整体式陶瓷外科手术装置及方法
1.优先权要求
2.本专利申请根据35u.s.c.
§
119(e)要求于2020年5月29日提交的名称为“monolithic ceramic surgical device and method(整体式陶瓷外科手术装置及方法)”、序列号为62/032,141的美国临时专利申请的优先权的权益,该美国临时专利申请的全部内容在此通过参引并入本文。
技术领域
3.本文中描述的实施方式总体上涉及医疗装置。医疗装置的具体示例包括但不限于钳、清创器和碎石机。
背景技术:
4.用于诊断和治疗的医疗装置、比如钳经常用于诸如腹腔镜和开放性外科手术之类的医疗程序。钳可以用于在手术期间操纵、接合、抓握或以其他方式影响解剖特征、比如患者的血管或其他组织。钳通常包括能够从钳的手柄操纵的端部执行器。例如,位于钳的远端端部处的钳口可以经由手柄的元件在打开位置与关闭位置之间致动,以便由此与血管或其他组织接合。钳可以包括能够伸出且能够缩回的刀片,该刀片可以在钳口对之间向远端延伸以撕裂组织。手柄还能够向端部执行器供应输入能量、比如电磁能量或超声波,以用于在手术期间密封血管或组织。需要改进的钳和其他医疗装置。
附图说明
5.在不一定按比例绘制的附图中,类似的附图标记可以在不同的视图中描述类似的部件。具有不同字母后缀的类似的附图标记可以表示类似部件的不同实例。附图总体上通过示例而非限制的方式图示了本文件中所讨论的各种实施方式。
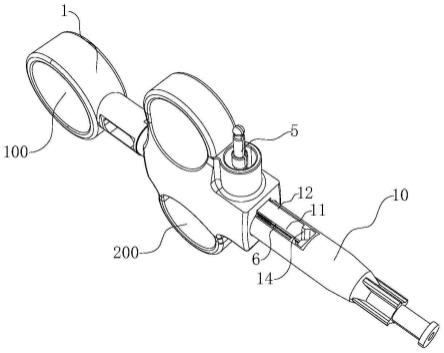
6.图1示出了根据一些示例实施方式的电外科手术钳。
7.图2a示出了根据一些示例实施方式的处于医疗器械的中间制造阶段的部件的生坯状态陶瓷微观结构。
8.图2b示出了根据一些示例实施方式的医疗器械的部件的烧结陶瓷微观结构。
9.图3a示出了根据一些示例实施方式的电外科手术钳的钳口的侧视图。
10.图3b示出了根据一些示例实施方式的电外科手术钳的钳口的等距视图。
11.图3c示出了位于根据一些示例实施方式的电外科手术钳的钳口上的电极。
12.图4a示出了根据一些示例实施方式的使用陶瓷部件的附接方法的一个操作。
13.图4b示出了根据一些示例实施方式的使用陶瓷部件的附接方法的另一操作。
14.图4c示出了根据一些示例实施方式的使用陶瓷部件的附接方法的另一操作。
15.图5示出了根据一些示例实施方式的医疗装置的框图。
16.图6示出了根据一些示例实施方式的包括钳口区域的钳的一部分。
17.图7示出了根据一些示例实施方式的清创器的一部分。
18.图8a示出了根据一些示例实施方式的碎石机系统。
19.图8b示出了根据一些示例实施方式的碎石机的远端端部。
20.图8c示出了根据一些示例实施方式的碎石机的远端端部。
21.图8d示出了根据一些示例实施方式的碎石机部件的横截面。
22.图9示出了根据一些示例实施方式的钳的制造方法的流程图。
具体实施方式
23.以下描述和附图充分说明了具体实施方式,以使本领域技术人员能够实践这些具体实施方式。其他实施方式可以合并结构、逻辑、电气、过程和其他变化。一些实施方式的部分和特征可以被包括在其他实施方式的那些部分和特征中或者替代其他实施方式的那些部分和特征。权利要求中阐述的实施方式涵盖那些权利要求的所有可用等同方案。
24.以下公开可以与许多不同类型的外科手术装置一起使用。图1中示出的用于说明的一个示例是电外科手术钳。
25.图1图示了钳100的侧视图,其示出了处于打开位置的钳口。钳100可以包括端部执行器102、手持件104和中间部分105。端部执行器104可以包括钳口106(包括电极109)、示出为位于端部执行器102与手持件104之间的轴108。在一个示例中,轴108包括内轴和外轴、以及刀片组件,但是本发明不限于此。手持件104可以包括壳体114、杆116、旋转致动器118、触发器120、启用按钮122、手柄124和锁定机构126。图1示出了取向指示符近端和远端以及纵向轴线a1。
26.通常,手持件104可以位于钳100的近端端部处,并且端部执行器102可以位于钳100的远端端部处。中间部分105可以在手持件104与端部执行器102之间延伸以将手持件104以可操作的方式联接至端部执行器102。端部执行器102的各种运动可以由手持件104的一个或更多个致动系统进行控制。例如,端部执行器102可以绕钳100的纵向轴线a1旋转。此外,手持件可以操作钳口106、比如通过使钳口106在打开位置与关闭位置之间移动来操作钳口106。手持件104也可以用于操作用于切割组织的切割刀片(未示出)。手持件104也可以用于操作用于将电磁能量施加至组织的电极109。端部执行器102或者端部执行器102的一部分可以是下述各种中的一种或更多种:打开的、关闭的、旋转的、伸出的、缩回的和电磁激励的。
27.壳体114可以是在钳100的部件之间提供结构支承的框架。壳体114示出为容置与手持件104相关联的用于致动端部执行器102的致动系统的至少一部分。然而,一些或全部致动部件不必容纳在壳体114内。
