二单元,各第
二单元沿花辊的轴向排列布置,处于相邻两组第二单元上的条状突起的端部位置在花辊的轴线方向上呈紧挨或重叠布置,处于相邻两组第二单元上的条状突起在周线方向上呈错位布置。
9.进一步的,所述弹性布料的弹力作用方向为基材的长度方向。
10.进一步的,所述点状突起于焊接复合区内的分布密度小于所述条状突起于弹力消除区内的分布密度。
11.进一步的,所述点状突起的最大宽度及最大长度的取值在0.2mm~0.4mm区间内,分处于相邻两组第一单元内的相邻点状突起的间距取值在2mm~4mm区间内;所述条状突起的长度取值在1mm~2mm区间内,处于同一组第二单元内相邻的条状突起的间隔取值在4mm~6mm区间内。
12.进一步的,所述底层布料为无纺布,所述弹性布料为弹性无纺布、橡筋复合无纺布、弹性膜复合无纺布的一种。
13.进一步的,还包括侧弧切割机构,所述侧弧切割机构设于超声波复合机构后侧,所述侧弧切割机构用于对基材两侧裁切出用于形成腿围的缺口。
14.进一步的,所述第二布料输送机构上设有分切装置、分离装置,所述分切装置将弹性布料沿宽度方向的中部位置剖分为两部分,分离装置将两部分弹性布料分离,并使两部分弹性布料对应底层布料宽度方向的两侧位置。
15.进一步的,还包括芯体复合机构,所述芯体复合机构设于超声波复合机构后侧,芯体复合机构用于将吸收芯体复合于基材经过弹力消除区的部分。
16.一种一次性吸收裤超声波复合工艺,其特征在于:基于上述任意一项所述一种一次性吸收裤超声波复合生产线,包括下列步骤:
17.步骤一,第一布料输送机构输送底层布料,第二布料输送机构输送弹性布料,且弹性布料处于沿长度方向拉伸的状态;
18.步骤二,底层布料与弹性布料层叠后送入超声波复合机构内并从超声波发射头与花辊间通过,同时花辊进行转动,花辊上的点状突起及条状突起在经过超声波发射头位置时,在超声波的作用下使底层布料与弹性布料进行融合焊接成基材;
19.花辊上的焊接复合区在基材上对应形成弹力区,基材的弹力区内形成若干点状焊点,沿基材宽度方向上的各点状焊点间隔布置,使得在长度方向上具有连续的弹性布料收缩区域,使弹性布料在弹力区保持整体收缩弹力;
20.花辊上的弹力消除区在基材上对应形成消弹区,基材的消弹区内形成若干条状焊点,各条状焊点在基材长度方向对弹性布料进行弹性分隔,将弹性布料的弹力分隔为若干细小区间,使弹性布料于消弹区内失去整体收缩弹力;
21.步骤三,吸收芯体复合于基材上消弹区位置,弹性布料在消弹区每个细小区间弹力不足以使吸收芯体发生明显收缩。
22.由上述对本发明的描述可知,与现有技术相比,本发明提供的一种一次性吸收裤超声波复合生产线及工艺,具有如下优点:
23.1、采用预制弹性布料作为输入原材料,替代传统在线铺设橡筋,精简生产线上的设备结构,提高生产效率。
24.2、采用超声波复合机构对底层布料与弹性布料复合,相比于传统涂胶复合方式,
采用超声波复合形成的基材更为柔软,并且对花辊的结构进行改进,分为焊接复合区与弹力消除区,实现在材料复合的同时对弹性布料部分区域进行消弹处理,即在基材上形成消弹区,由于消弹区的弹力较弱,因此吸收芯体复合于消弹区的部分不会发生明显收缩,吸收芯体不形成褶皱状态,保持平整度,提高了穿着的舒适度,同时保持设计面积与布局位置,避免发生漏液问题。
25.3、超声波复合机构进行面料复合与弹性布料消弹工序于一个动作内同时完成,生产效率高。
