1.本发明涉及转向球头加工领域,具体涉及一种转向球头液压封口装置和方法。
背景技术:
2.转向球头被广泛应用于民用、军用车辆转向系统。在装配转向球头后,其球头销尾部弹簧压盖封口多采用滚压封口及液压封口方式,其中滚压封口操作过程繁琐、难度大;液压封口时球头销尾部弹簧压盖由于受到内部弹性件的作用,容易造成封口不到位,以及封口过程中人工定位存在安全隐患。本发明主要通过设计液压封口装配辅助工艺装置。
技术实现要素:
3.针对现有技术存在的不足,本发明要解决的技术问题是提供一种转向球头液压封口装置和方法,在实现球头销弹簧压盖精准定位的情况下,一次性对转向球头封口成型,提升装配效率,保证产品装配质量。
4.为了实现上述目的,本发明是通过如下的技术方案来实现:一种转向球头液压封口装置,包括:
5.固定座,所述固定座能对倒置的待封口的转向球头形成支撑并固定;及
6.封口总成,所述封口总成位于所述固定座的正上方,并与外界液压机构连接,所述液压机构能驱动所述封口总成能相对于转动球头上下垂直升降,所述封口总成能弹性伸缩,所述封口总成的底部能与转向球头尾部的弹簧压盖上的契合平面对准和契合,所述封口总成能将所述弹簧压盖向下压缩至封口位置,所述封口总成的底部设置有冲压结构,所述冲压结构能将所述转向球头上预留的凸起余料冲压以将所述弹簧压盖压紧固定。
7.进一步地,所述封口总成包括封口座、上铜套、下铜套、弹性件和定位压盖,所述封口座位于所述固定座的正上方,并能上下升降,所述封口座的底面上开设有向内凹陷的安装孔,所述上铜套与所述下铜套相互插接配合,且所述上铜套与所述安装孔安装在所述安装孔内,所述定位压盖同轴的连接在所述下铜套远离所述上铜套的端部,且所述定位压盖能与所述契合平面契合,所述弹性件能滑动套接在所述上铜套和下铜套外,且所述弹性件的两端分别与所述封口座和定位压盖固定连接;所述冲压结构为环形的冲压槽,所述冲压槽沿着所述安装孔的边缘设置,所述冲压槽能将所述凸起余料冲压成型并压紧在所述弹簧压盖。
8.进一步地,所述弹性件的弹性劲度系数大于所述转动球头中的弹簧的弹性劲度系数。
9.进一步地,所述上铜套与所述安装孔螺纹连接。
10.进一步地,所述下铜套与所述定位压盖螺纹连接。
11.进一步地,所述契合平面为向内凹陷的倒锥形面,所述定位压盖的底部为与所述倒锥形面适配的凸出部,所述凸出部能与所述倒锥形面插接。
12.进一步地,所述上铜套与所述下铜套接触面之间设置有润滑油。
13.一种转向球头液压封口方法,包括如下步骤:
14.将需要封口的转向球头以弹簧压盖竖直朝上的姿态固定放置在固定座上;
15.启动封口总成整体适当下压,直至封口总成定位压盖与弹簧压盖顶部的契合平面契合;
16.再次启动压封口总成下压,直至封口总成下端的冲压槽将转向球头上预留的凸起余料冲压成型并压紧在弹簧压盖上,将弹簧压盖压紧固定;
17.封口总成回缩,将封口完成的转向球头取下。
18.本发明的有益效果:
19.上述转向球头液压封口装置和方法,使用时,先将转向球头以弹簧压盖竖直朝上的姿态固定在固定座上,随后启动封口总成下压一断距离,封口总成下部将转向球头的弹簧压盖定位并压缩到封口位置,随后封口总成继续下压,封口总成的底部设置的冲压结构能将转向球头上预留的凸起余料冲压以将弹簧压盖压紧,则可完成转向球头的封口。