28.触发器120的近端部分可以连接至壳体114内的刀片轴112b。触发器120的远端部分可以延伸至壳体114的外部,与处于默认位置或未致动位置的杆116相邻,并且在一些示例中,与杆116嵌套。启用按钮122可以联接至壳体114,并且启用按钮122可以包括或连接至壳体114内的电子电路。这样的电路可以通过轴108向电极109发送或传输电磁能量。在一些示例中,电子电路可以位于壳体114的外部,但是可以以可操作的方式联接至壳体114和端部执行器102。
29.在钳100的操作中,用户可以使杆116向近端移位,以将钳口106从打开位置驱动至关闭位置,这可以允许用户向下夹持并压缩组织。手持件104也可以允许用户移动旋转致动
器118以使端部执行器102旋转、比如通过使轴108或与轴108相关联的内部部件旋转来使端部执行器102旋转。
30.在一些示例中,在组织被压缩的情况下,用户可以按压启用按钮122,以使电磁能量、或者在一些示例中使超声波输送至端部执行器102的一个或更多个部件、比如电极109,并且进而输送至组织。这样的能量的应用可以用于密封或以其他方式影响组织。在一些示例中,电磁能量可以使组织被凝结、密封、消融,或者可以引起受控的坏死。
31.在一些示例中,手持件104可以使用户能够将刀片(未示出)伸出和缩回,该刀片可以附接至刀片轴的远端端部。在一些示例中,刀片轴可以延伸手柄104与端部执行器102之间的整个长度。刀片可以通过使触发器120向近端移位而伸出,并且该刀片可以通过允许触发器120向远端返回至默认位置而缩回。
32.钳100可以用于对患者进行治疗、比如外科手术过程。在一个示例中,钳100的包括钳口106的远端部分可以插入到患者的身体中、比如通过患者身体的切口或另一解剖特征插入到患者的身体中。而钳100的包括壳体114的近端部分保持在身体的切口或另一解剖特征的外部。杆116的致动使钳口106夹持到组织上。旋转致动器118可以经由用户输入而旋转以使钳口106旋转,以用于在手术期间的任何时间操纵钳口106。启用按钮122可以被致动以向钳口106提供电能以烧灼或密封关闭的钳口106内的组织。触发器120可以被移动以使刀片组件向远端平移,以便切割钳口106内的组织。
33.在一些示例中,钳100或其他医疗装置可以不包括所描述的所有特征或者可以包括附加的特征和功能,并且操作可以以任何顺序执行。手持件104可以与各种其他端部执行器一起使用,以执行其他方法。
34.在一个示例中,钳口106中的一个或更多个钳口包括作为钳口的结构部分的陶瓷微观结构。外科手术工具应用中的陶瓷材料具有许多优点。陶瓷材料的一个优点包括最小的电传导(介电行为),同时保持所需的机械特性。通过适当的材料选择,可以避免不希望的缺点。
35.在一个示例中,材料的弹性模量基本上决定了工具在压缩工件时的感觉如何。例如,当在手术期间夹持组织时,钳的钳口将略微挠曲并提供夹持力。挠曲量由材料的弹性模量决定。
36.在为钳或其他工具选择材料时,期望的是,提供用户所期待的工具感觉。如果材料的模量太低,则工具可能无法有效地夹持。从某种意义上来说,可能感觉工具太软了。如果材料的模量太高,则工具可能夹持得太紧,并且可能发生无意的组织损伤。从某种意义上来说,可能感觉工具太硬了,并且在容忍度上不足以适应对施加力的有限控制。还期望的是,工具能够承受夹持力,并且在使用期间不会断裂。因为大多数陶瓷材料在断裂之前不会屈服,因此在与金属的屈服强度进行比较时使用拉伸强度指标是合适的。
37.当对潜在的陶瓷材料和金属进行比较时,钛或不锈钢都是很好的基准。钛和钛合金的屈服强度的范围从约875mpa至925mpa。不锈钢的屈服强度的范围从约200mpa至250mpa。钛和钛合金的弹性模量的范围从约110gpa至120gpa。不锈钢的弹性模量的范围从约190gpa至200gpa。
38.在一个示例中,陶瓷材料被选择成感觉像金属部件一样具有不导电的附加优点。所选择的陶瓷材料具有满足这些目标所需的机械特性。
39.在一个示例中,钳子钳口的结构部分包括氧化钇稳定的氧化锆。在一个示例中,钳子钳口的结构部分包括氧化锆增韧的氧化铝。氧化钇稳定的氧化锆的弹性模量的范围从约200gpa至210gpa。氧化锆增韧的氧化铝的弹性模量的范围从约350gpa至370gpa。氧化钇稳定的氧化锆的拉伸强度为约500mpa。氧化锆增韧的氧化铝的抗拉强度为约290mpa。尽管氧化钇稳定的氧化锆和氧化锆增韧的氧化铝被用作示例,但是本发明不限于此。表现出介电行为并且具有与金属的弹性模量类似的弹性模量的其他陶瓷材料也在本发明的范围内。
40.通过选择具有适当机械特性的陶瓷材料,可以用陶瓷部件代替金属部件。在一个示例中,这提供了较低的制造成本选择。在一个示例中,这为复杂的部件几何形状提供了更多的选择。在一个示例中,这在不需要单独的绝缘涂层比如聚合物涂层的情况下提供了电绝缘。
41.在一个示例中,医疗装置的结构部件由如下面的其他示例中所描述的陶瓷材料形成。结构部件的示例包括但不限于力承载杆、枢转接头、钳口本体、冲击器头部、切割刀片或其他切割工具等。
