1.本发明涉及飞行器设计技术领域,尤其涉及一种飞机整体油箱口盖密封结构。
背景技术:
2.飞机整体油箱可以有效利用飞机机翼或机身内部结构空间,节省内置结构油箱的重量,现代飞机设计时普遍采用内部结构布置整体油箱,经过密封后直接来存储燃油。密封技术是整体油箱制造的最关键技术,并作为特殊过程进行控制。常用密封形式贴合面密封、填角密封、紧固件封包等。整体油箱口盖是较难进行有效密封的位置。
3.常用的油箱口盖密封形式主要有三种,第一种是使用油箱专用密封橡胶加工成型,作为密封垫装配到油箱口盖口框止口区,此种形式简单但密封效果较差;第二种是将密封胶涂敷在口框上,用口盖压接,使密封胶通过加温或者自然硫化在口框上形成成胶垫,需要多次硫化且紧固件位置难于清理;第三种是在口框上预制密封槽,在密封槽内压入密封条,此种形式造成口框附加深度和刚度,影响结构效率。所以飞机油箱整体维护口盖的密封设计需解决的主要问题有密封效果和寿命差,工艺复杂,造成设计增重等。
4.因此,有必要研究一种新的飞机整体油箱口盖密封结构来应对现有技术的不足,以解决或减轻上述一个或多个问题。
技术实现要素:
5.有鉴于此,本发明提供了一种飞机整体油箱口盖密封结构,能够有效提高飞机整体油箱口盖密封的成功率和使用寿命。
6.本发明提供一种飞机整体油箱口盖密封结构,所述结构包括:油箱口盖、油箱口框、密封组件和紧固组件;所述密封组件设置在所述油箱口盖和所述油箱口框之间,且通过所述紧固组件实现三者之间的密封紧固;
7.所述油箱口盖为圆形板状,其近外缘处呈周向均匀开设有若干第一紧固孔;
8.所述密封组件包括密封胶垫和密封胶条;所述密封胶垫为具有一定宽度的环状结构,所述密封胶条为o型结构;所述密封胶条设置在所述密封胶垫的下方;所述密封胶垫环宽的中间位置均匀开设有若干第二紧固孔;所述第二紧固孔位于所述密封胶条的内侧;
9.所述油箱口框上设有o型的密封槽,所述密封胶条嵌设在所述密封槽内;所述油箱口框上设有若干第三紧固孔,所述第三紧固孔位于所述密封槽的内侧;
10.所述第一紧固孔、所述第二紧固孔和所述第三紧固孔一一对应设置,所述紧固组件通过一一对应的紧固孔实现密封紧固作用。
11.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述紧固组件包括螺栓和密封托板螺母;所述螺栓的端部依次穿过所述第一紧固孔、所述第二紧固孔和所述第三紧固孔后,在所述油箱口框的下方与所述密封托板螺母螺纹连接。
12.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述密封胶垫和所述密封胶条为一体式连接。
13.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述密封胶条的纵向高度比所述密封槽的深度大1-3mm。
14.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述螺栓的直径比所述第二紧固孔的直径大1-3mm。
15.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述密封胶条的截面形状为方形、上宽下窄的梯形、上宽下尖的三角形或圆形。
16.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述密封胶垫和所述密封胶条的材质为聚硫类密封胶。
17.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述密封托板螺母和所述油箱口框下表面之间采用密封胶密封连接。
18.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述油箱口框包括油箱安装面板和固设在所述油箱安装面板上的环状边框件;所述环状边框件相对于所述油箱安装面板呈凹嵌状态;
19.所述环状边框件上表面的宽度和所述密封胶垫的宽度匹配。
20.如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,制备所述密封组件的工装包括工装口盖、工装口框和工艺螺栓;
21.所述工装口盖和所述工装口框上对应设有若干螺栓孔;
22.所述工艺螺栓为两端螺杆、中间法兰的结构,两端的螺杆分别穿过所述工装口盖和所述工装口框上的螺栓孔并与螺母连接;所述法兰位于所述工装口盖和所述工装口框之间;所述法兰的尺寸和形状与所述紧固组件匹配。
23.与现有技术相比,上述技术方案中的一个技术方案具有如下优点或有益效果:本发明的整体油箱口盖密封解决方案能够有效提高密封的成功率和延长使用寿命(采用聚硫类密封胶制备的一体化密封胶件以及采用密封胶密封的密封托板螺母均能够有效提高密封成功率和延长整个密封结构的使用寿命),简化制备工艺流程,降低工艺难度,同时不影响主体结构的刚度和强度,不对结构效率造成不利影响。
24.当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有技术效果。
附图说明
25.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
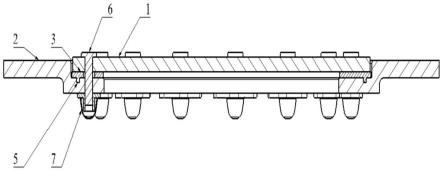