26.4、花辊上点状突起尺寸较小且间隔布置,其形成的点状焊点对弹性布料的弹力影响较小;花辊上条状状突起形成的条状焊点将弹性布料长度方向进行区间分段,将弹力进行分散,条状焊点形成的错位排布方式使每个区间弹力相互影响抵消,进一步降低弹力,实现了弹性布料的局部消弹。
附图说明
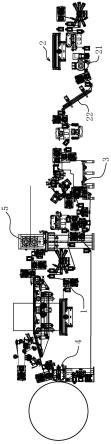
27.图1为本发明一种一次性吸收裤超声波复合生产线结构示意图。
28.图2为本发明超声波复合机构结构示意图。
29.图3为本发明基材于生产线上未裁切状态示意图。
30.图4为本发明裁切出的单片半成品产品结构示意图。
31.图5为本发明花辊沿轴线方向展开的外周面展开图。
32.图6为本发明图5中a处放大示意图。
33.图7为本发明图5中b处放大示意图。
34.图中标识对应如下:1.第一布料输送机构、2.第二布料输送机构、21.分切装置、22.分离装置、3.超声波复合机构、31.超声波发射头、32.花辊、32a.第一单元、32b.第二单元、321.点状突起、322.条状突起、a.焊接复合区、b.弹力消除区、4.芯体复合机构、5.侧弧切割机构、c.弹力区、c1.点状焊点、d.消弹区、d1.条状焊点、6.吸收芯体。
具体实施方式
35.以下通过具体实施方式对本发明作进一步的描述。
36.参照图1至图7所示,一种一次性吸收裤超声波复合生产线,包括第一布料输送机构1、第二布料输送机构2、超声波复合机构3、侧弧切割机构5、芯体复合机构4。
37.第一布料输送机构1输送底层布料,第二布料输送机构2输送弹性布料,所述底层布料为无纺布,所述弹性布料为预制的弹性无纺布、橡筋复合无纺布、弹性膜复合无纺布的一种,所述弹性布料的弹力作用方向为长度方向,弹性布料沿长度方向输送。
38.第二布料输送机构2上设有分切装置21、分离装置22,所述分切装置21将弹性布料沿宽度方向的中部位置剖分为两部分,分离装置22将两部分弹性布料分离,并使两部分弹性布料对应底层布料宽度方向的两侧位置,底层布料两侧分别层叠一层弹性布料后送入超声波复合机构3内焊接复合为基材。
39.超声波复合机构3包括超声波发射头31、花辊32,所述超声波焊接头31贴近设于花辊32一侧,所述花辊32外周面分为焊接复合区a、弹力消除区b,所述弹力消除区a应的吸收芯体的复位位置;
40.所述焊接复合区a内具有若干朝外凸出的点状突起321,若干点状突起321沿花辊32周向间隔排列布置形成第一单元32a,花辊32上设有若干第一单元32a,各第一单元32a沿花辊32的轴向间隔排列布置;
41.所述弹力消除区b内具有若干朝外凸出的条状突起322,所述条状突起322沿花辊32轴向延伸,若干条状突起322沿花辊32周向间隔排列布置形成第二单元32b,花辊32上设有若干第二单元32b,各第二单元32b沿花辊32的轴向排列布置,处于相邻两组第二单元32b上的条状突起322的端部位置在花辊32的轴线方向上呈紧挨或重叠布置,处于相邻两组第二单元32b上的条状突起322在周线方向上呈错位布置。
42.点状突起321于焊接复合区a内的分布密度小于所述条状突起322于弹力消除区b内的分布密度。所述点状突起321的最大宽度及最大长度的取值在0.2mm~0.4mm区间内,分处于相邻两组第一单元内32a的相邻点状突起321的间距取值在2mm~4mm区间内;所述条状突起321的长度取值在1mm~2mm区间内,处于同一组第二单元32b内相邻的条状突起的间隔取值在4mm~6mm区间内。