42.结构强度来自底层材料、比如金属的陶瓷涂覆的部件不被视为由陶瓷形成的结构部件。在一些示例中,结构陶瓷部件可以与金属部件结合以形成复合部件。复合部件仍可以包括由如本公开的示例中所描述的陶瓷形成的结构部分。
43.烧结陶瓷微观结构的不间断部分被定义为整体部分。在一个示例中,整个部件比如钳子钳口、清创器切割器或冲击器包括整体式烧结陶瓷微观结构。在其他示例中,仅部件比如钳子钳口、清创器切割器或冲击器的结构部分包括整体式烧结陶瓷微观结构。
44.通过由陶瓷形成整个结构部件,简化了部件的制造过程。仅需要一个成型步骤,而不是像金属部件那样需要第一成型步骤和单独的涂覆步骤。此外,在与金属部件相比时,低成本、高度可靠的陶瓷制造方法有利于制造出更高的几何复杂性。对于金属部件,通常使用片状金属来降低成本。因此,只有在片材中具有弯折部的平坦金属部件才可能作为几何形状的选择。利用如在本公开中所描述的烧结陶瓷方法,不存在片材材料的限制,并且因此可以以低制造成本方法实现更复杂的几何形状。
45.对于结构部件来说重要的是,选择具有适当材料特性的陶瓷材料。在一个示例中,陶瓷特性中的一些陶瓷特性由材料选择提供。在一些示例中,陶瓷特性还由产生期望的微观结构的制造过程提供。
46.图2a示出了根据一个示例的生坯状态陶瓷微观结构200。生坯状态陶瓷微观结构200包括许多陶瓷颗粒202和粘合剂204。处于生坯状态的陶瓷颗粒在点接触部206处彼此接触。在一个示例中,粘合剂204可以包括聚合物或黏合剂。在一个陶瓷制造操作中,陶瓷颗粒202与粘合剂204结合并且被按压成生坯状态坯件。在一个示例中,按压成生坯状态包括将陶瓷颗粒202和粘合剂204装入到筒形形状的模具开口中,并且用汽缸活塞进行按压,直到陶瓷颗粒202和粘合剂204充分致密并且通过粘合剂保持在一起为止。形成为如在图2a中通过微观结构200所图示的生坯状态的坯件可以被更容易地加工,或者可以在如在图2b中所示出的烧结之前成形为复杂的几何形状。
47.生坯状态坯件可以是任何数目的形状。如上所述,在一个示例中,坯件包括筒形形状。筒形可以更容易地进行加工操作、比如在图2a中所示的生坯状态下在车床上进行车削。生坯状态坯件的其他加工操作可以包括用以在坯件上形成平坦部段的铣削。在一个示例
中,计算机数控(cnc)机器可以用于从生坯状态坯件形成复杂的几何形状的部件,比如钳子钳口、清创器切割器或冲击器。
48.图2b示出了在如图2a中所图示的生坯状态微观结构上执行烧结操作之后的烧结微观结构250。烧结微观结构250相比于图2a的生坯状态微观结构200明显更硬且更坚韧。烧结过程烧掉了来自生坯状态的粘合剂204,并且陶瓷颗粒202中的材料在颗粒202之间迁移和合并,以使材料固化。
49.图2a的具有点接触部206的陶瓷颗粒202已经转变成具有长的连续晶界254的晶粒252。在所选择的示例中,在烧结之后保留了一些孔256。在一个示例中,选择的烧结温度和烧结时间可以被选择以控制来自最终产品中的孔256的孔隙的量。更高的温度和更长的烧结时间可以减少其余的孔256和/或孔尺寸。在下面的示例中对孔隙的优点进行更详细地讨论。
50.烧结可以包括在炉中升高生坯状态部件的温度,并且在该温度下保持一段时间。使部件从生坯状态成型然后烧结的一个优点包括能够在烧结之前、在材料相对较软的时候容易地形成复杂的几何形状。随后的烧结使具有复杂的几何形状的材料硬化并致密。由于陶瓷材料的高硬度和断裂强度,因此对烧结的或先前以其他方式形成的陶瓷坯件进行加工可能是困难的或不可能的。
51.图2b的烧结微观结构250仅示出了陶瓷晶粒252,然而本发明不限于此。微观结构250内可以包括作为增强结构或其他机械特性改性剂的附加的组分或颗粒。在一个示例中,钛或钛合金可以被包括在烧结微观结构中、例如被包括在晶界处,或者是孔256。在一个示例中,可以包括钨或钨合金。在一个示例中,包括但不限于纳米管、石墨、石墨烯等的碳结构可以被包括在微观结构250中。
52.图3a示出了与图1中所示的钳100类似的装置的附接至轴310的远端端部的端部执行器300。端部执行器300包括第一钳子钳口302和第二钳子钳口304。在所示的示例中,第一钳子钳口302和第二钳子钳口304绕枢转轴颈306旋转。在图3a的示例中,第一钳子钳口302和第二钳子钳口304两者均自由旋转,并且因此,该组钳口是双重作用。在其他示例中,一个钳口保持固定,而另一个钳口被允许绕枢转轴颈306旋转。仅一个钳口旋转被定义为单作用。
53.示出了凸轮308,凸轮308在凸轮接合槽303、305内行进。示出了联接至第一钳子钳口302的第一钳口面332的第一电极330,并且示出了联接至第二钳子钳口304的第二钳口面322的第二电极320。在一个示例中,第一电极330和第二电极320中的一者或更多者是单独的部件、比如片状金属部件,其使用机械的、黏合的或其他合适的紧固技术附接。在一个示例中,第一电极330和第二电极320中的一者或更多者直接沉积或以其他方式形成在烧结陶瓷微观结构的表面上。形成方法包括但不限于等离子喷射、电沉积、化学沉积、溅射或其他物理气相沉积。