26.图1是本发明一个实施例提供的油箱油箱口盖密封组装状态下的剖面图;
27.图2是本发明图1的组装分解示意图;
28.图3是本发明密封组件制备工装结构的剖面示意图;
29.图4是本发明图3的工装组装分解示意图。
30.其中,图中:
31.1、油箱口盖;2、油箱口框;3、密封胶垫;4、工艺螺栓;5、密封胶条;6、螺栓;7、密封托板螺母。
具体实施方式
32.为了更好的理解本发明的技术方案,下面结合附图对本发明实施例进行详细描述。
33.应当明确,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
34.针对现有技术存在的问题,本发明提供一种由工艺螺栓制备密封胶垫,通过油箱口框密封槽同时形成密封胶条的油箱口盖密封设计。
35.如图1和图2所示,本发明的油箱口盖密封设计包括:油箱口盖1、油箱口框2、密封胶垫3、密封胶条5和紧固组件(螺栓6和密封托板螺母7);其中,油箱口盖1为独立的零件,油箱口框2固定在机体主结构的开口处,往往为机身蒙皮或机翼的翼盒蒙皮;在油箱口盖1和油箱口框2之间设有密封胶垫3。由工艺螺栓4的法兰厚度以及油箱口盖和油箱口框的厚度决定密封胶垫3的基本厚度,因此此项值可根据需要进行调整。密封胶条5在制备密封胶垫时同时制备。密封胶垫为具有一定宽度的环形,密封胶条5为圆形,其设置在密封胶垫的下表面近外沿的位置,且和密封胶垫为一体式结构。油箱口框2的上表面设有整体呈圆形的密封槽供密封胶条5嵌入。密封胶条5的截面形状和尺寸由油箱口框上的密封槽决定,也是可设计值。密封胶条5的截面形状可以是方形、上宽下窄的梯形、上宽下尖的三角形或圆形。
36.油箱口盖1近边缘处设均匀设有若干第一紧固孔,密封胶垫3上对应位置均匀设有若干第二紧固孔,油箱口框2的边框处对应位置均匀设有若干第三紧固孔。第一紧固孔、第二紧固孔和第三紧固孔一一对应,供螺栓6插入。螺栓6的端部从第一、第二、第三紧固孔依次穿过,并在油箱口框下方与对应的密封托板螺母7密封螺纹连接,起到紧固口盖和油箱口框的作用。第二紧固孔的设置位置在密封胶垫环状宽度的中间位置,且位于密封胶条5的内侧,可以保证既使螺栓6处连接不够密封,也还有密封胶垫和密封胶条实现口盖和油箱口框之间的密封状态,从而进一步保证油箱的密封连接效果。
37.本发明油箱维护口盖的密封结构中,密封托板螺母7安装固定在油箱口框下表面,采用密封胶进行贴合面和填角密封,保证密封托板螺母位置无漏油通道,通过螺栓6将口盖1和密封组件压合到整体油箱口框2上,通过螺栓预紧力压紧密封胶垫。本发明的紧固组件,采用密封托板螺母7和螺栓6的搭配组合,密封更可靠。
38.油箱口框2包括油箱安装面板和设于油箱安装面板上的环状边框件,环状边框件的上表面低于油箱安装面板,为嵌设在油箱安装面板上。环状边框件的上表面的宽度和密封胶垫宽度匹配。第三紧固孔设置在环状边框件中间位置。环状边框件的厚度和油箱安装面板的厚度可以相等,也可以小于油箱安装面板的厚度,图1所示的为两者厚度相同的情况。本发明涉及的油箱口框一侧密封槽,尺寸较小,不影响口框厚度和刚度。一般来说在保证重量一致的前提下,密封槽周边口框结构截面面积与承剪能力成正比,密封槽截面面积直接影响剪切面面积,因此较小的密封槽有利于结构维持刚强度;但同时需要考虑密封槽能够嵌设的密封胶条的截面面积,以保证足够的密封强度;优选密封槽截面面积与其最大宽度所对应的口框截面面积之比为1:1。
39.本发明涉及的密封组件(包括密封胶垫3和密封胶条5),因其采用聚硫类密封胶硫化制备(此类密封胶一般在密封操作前需要多组分混合,密封施工时间24h,控制施工场地
的温度湿度,可以自然发生化学反应,也叫硫化,形成橡胶类固体),形状可以定制,兼顾面内密封和填隙密封,与传统加工类橡胶圈或橡胶垫相比,密封可靠性提高,非标化,且能够制备出超薄的密封胶垫,减小结构本体设计约束。
40.图3是密封组件制备工装安装剖面图,图4是图3的工装分解图。该工装和实际油箱口盖密封时的不同在于采用工艺螺栓4代替紧固组件。工艺螺栓4为密封胶垫3制备过程中的一个工装,在使用中主要有两个作用:作用一为便于控制密封胶垫3硫化后的厚度,密封胶垫3的厚度为0.8mm-1.2mm,宽度为25mm-32mm;作用二为隔离紧固件安装孔位置的空间,也就是第二紧固孔,防止未硫化的密封胶进入该位置导致第二紧固孔无法制备成型。
41.上述的工艺螺栓,使用两端螺杆,中间法兰的形式,中间法兰的形状与紧固件安装孔(也就是第二紧固孔)相同,其截面尺寸略小于螺栓6的截面尺寸(当法兰中轴和螺栓6中轴重合时,法兰的边缘与螺栓边缘在水平向差1-3mm),从而保证螺栓6插入后与密封组件之间的密封状态。在制备密封组件时,先把工艺螺栓的一端旋入油箱口框孔中与下螺母旋紧,涂覆聚硫类密封胶后,盖上口盖,在外侧拧紧上螺母压紧。工装中密封槽的深度比整体油箱口框上的密封槽的深度大1-3mm,以此保证制备的密封胶条的纵向尺寸略大于整体油箱口框上的密封槽,从而在紧固力的作用下实现密封连接。
42.本发明涉及的密封组件,兼具贴合面密封和填隙密封功能,工艺过程简单。
43.以上对本技术实施例所提供的一种飞机整体油箱口盖密封结构,进行了详细介绍。以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。