1.本发明涉及超声无损检测技术领域,特别提供了一种钛合金整体叶盘件多频率水浸超声检查方法。
背景技术:
2.钛合金整体叶盘目前广泛应用于航空发动机压气机转子和风扇转子等核心部件,检测灵敏度通常为φ0.8mm或φ1.2mm当量平底孔,噪声拒收要求通常为当量平底孔波幅的一半或者1/4;按常规航空钛盘超声检测标准要求,应采用5mhz探头进行缺陷检测和底波扫查。但相较于常规航空钛盘,整体叶盘尺寸和厚度较大:直径接近900mm,端面单侧最大检测深度接近100mm,采用5mhz探头进行缺陷检测时,噪声幅度过高,影响缺陷检出,而盘件金相解剖图显示该处组织符合标准要求,因此排除了组织不合格造成噪声过高的可能性。应针对钛合金整体叶盘设计专用超声检测技术。
3.人们迫切希望获得一种技术效果优良的钛合金整体叶盘件多频率水浸超声检查方法。
技术实现要素:
4.本发明的目的是提供一种技术效果优良的钛合金整体叶盘件多频率水浸超声检查方法。根据钛合金整体叶盘外形和组织特点,解决检测噪声过高和底波损失评定问题。
5.本发明提供了一种钛合金整体叶盘件多频率水浸超声检查方法,具体步骤如下:
6.步骤一,将钛合金整体叶盘件放置在水中,盘件端面朝上;
7.步骤二,采用不同焦距的水浸点聚焦探头在水下对钛合金整体叶盘件的检测面进行探测,并在不同深度进行分区聚焦检测;
8.步骤三,采用水浸探头对钛合金整体叶盘件进行底波监控。水浸探头从钛合金整体叶盘件的检测面进行探测,在钛合金整体叶盘件的底面形成反射。
9.优选的,所述水浸点聚焦探头的频率为10mhz。
10.优选的,所述水浸探头的频率为5mhz。
11.采用所述钛合金整体叶盘件多频率水浸超声检查方法,可以用于钛合金整体叶盘锻件供应商出厂检测以及采购方入厂复验。由于该类盘锻件价格昂贵,后续加工成本极高,采用该技术进行超声检测,具备更高的检测灵敏度,从而避免后续加工成本的经济损失。具备较高的信噪比和更合理的底波判定,从而避免因盘件质量的误判而造成的经济损失。因此,该方法具有重大的经济效益。
附图说明
12.下面结合附图及实施方式对本发明作进一步详细的说明:
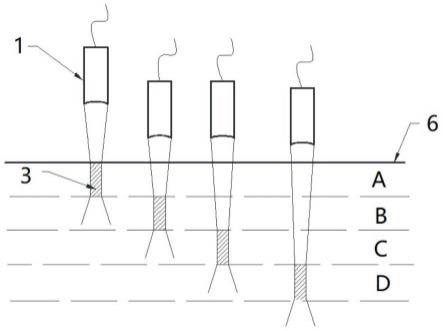
13.图1为水浸点聚焦分区示意图;
14.图2为底波监控原理图。
具体实施方式
15.实施例1
16.本实施例公开了一种钛合金整体叶盘件多频率水浸超声检查方法,具体步骤如下:
17.按常规超声检测理论,当被检件出现噪声较高的现象时,应更换低频率探头进行检测。但钛合金整体叶盘灵敏度通常为φ0.8mm或φ1.2mm当量平底孔,按超声波理论,使用频率≥5mhz的探头才可以确保缺陷的检出,而采用5mhz探头对厚度较大钛合金整体叶盘进行缺陷检测时,噪声幅度过高,因此本实施例采用检测性能更优异的10mhz水浸点聚焦探头进行检测;为了弥补10mhz探头能量衰减较快、检测范围有限的缺点,采用不同焦距的10mhz探头,利用其焦柱区针对不同检测深度范围进行检测,各探头对应的检测深度范围见表1,水浸点聚焦分区检测原理图见图1;由于10mhz探头较5mhz探头波长较短,对材质变化较敏感,检测时容易夸大底波损失程度,因此本技术按照常规航空钛盘超声检测标准要求,采用5mhz水浸探头进行底波监控,底波检测原理图见图2。
18.表1
[0019][0020]
所述钛合金整体叶盘件多频率水浸超声检查方法步骤如下:
[0021]
步骤一,将钛合金整体叶盘件放置在水中,盘件端面朝上;
[0022]
步骤二,采用不同焦距的水浸点聚焦探头1在水下对钛合金整体叶盘件的检测面6进行探测,并在不同深度进行分区聚焦检测;水浸点聚焦探头1与检测面之间的水距至少保证一次界面波在一次底波之后,或至少保证一次界面在所检区域之后。
[0023]
将钛合金整体叶盘件在水下划分出不同深度的检测区,例如,检测区a、检测区b、检测区c、检测区d,水浸点聚焦探头1产生的焦柱区3对不同深度的检测区进行检测。
[0024]
步骤三,采用水浸探头2对钛合金整体叶盘件进行底波监控。水浸探头2从钛合金整体叶盘件的检测面进行探测,在钛合金整体叶盘件的底面7形成反射。
[0025]
水浸探头2发出的声束遇到粗糙组织或者缺陷组织4在钛合金整体叶盘件的底部产生的反射波幅较低,水浸探头2形成的声束8遇到细腻组织5在钛合金整体叶盘件的底部产生的反射波幅较高。
[0026]
优选的,所述水浸点聚焦探头1的频率为10mhz。
[0027]
优选的,所述水浸探头2的频率为5mhz。
技术特征:
1.一种钛合金整体叶盘件多频率水浸超声检查方法,其特征在于:钛合金整体叶盘件多频率水浸超声检查方法具体步骤如下:步骤一,将钛合金整体叶盘件放置在水中,盘件端面朝上;步骤二,采用不同焦距的水浸点聚焦探头(1)在水下对钛合金整体叶盘件的检测面(6)进行探测,并在不同深度进行分区聚焦检测;步骤三,采用水浸探头(2)对钛合金整体叶盘件进行底波监控,水浸探头(2)从钛合金整体叶盘件的检测面(6)进行探测,在钛合金整体叶盘件的底面(7)形成反射。2.按照权利要求1所述钛合金整体叶盘件多频率水浸超声检查方法,其特征在于:所述水浸点聚焦探头(1)的频率为10mhz。3.按照权利要求2所述钛合金整体叶盘件多频率水浸超声检查方法,其特征在于:所述水浸探头(2)的频率为5mhz。
技术总结
本发明公开了一种钛合金整体叶盘件多频率水浸超声检查方法,步骤包括:步骤一,将钛合金整体叶盘件放置在水中,盘件端面朝上;步骤二,采用不同焦距的水浸点聚焦探头在水下对钛合金整体叶盘件的检测面进行探测,并在不同深度进行分区聚焦检测;由于该类盘锻件价格昂贵,后续加工成本极高,采用采用所述钛合金整体叶盘件多频率水浸超声检查方法,具备更高的检测灵敏度,从而避免后续加工成本的经济损失。具备较高的信噪比和更合理的底波判定,从而避免因盘件质量的误判而造成的经济损失。因此,该方法具有重大的经济效益。该方法具有重大的经济效益。该方法具有重大的经济效益。
技术研发人员:朱萍 董德秀 苗旗健 柏镇 李永
受保护的技术使用者:中国航发沈阳黎明航空发动机有限责任公司
技术研发日:2022.10.21
技术公布日:2023/1/31
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