54.在一个示例中,第一钳子钳口302是整体式的,并且包括从第一钳口面332、穿过枢转轴颈306并且到凸轮接合槽303的整体式烧结陶瓷微观结构。在一个示例中,第二钳子钳口304同样包括整体式烧结陶瓷微观结构。在第一钳子钳口302的示例中,第一钳口面322是结构部分,枢转轴颈306是结构部分,并且凸轮接合槽303是结构部分。在一个示例中,任何数目的结构部分可以包括如所描述的整体式烧结陶瓷微观结构。
55.图3b示出了弯曲的钳口端部执行器350。示出了第一钳口352和第二钳口354。每个钳口352、354包括电极370。与上述示例类似,在一个示例中,电极370是单独的部件、比如片状金属部件,其使用机械的、黏合的或其他合适的紧固技术附接。在一个示例中,电极370直接沉积或以其他方式形成在烧结陶瓷微观结构的表面上。形成方法包括但不限于等离子喷射、电沉积、化学沉积、溅射或其他物理气相沉积。
56.示出了在电极表面上方延伸的一个或更多个突出部372。在操作中,期望使电极370靠近在一起,但是彼此不直接接触。在操作中,电极370在钳口352、354关闭时通电,以向夹持在钳口352、354之间的组织提供局部加热。如果钳口实际碰触到,则将导致局部短路,并且将不会发生预期的组织烧灼。
57.在一个示例中,当使用如上所述的烧结制造技术时,很容易将一体形成的突出部372结合在钳口面上。在这样的示例中,整体式烧结陶瓷微观结构部分包括突出部372。
58.图3c示出了包括突出部384的钳口380的示例。在所示的示例中,钳口表面382和突出部384由生坯状态坯件一体地形成。在烧结之后,钳口表面382和突出部384是整体式的,并且包括烧结陶瓷微观结构。示出了绕突出部384延伸的电极386,在电极386中留下了敞开的空间388。在图3c中所示的示例中,敞开的空间388延伸至电极380的边缘。由于敞开的空间388的存在,因此突出部384没有被电极386完全横向封围。在其他示例中,电极386包围每个突出部384。示出了联接至电极386的传导迹线390。在一个示例中,传导迹线390在用户控件所在的装置的近端端部处联接至能量源、比如电池和/或控制电路。
59.将烧结陶瓷微观结构用于钳子钳口或其他端部执行器的一个优点包括烧结陶瓷微观结构的介电特性。由于陶瓷是电介质,因此不需要单独的绝缘层、比如聚合物涂层来隔离电信号或传输的能量。金属钳口或其他金属端部执行器部件必须被涂覆,或者需要具有涂覆的壳体的线材,以防止不希望的短路。
60.在一个示例中,传导迹线390直接沉积或以其他方式形成在烧结陶瓷微观结构的表面上。在一个示例中,电极中的一个或更多个电极直接沉积或以其他方式形成在烧结陶瓷微观结构的表面上。形成方法包括但不限于等离子喷射、电沉积、化学沉积、溅射或其他物理气相沉积。从蒸汽、等离子体等中沉积电极或迹线是容易且廉价的。当在不规则的几何形状上进行沉积时,很容易覆盖任何不寻常的变化,而无需任何过度的努力或成本。
61.图4a至图4c图示了在一个示例中用于连接不同部件的烧结陶瓷微观结构的另一特征。图4a示出了具有锁定特征406的部件402。示出了具有开口410的生坯状态陶瓷部分408。在所示的示例中,开口410包括与锁定特征406相对应的配合特征412。由于烧结操作导致生坯状态部件以可预测的方式收缩,因此配合特征412可以在处于生坯状态时定尺寸成允许锁定特征406进入开口410。
62.图4b示出了锁定部件406在陶瓷部分408处于生坯状态时可以如何定尺寸成配装在开口410内。在部件402与生坯状态陶瓷部分408之间形成直接界面422。在图4b中,在开口410的表面中的一个或更多个表面与锁定特征406之间保留有间隙424。
63.在图4c中,陶瓷部分408已经经历烧结,并且已经经历收缩。至少沿着方向444的收缩提供锁定功能。尽管均匀收缩是典型的,但是沿着特定方向的收缩大于沿着其他方向的收缩的示例也在本发明的范围内。在这样的示例中,陶瓷部分408沿期望的方向的收缩与期望的收缩一致。如图4c中所示,锁定特征406现在被锁定在配合特征412内。由于烧结期间的
收缩,间隙424被减少或消除,并且锁定特征406由烧结陶瓷微观结构固定。可以通过图4a至图4c中描述的过程固定的部件的示例包括但不限于钳口上的电极、电迹线、切割器、冲击器部件等。
64.在一个示例中,当使用电钳时,在夹持组织之后,可能期望使用以上示例中所描述的电极来烧灼组织。当组织被电极加热时,由于大多数组织的水含量,因此可能会产生蒸汽。在一些情况下,在电极处逸出的蒸汽可能会对电极两侧相邻的其他组织造成不希望的热损伤。期望减轻该问题,或者完全消除该问题。在一个示例中,蒸汽本身被从电极引导至可能发生较少损伤的另外的位置。在一个示例中,来自蒸汽的热使用热传递通道被引导走,并且其余蒸汽或水由于热量被移除而损伤较小。尽管使用钳作为示例,但是本发明并不限于此。需要移除热的其他装置也可以使用所描述的构型。示例包括但不限于旋转切割器或其他旋转部件中的摩擦散热。