20.采用此种封口装置和方法,通过固定座的定位,能保证转向球头在封口过程的位置固定,同时,在封口总成下压的过程中,封口总成能实现与弹簧压盖上的契合平面a对准和契合,并完成凸起余料冲压并封口,最终实现通过一次性操作实现契合和封口两个操作,进而提高封口效率,并且,由于在契合过程和封口过程在同一次下压形成中产生,待封口件在此过程中不发生位移,则可减少位置误差形成机率,在与固定座的配合下,实现精准定位,进而提升装配效率,保证产品装配质量。
附图说明
21.为了更清楚地说明本发明具体实施方式,下面将对具体实施方式中所需要使用的附图作简单地介绍。在所有附图中,各元件或部分并不一定按照实际的比例绘制。
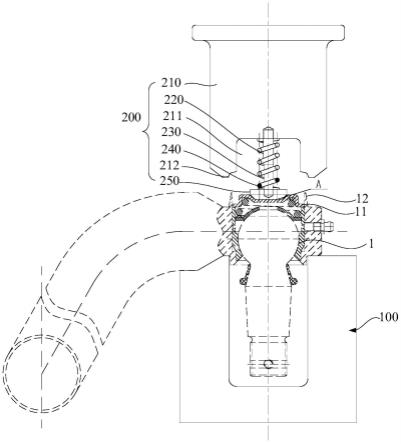
22.图1为本发明一实施例提供的一种转向球头液压封口装置的示意图;
23.图2为图1所示的一种转向球头液压封口中装置凸出部与契合平面契合的示意图;
24.图3为图1所示的一种转向球头液压封口方法的示意图;
25.附图标记:
26.1、转向球头;11、弹簧压盖;12、凸起余料;a、契合平面;
27.100、固定座;200、封口总成;210、封口座;211、安装孔;212;冲压槽;220、上铜套;230、下铜套;240、弹性件;250、定位压盖;251、凸出部。
具体实施方式
28.下面将结合附图对本发明技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本发明的技术方案,因此只作为示例,而不能以此来限制本发明的保护范围。
29.请参见图1至图2,本发明提供一种转向球头1液压封口方装置,包括固定座100和封口总成200,固定座100能对倒置的待封口的转向球头1形成支撑并固定。在具体设施时,应在固定座100上设置能将转向球头的1弹簧压盖11竖直朝上的姿态固定的相关夹具。封口总成200位于固定座100的正上方,并与外界液压机构连接,液压机构能驱动封口总成200能相对于转动球头上下垂直升降,封口总成200能弹性伸缩,封口总成200的底部能与转向球
头1尾部的弹簧压盖11上的契合平面a对准和契合,封口总成200能将弹簧压盖11向下压缩至封口位置,封口总成200的底部设置有冲压结构,冲压结构能将转向球头1上预留的凸起余料12冲压以将弹簧压盖11压紧固定。
30.使用时,先将转向球头1以弹簧压盖11竖直朝上的姿态固定在固定座100上,随后启动封口总成200下压一断距离,封口总成200下部将转向球头1的弹簧压盖11定位并压缩到封口位置,随后封口总成200继续下压,封口总成200的底部设置的冲压结构能将转向球头1上预留的凸起余料12冲压以将弹簧压盖11压紧,则可完成转向球头1的封口。
31.采用此种封口装置,通过固定座100的定位,能保证转向球头1在封口过程的位置固定,同时,在封口总成200下压的过程中,封口总成200能实现与弹簧压盖11上的契合平面a对准和契合,并完成凸起余料12冲压并封口,最终实现通过一次性操作实现契合和封口两个操作,进而提高封口效率,并且,由于在契合过程和封口过程在同一次下压形成中产生,待封口件在此过程中不发生位移,则可减少位置误差形成机率,在与固定座100的配合下,实现精准定位,进而提升装配效率,保证产品装配质量。
32.在本实施例中,封口总成200包括封口座210、上铜套220、下铜套230、弹性件240和定位压盖250。封口座210位于固定座100的正上方,并能上下升降,封口座210的底面上开设有向内凹陷的安装孔211,上铜套220与下铜套230相互插接配合,且上铜套220与安装孔211安装在安装孔211内,定位压盖250同轴的连接在下铜套230远离上铜套220的端部,且定位压盖250能与契合平面a契合,弹性件240能滑动套接在上铜套220和下铜套230外,且弹性件240的两端分别与封口座210和定位压盖250固定连接;冲压结构为环形的冲压槽212,冲压槽212沿着安装孔211的边缘设置,冲压槽212能将凸起余料12冲压成型并压紧在弹簧压盖11。