43.芯体复合机构4设于超声波复合机构3后侧,芯体复合机构4用于将吸收芯体6复合于基材经过弹力消除区b的部分。侧弧切割机构5设于超声波复合机构3后侧,所述侧弧切割机构5用于对基材两侧裁切出用于形成腿围的缺口。
44.一种一次性吸收裤超声波复合工艺,采用一具体实施例工作过程进行进一步说明,包括下列步骤:
45.步骤一,第一布料输送机构1输送底层布料,第二布料输送机构2输送弹性布料,且弹性布料处于沿长度方向拉伸的状态;底层布料为不具备大延展性的普通无纺布,该无纺布成卷连续输出,弹性布料为预制的成卷产品,通过线下其他设备生产出沿长度方向具备较高延展弹力的弹性布料,例如弹性无纺布,弹性无纺布成卷连续输出。弹性布料先经过分切装置21从宽度方向中部剖分为两部分并保持长度方向拉伸状态继续输送,经过分离装置22将两部分弹性布料分离,两部分弹性布料对应底层布料宽度方向的两侧位置进行层叠,两部分弹性布料对应最终产品一次性吸收裤前后腰围所处位置。
46.步骤二,底层布料与弹性布料层叠后送入超声波复合机构3内并从超声波发射头31与花辊32间通过,同时花辊32进行转动,花辊32上的点状突起321及条状突起322在经过超声波发射头31位置时,在超声波的作用下使底层布料与弹性布料进行融合焊接成基材;
47.花辊32上的焊接复合区a在基材上对应形成弹力区c,基材的弹力区c内形成若干点状焊点c1,单个点状焊点c1的面积仅占0.05mm2左右,通过若干数量的点状焊点c1使底层布料和弹性布料融合连接;
48.花辊32上点状突起321形各的第一单元32a沿花辊32的轴向间隔排列布置,使得沿基材长度方向上的各点状焊点c1间隔布置,即在基材长度方向上具有连续的弹性布料收缩区域,使弹性布料在弹力区c保持整体收缩弹力,弹性布料在该沿长度方向的连续收缩区域内的较大整体收缩弹性力;
49.花辊32上的弹力消除区b在基材上对应形成消弹区d,基材的消弹区d内形成若干条状焊点d1,各条状焊点d1在基材长度方向对弹性布料进行弹性分隔,将弹性布料的弹力分隔为若干细小区间,使弹性布料于消弹区内失去整体收缩弹力;
50.花辊32上条状突起322形成的各第二单元32b在周向方向呈紧挨或重叠布置,即处
于相邻两组第二单元32b上的条状突起322的端部位置在花辊32的轴线方向上呈紧挨或重叠布置,条状焊点d1位置与条状突起322一一对应,因此弹性布料被分区,不具有长度方向上连续的收缩区间,且每个细小区间弹力较小;处于相邻两组第二单元32b上的条状突起322在周线方向上呈错位布置,该布局结构使不同细小区间的弹力方向错位不一致,弹力进一步分散,进一步降低了弹性布料于消弹区d内的收缩力。
51.步骤三,吸收芯体6复合于基材上,吸收芯体6的前后两端部分将处于消弹区d位置内,而后再经过侧弧切割机构5对基材两侧裁切出用于形成腿围的缺口,切断机构将基材分切为若干单独片体,此时因为分切使弹性布料收缩,处于弹力区c的弹性布料带动底层布料一同收缩,弹性布料在消弹区d每个细小区间弹力较小,不足以使吸收芯体6发生明显收缩,即吸收芯体6不形成褶皱状态,保持平整度。
52.步骤四,最后再在经过转位、层叠、焊接前后腰围、折叠包装等常规工序得到成品一次性吸收裤。
53.上述仅为本发明的一种具体实施方式,但本发明的设计构思并不局限于此,凡利用此构思对本发明进行非实质性的改动,均应属于侵犯本发明保护范围的行为。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。