65.图5示出了减轻或消除这种发热问题和其他问题的装置构型的框图。装置500的第一区域510示出为通过热传递通道502联接至装置500的第二区域520。在一个示例中,由烧结陶瓷微观结构提供的一定量的孔隙(比如图2b中描述的孔隙)可以用作热传递通道502。
66.在一个示例中,烧结陶瓷微观结构在不使用孔隙的情况下更好地有利于热传递通道502的构造。在一个示例中,热传递通道502包括联接至烧结陶瓷微观结构的导热迹线。导热迹线的示例包括金属迹线。金属迹线可以使用上述方法比如等离子喷射、电沉积、化学沉积、溅射或其他物理气相沉积方法沉积或以其他方式附接。
67.在一个示例中,在生坯状态下构造复杂的几何形状然后烧结以形成最终部件的改进能力更好地有利于热传递通道502的构造。在一个示例中,热传递通道502包括沟槽,其中,金属迹线形成在沟槽内。这样的构型在三个侧面上提供了与周围组织或其他结构的热绝缘,其中,热传导沿着金属迹线被引导。
68.在一个示例中,没有金属迹线的沟槽提供了一定水平的热传递。沟槽构型提供了用于移动空气或蒸汽以将其从一个位置传递至热损伤较小的另一位置的路径。尽管沟槽被用作示例,但是允许蒸汽或热气体从一个位置移动至另一位置的其他路径也包括在本发明的范围内。在一个示例中,包括封围的管或其他封围的通道。在一个示例中,还包括相比于沟槽封围较小的路径、比如“l”形通道。
69.包括在热传递通道502中的金属迹线在物理上将是不同的,并且在许多构型中是能够检测的。例如,与拉拔线材或其他机械形成的金属导体相比,溅射或物理气相沉积的金属迹线将包括特定的晶粒结构。等离子喷射的金属导体或化学气相沉积的导体也将包括能够在最终产品中检测到的独特物理结构。
70.图6示出了装置600,该装置600包括根据一个示例的电外科手术钳的部件。装置600包括钳子钳口604。出于说明的目的,图6中仅示出了钳子钳口604的一部分的横截面。在一个示例中,钳子钳口604包括烧结陶瓷微观结构区域。钳子钳口604的顶表面605联接有电极608。
71.如上所述,通过使用电极608加热组织可能会产生蒸汽。期望使蒸汽和/或热移动远离电极608的边缘606。在一个示例中,洞、通道、沟槽或其他通路从边缘606通向远离电极608的位置。在一个示例中,散热器614与电极608间隔开,并且热和/或蒸汽被引导至散热器614。在操作中,散热器614可以安全地升高温度,并且将热保持在远离电极608的安全距离
处,在该安全距离处,热不会损伤处于不希望的位置中的组织。
72.在图6的一个示例中,电极608中的第一开口610允许蒸汽从边缘606重新引导至热传递通道616。如通过箭头611所图示的,蒸汽然后沿着热传递通道616行进至散热器614。在一个示例中,热传递通道616包括联接至钳子钳口604的烧结陶瓷微观结构的导热材料。在一个示例中,导热材料的热传导系数高于烧结陶瓷微观结构的热传导系数,以有利于热传导。导热材料的示例包括但不限于金属和金属合金。在一个示例中,在热传递通道616中使用导热材料,热通过导热材料传递,但蒸汽不一定,蒸汽可能被导热材料以物理的方式阻挡。通过来自边缘606处的蒸汽的热的传递来实现对所产生的任何蒸汽的冷却。
73.在另一示例中,在热传递通道616中使用敞开的通路比如沟槽、通道或其他定向敞开的空间。在这样的示例中,蒸汽本身可以被允许通过通路从边缘606以物理的方式逸出至散热器614。在一个示例中,导热材料和敞开的通路的组合增强了蒸汽和来自蒸汽的热的传递。
74.图6中还示出了第二开口612,第二开口612允许蒸汽从边缘606穿过电极608进入钳子钳口604的一部分,该部分包括至少一定量的孔隙。在一个示例中,钳子钳口604的部分的烧结陶瓷微观结构邻近电极608定位,使得孔隙允许蒸汽从边缘606逸出。在图6的示例中,如通过箭头613所示出的,蒸汽被引导穿过烧结陶瓷微观结构中的孔隙。在一个示例中,蒸汽被引导至散热器614。在其他示例中,蒸汽被引导至远离电极608的位置,但不一定被引导至散热器614。
75.在钳子钳口604的制造中,可以通过改变处理条件来控制孔隙的量和孔隙的结构。例如,较短的加热时间可以启动烧结过程,该烧结过程使来自生坯状态的陶瓷颗粒在接触点处接合,但是留下孔。较长的加热时间可以进一步完成烧结过程并且减少孔隙。在其他示例中,改变处于生坯状态的起始陶瓷颗粒尺寸可以控制孔的尺寸。变化的孔隙提供了对如上所述的蒸汽传递的速度和量的控制。
76.尽管开口610、612示出为圆形洞,但是本发明不限于此。允许蒸汽和/或热移动远离部分、比如电极608的边缘606的任何通路或通道都在本发明的范围内。例如,电极608侧面的切口也可以允许热和/或蒸汽从边缘606通过。此外,尽管热传递通道616以框图的形式示出为矩形,但是允许热和/或蒸汽从边缘606通过的任何几何形状都在本发明的范围内。此外,尽管散热器614在图6中示出为用于收集热,但是其他选择的示例装置仅将热和/或蒸汽引导远离边缘606,而没有诸如散热器614之类的特定结构来将热保持在任何一个位置中。