33.使用时,先将转向球头1以弹簧压盖11竖直朝上的姿态固定在固定座100上,随后启动封口总成200下压一断距离,封口总成200下部将转向球头1的弹簧压盖11定位并压缩到封口位置,随后封口总成200继续下压,封口总成200的底部设置有冲压槽212,冲压槽212能将转向球头1上预留的凸起余料12冲压以将弹簧压盖11压紧,则可完成转向球头1的封口。
34.在本实施例中,应该使弹性件240的弹性劲度系数大于转动球头中的弹簧的弹性劲度系数,从而能保证转向球头1的弹簧压盖11会被定位压盖250定位压缩到封口最终位置。
35.作为优选的实施方式,上铜套220与安装孔211螺纹连接。方便将上铜套220与封口座210连接。下铜套230与定位压盖250螺纹连接。则方便定位压盖250的安装。契合平面a为向内凹陷的倒锥形面,定位压盖250的底部为与倒锥形面适配的凸出部251,凸出部251能与倒锥形面插接。通过凸出部251的导向,可使定位压盖250与契合平面a顺利契合。
36.在具体实施时,可在上铜套220与下铜套230接触面之间设置有润滑油。减小上铜套220与下铜套230之间的摩擦系数。
37.请参见图3,本发明还提供一种转向球头液压封口方法,包括以下步骤:
38.s110、将需要封口的转向球头1以弹簧压盖11竖直朝上的姿态固定放置在固定座100上;
39.具体的,在固定座100的顶部设置夹具,通过夹具将倒置的转向球头1形成支撑和
固定。
40.s120、通过液压设备启动封口总成200整体适当下压,直至封口总成200的定位压盖250与弹簧压盖11顶部的契合平面a契合;
41.具体的,将启动封口总成200整体适当下压,直至封口总成200定位压盖250与弹簧压盖11顶部的契合平面a契合,在整个封口总成200收缩的同时,将转向球头1的弹簧压盖11定位并压缩到封口位置。
42.s130、再次启动压封口总成200下压,直至封口总成200下端的冲压槽212将转向球头1上预留的凸起余料12冲压成型并压紧在弹簧压盖11上,将弹簧压盖11压紧固定;
43.具体的,再次启动压封口总成200下压,整个封口总成200同时收缩,直至封口总成200下端的冲压槽212将转向球头1上预留的凸起余料12冲压成型并压紧在弹簧压盖11上,将弹簧压盖11压紧固定。
44.s140、封口总成200回缩,将封口完成的转向球头1取下。
45.具体的,启动封口总成200回缩,将封口完成的转向球头1取下,安装上新的封口完成,进行下次封口操作。
46.上述转向球头1液压封口装置和方法:采用此种封口装置和方法,通过固定座100的定位,能保证转向球头1在封口过程的位置固定,同时,在封口总成200下压的过程中,封口总成200能实现与弹簧压盖11上的契合平面a对准和契合,并完成凸起余料12冲压并封口,最终实现通过一次性操作实现契合和封口两个操作,进而提高封口效率,并且,由于在契合过程和封口过程在同一次下压形成中产生,待封口件在此过程中不发生位移,则可减少位置误差形成机率,在与固定座100的配合下,实现精准定位,进而提升装配效率,保证产品装配质量。
47.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。