77.图6还示出了通过连接件622联接至散热器614的可选的热管620。热管620或其他冷却结构比如冷却翅片、珀耳帖装置等可以用于为所述示例提供进一步的冷却。在一个示例中,热管620通过蒸发热管内的封围介质、比如水并且在远端位置处冷却蒸发的水来使热进一步消散。图6以框图形式图示了热管620。受益于本公开的本领域普通技术人员将认识到的是,热管620的部分可以直接联接至热传递通道616,或者联接至中间散热器614。
78.其他装置也受益于如上面示例中所描述的烧结陶瓷微观结构。图7示出了清创器700。清创器包括联接至轴704的端部的端部执行器701。在一个示例中,端部执行器701包括循环刀片和邻近于循环刀片的边缘的对应刀片。在图7中,固定刀片702是可见的,并且循环刀片(未示出)在固定刀片702内旋转或循环。在一个示例中,端部执行器701的一个或更多
个部件包括烧结陶瓷微观结构。例如,刀片中的任一者或两者可以包括烧结陶瓷微观结构。在一个示例中,轴704的全部或一部分包括烧结陶瓷微观结构。相比于金属的优点包括但不限于复杂的几何形状的简化制造、摩擦部件比如旋转切割器的耐磨性、以及电阻率。
79.图7还示出了电迹线706。在一个示例中,电迹线706可以用于将热、比如通过循环刀片的摩擦产生的热引导远离端部执行器701。在一个示例中,电迹线706联接有电极708。电极708可以是传感器的一部分,并且提供许多功能,所述许多功能包括但不限于热感测、身体化学的感测、应用感测的药物化学、接收或传输电信号等。烧结陶瓷微观结构的电阻率优点有利于电迹线706容易地沉积在烧结陶瓷微观结构的表面上。此外,电迹线706可以形成在复杂的几何形状、比如沟槽内,其提供了对电迹线706的增强的保护,同时仍然是电隔离的。在所选择的示例中,烧结陶瓷微观结构被包括在清创器700的结构部分上。在所选择的示例中,烧结陶瓷微观结构被包括在清创器700的非结构部分上。
80.图8a示出了另一个装置,该装置受益于如上面示例中所描述的烧结陶瓷微观结构。图8a示出了根据一个示例的碎石机800。在图8a中,中空的轴802从手持件804伸出。控制器820通过未示出的连接线与轴802和手持件804结合使用。在一个示例中,轴802的远端端部806的至少一部分包括整体式烧结陶瓷微观结构。与图7的清创器的示例类似,相比于金属的优点包括但不限于复杂的几何形状的简化制造以及电阻率。所选择的碎石机的示例中的循环部件也受益于相比于金属的改善的磨损减少和摩擦减少。
81.图8b示出了在轴的远端端部806b处的冲击表面的一个示例。在操作中,轴802以选定的频率振动,并且使用远端端部806b冲击障碍物、比如肾结石。然后通过中央开口801移除断裂部分。在一个示例中,图8b中所示的轴802的远端部分806b包括整体式烧结陶瓷微观结构。在一个示例中,与金属上的陶瓷涂层——其中,金属提供结构——相比,至少远端部分806b是结构性的。
82.图8b还示出了电迹线808。如上面的示例,电迹线808可以用于将热引导远离远端部分806b。在一个示例中,电迹线808联接有电极809。电极809可以是传感器的一部分,并且提供许多功能,所述许多功能包括但不限于热感测、身体化学的感测、应用感测的药物化学、接收或传输电信号等。
83.图8c示出了在轴的远端端部806c处的冲击表面的另一示例。远端端部806c包括外管810和内管811。在操作中,内管811在外管810内来回循环。使用远端端部806b冲击障碍物、比如肾结石。然后通过中央开口803移除断裂部分。在一个示例中,图8c中所示的远端部分806c的一个或更多个部件包括整体式烧结陶瓷微观结构。例如,一个或两个管810、811的一部分可以包括整体式烧结陶瓷微观结构。在一个示例中,与金属上的陶瓷涂层——其中,金属提供结构——相比,至少远端部分806c是结构性的。
84.与图8b类似,在一个示例中,远端端部806c还示出了电迹线812。如上面的示例,电迹线812可以用于将热引导远离远端部分806c。在一个示例中,电迹线812联接有电极813。电极813可以是传感器的一部分,并且提供多种功能,所述许多功能包括但不限于热感测、身体化学的感测、应用感测的药物化学、接收或传输电信号等。
85.图8d示出了根据一个示例的轴802的一部分的横截面。在图8d中,与上面描述的电迹线808或812类似的电迹线832至少部分地凹入沟槽834内。沟槽834形成在轴802的侧壁836内。如在上面的示例中所描述的,烧结陶瓷微观结构的一个优点包括能够制造复杂的几
何形状、比如沟槽834。此外,如在图8d中所图示的,陶瓷的电阻率在三个侧面上提供迹线832的电绝缘。
86.图9示出了制造钳的方法的一个示例流程图。在操作902中,形成包括陶瓷粉末的生坯状态工件。在操作904中,加工生坯状态工件以形成生坯状态钳口部件。在操作906中,对生坯状态钳口部件进行烧结以形成具有整体式烧结陶瓷微观结构的陶瓷钳口部件。尽管在图9的制造步骤中描述了钳子钳口,但是可以以类似的方法制造用于其他装置的其他部件。例如,可以在类似的操作中制造清创器部件或碎石机部件。
87.为了更好地说明本文中公开的方法和设备,在此提供了实施方式的非限制性列表:
88.示例1包括一种钳子钳口。所述钳子钳口包括钳口接触表面以及联接至所述钳口接触表面的电极,其中,整体式烧结陶瓷微观结构是所述钳口的结构部分。
89.示例2包括根据示例1的钳子钳口,其中,所述整体式烧结陶瓷微观结构包括氧化钇稳定的氧化锆。
90.示例3包括根据示例1至2中的任一者的钳子钳口,其中,所述整体式烧结陶瓷微观结构包括氧化锆增韧的氧化铝。
91.示例4包括根据示例1至3中的任一者的钳子钳口,其中,所述钳子钳口的所述结构部分包括枢转轴颈。
92.示例5包括根据示例1至4中的任一者的钳子钳口,其中,所述钳子钳口的结构部分包括凸轮接合槽。
93.示例6包括根据示例1至5中的任一者的钳子钳口,其中,所述电极包括通过烧结陶瓷特征固定的锁定特征。
94.示例7包括根据示例1至6中的任一者的钳子钳口,还包括联接至所述电极的电迹线,所述电迹线附接至所述钳子钳口的所述整体式烧结陶瓷微观结构的表面。
95.示例8包括根据示例1至7中的任一者的钳子钳口,还包括联接至所述钳口接触表面的至少一个突出部,其中,所述至少一个突出部定尺寸或布置成在电极表面上方延伸,以防止所述电极在所述钳子钳口处于关闭位置时与相对的电极接触。
96.示例9包括根据示例1至8中的任一者所述的钳子钳口,其中,所述至少一个突出部由所述整体式烧结陶瓷微观结构一体地形成。
97.示例10包括一种清创器。所述清创器包括位于轴的端部处的多个端部执行器部件。所述端部执行器部件包括循环刀片和邻近于所述循环刀片的边缘的对应刀片,其中,所述端部执行器部件中的一个或更多个端部执行器包括整体式烧结陶瓷微观结构。
98.示例11包括根据示例10的清创器,还包括联接至所述整体式烧结陶瓷微观结构的表面的电迹线。
99.示例12包括根据示例10至11中的任一者的清创器,其中,多个所述端部执行器部件还包括烧灼电极,并且其中,所述电迹线联接至所述烧灼电极。
100.示例13包括根据示例10至12中的任一者的清创器,其中,所述电迹线凹入所述整体式烧结陶瓷微观结构中的沟槽内。
101.示例14包括一种碎石机。所述碎石机包括从手持件伸出的中空的轴和位于所述中空的轴的远端端部处的冲击表面,其中,所述轴的所述远端端部的至少一部分包括整体式
烧结陶瓷微观结构。
102.示例15包括根据示例14的碎石机,还包括联接至所述整体式烧结陶瓷微观结构的表面的电迹线。
103.示例16包括根据示例14至15中的任一者的碎石机,其中,所述电迹线凹入所述整体式烧结陶瓷微观结构中的沟槽内。
104.示例17包括根据示例14至16中的任一者的碎石机,其中,所述冲击表面包括整体式烧结陶瓷微观结构。
105.示例18包括一种钳。所述钳包括位于轴的端部处的钳口、沿着所述轴布设并且联接至所述钳口中的一个或更多个钳口的钳口致动器、以及联接至所述钳口的相对表面的电极对,其中,所述钳口中的至少一个钳口包括烧结陶瓷微观结构区域。所述钳包括位于所述烧结陶瓷微观结构区域中的用于在操作时优先将热引导远离所述电极对中的第一电极的热传递通道。
106.示例19包括根据示例18的钳,其中,所述钳口中的仅一个钳口能够响应于所述钳口致动器而相对于所述轴移动。
107.示例20包括根据示例18至19中的任一者的钳,其中,两个钳口均能够响应于所述钳口致动器而相对于所述轴移动。
108.示例21包括根据示例18至20中的任一者的钳,其中,所述热传递通道包括联接至所述烧结陶瓷微观结构的导热材料,其中,所述导热材料的热传导系数高于所述烧结陶瓷微观结构的热传导系数。
109.示例22包括根据示例18至21中的任一者的钳,其中,所述热传递通道包括至少部分地位于壁内的用于在操作时引导来自所述电极对中的第一电极的蒸汽的敞开的空间。
110.示例23包括根据示例18至22中的任一者的钳,还包括远离所述电极对定位的散热器,其中,所述热传递通道布设在所述第一电极与所述散热器之间。
111.示例24包括根据示例18至23中的任一者的钳,还包括远离所述电极对定位的热管,其中,所述热传递通道布设在所述第一电极与所述热管之间。
112.示例25包括一种钳。所述钳包括位于轴的端部处的钳口、沿着所述轴布设并且联接至所述钳口中的一个或更多个钳口的钳口致动器、以及联接至所述钳口的相对表面的电极对,其中,所述钳口中的至少一个钳口包括具有孔隙的烧结陶瓷微观结构区域,并且其中,所述烧结陶瓷微观结构区域邻近所述电极对的第一电极定位,使得所述孔隙在操作时允许蒸汽从所述电极对的所述第一电极附近逸出。
113.示例26包括根据示例25的钳,还包括远离所述电极对定位的散热器,其中,所述孔隙在操作时在所述第一电极与所述散热器之间引导蒸汽。
114.示例27包括根据示例25至26中的任一者的钳,还包括远离所述电极对定位的热管,其中,所述孔隙在操作时在所述第一电极与所述热管之间引导蒸汽。
115.示例28包括一种制造钳的方法。所述方法包括:形成包括陶瓷粉末的生坯状态工件;加工所述生坯状态工件以形成生坯状态钳口部件;以及烧结所述生坯状态钳口部件以形成具有整体式烧结陶瓷微观结构的陶瓷钳口部件。
116.示例29包括根据示例28的方法,还包括将电极附接至所述陶瓷钳口部件的抓握表面。
117.示例30包括根据示例28至29中的任一者的方法,其中,附接电极包括将金属等离子喷射到所述陶瓷钳口部件上。
118.示例31包括根据示例28至30中的任一者的方法,其中,附接电极包括将金属溅射到所述陶瓷钳口部件上。
119.示例32包括根据示例28至31中的任一者的方法,其中,附接电极包括将单独形成的电极的电极特征插入到所述生坯状态钳口部件内的腔中,并且使所述腔由于烧结而收缩在所述电极特征上。
120.示例33包括根据示例28至32中的任一者的方法,还包括将传导迹线附接到所述陶瓷钳口部件上并且将所述传导迹线联接至所述电极。
121.贯穿本说明书,多个实例可以实现被描述为单个实例的部件、操作或结构。尽管一种或更多种方法的各个操作被图示和描述为单独的操作,但是各个操作中的一个或更多个操作可以同时执行并且不要求以所图示的顺序执行操作。在示例构型中被呈现为分离部件的结构和功能可以被实现为组合的结构或部件。类似地,被呈现为单个部件的结构和功能可以被实现为单独的部件。这些和其他变型、修改、添加和改进落入本文中的主题的范围内。
122.尽管已经参照具体示例实施方式描述了创新性主题的概述,但是在不脱离本公开的实施方式的较宽范围的情况下,可以对这些实施方式进行各种修改和改变。创新性主题的这样的实施方式在本文中可以仅出于方便而单独地或共同地通过术语“发明”来指代,并且,如果事实上公开了多于一个的公开或创新性构思,不意在将本技术的范围自愿地限制为任何单个公开或创新性构思。
123.对本文中图示的实施方式进行了足够详细的描述,以使本领域技术人员能够实践所公开的教示。可以使用其他实施方式并且从中得出其他实施方式,使得可以在不脱离本公开的范围的情况下进行结构和逻辑上的替代和改变。因此,具体实施方式不应当被认为具有限制意义,并且各种实施方式的范围仅由所附权利要求以及这样的权利要求被赋予的等同物的全部范围来限定。
124.如本文中使用的,术语“或”可以被解释为包含性或排他性意义。此外,可以针对在本文中被描述为单个实例的资源、操作或结构提供多个实例。此外,各种资源、操作、模块、引擎与数据存储之间的边界在某种程度上是任意的,并且特定操作在具体说明性构型的上下文中示出。功能的其他分配被设想,并且可以落入本公开的各种实施方式的范围内。通常,在示例构型中作为单独资源的结构和功能可以被实现为组合的结构或资源。类似地,作为单个资源呈现的结构和功能可以被实现为单独的资源。这些和其他变型、修改、添加和改进落入如由所附权利要求表示的本公开的实施方式的范围内。因此,说明书和附图被认为是说明性意义而不是限制性意义。
125.出于说明的目的,已经参照具体示例实施方式描述了前述描述。然而,上面的说明性讨论并非意在是穷举性的或者将可能的示例实施方式限制为所公开的精确形式。鉴于上面的教示,许多修改和变型是可能的。选择和描述示例实施方式以便最佳地解释所涉及的原理及其实际应用,以由此使本领域的其他技术人员能够最佳地利用具有适合于构想的特定用途的各种修改的各种示例实施方式。
126.还将理解的是,尽管术语“第一”、“第二”等在本文中可以用于描述各种元件,但是
这些元件不应当受这些术语的限制。这些术语仅用于区分一个元件和另一个元件。例如,第一接触部可以被称为第二接触部,并且类似地,在不脱离本示例实施方式的范围的情况下,第二接触部可以被称为第一接触部。第一接触部和第二接触部均为接触部,但是第一接触部和第二接触部不是同一接触部。
127.在本文中的示例实施方式的描述中使用的术语仅出于描述特定示例实施方式的目的并且不意在是限制性的。如在示例实施方式和所附示例的描述中使用的,除非上下文另有明确指示,否则单数形式“一”、“一种”和“该”也意在包括复数形式。还将理解的是,如本文中使用的术语“和/或”是指并涵盖相关联的所列项目中的一个或更多个相关联的所列项目的任何和所有可能的组合。还将理解的是,当在本说明书中使用术语“包括”和/或“包含”时,指定所阐述的特征、整数、步骤、操作、元件和/或部件的存在,但是并不排除一个或更多个其他特征、整数、步骤、操作、元件、部件和/或其组合的存在或添加。
128.如本文中使用的,根据上下文,术语“如果”可以被解释为意指“在
……
时”或“在
……
之后”或“响应于确定”或“响应于检测”。类似地,根据上下文,短语“如果确定”或“如果检测到[所阐述的条件或事件]”可以被解释为意指“在确定之后”或“响应于确定”或“在检测到[所阐述的条件或事件]之后”或“响应于检测到[所阐述的条件或事件]”。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。