1.本实用新型涉及焊接工装技术领域,尤其涉及一种汽车副车架纵梁焊接定位工装。
背景技术:
2.汽车的副车架可以看成是前后车桥的骨架,是前后车桥的组成部分。副车架并非完整的车架,只是支承前后车桥、悬挂的支架,使车桥、悬挂通过它再与“正车架”相连,习惯上称为“副车架”。为了有效对碰撞后的能量进行部分吸收,现有技术常在副车架上设置纵梁来吸能。
3.通常情况下,副车架纵梁100是由冲压形成的上片体110和下片体120焊接为一体的空腔体。如图1所示,副车架纵梁顶端为了和车身底盘上的零部件连接,通常在上片体110顶面焊接连接片130,连接片130中部设有弧形凸起131,连接片130与上片体110焊接完成后,再在连接片130的弧形凸起131与上片体110之间焊接弯轴140,同时保证弯轴在连接片上的焊接角度,方便弯轴能与车身底盘上的零部件进行准确的位置连接。
4.现阶段,在车架纵梁进行焊接时,通常采用焊接工装,将上片体和下片体装配后进行焊接,然后在焊接工装上设置夹紧工装将连接片在上片体上进行夹紧,完成连接片与上片体定位后,再在焊接工装上通过设置的定位工装,将弯轴通过定位工装定位在连接片上,保证弯轴与连接片焊接角度符合设计要求,最后通过机械手或人工焊接方式来实现弯轴与连接片的焊接,及连接片与上片体进行焊接。为了实现连接片、弯轴在上片体上进行定位,通常需要在焊接工装上设置夹紧工装和定位工装,现有的夹紧工装和定位工装是独立设置在焊接工装上,二者先后在焊接工装上实施作业,由于需要独立实现夹紧或定位功能,其结构设计较为复杂,一方面,夹紧工装和定位工装先后动作,会导致连接片及弯轴在定位焊接时精度存在偏差,另一方面,夹紧工装和定位工装体积设置较大,就需要占据较大的安装空间,这就导致焊接工装没有足够的空间来安装其他定位工装和夹紧工装,进而无法实现在同一个焊接工装上实现副车架纵梁与多个零部件同步定位焊接。
技术实现要素:
5.有鉴于此,本实用新型提出了一种汽车副车架纵梁焊接定位工装,解决现有的焊接工装在进行连接片、弯轴与副车架纵梁焊接时,夹紧工装和定位工装在焊接工装上独立设置,存在结构设计复杂,定位焊接精度无法保证,同时占用较大安装空间的问题。
6.本实用新型的技术方案是这样实现的:本实用新型提供了一种汽车副车架纵梁焊接定位工装,其包括焊接台架,所述焊接台架上设置有用于对装配成纵梁的上片体及下片体进行夹持定位的焊装夹具,还包括用于将连接片、弯轴与上片体进行定位的第一夹持定位组件,
7.所述第一夹持定位组件包括第一定位装置及第一夹持装置;其中,
8.第一定位装置包括第一支撑架、第一定位件、第二定位件及平移组件,所述平移组
件水平设置在焊接台架顶面,用于驱动第一支撑架靠近或远离上片体表面的第一焊接区域,第一定位件及第二定位件间隔固定设置在第一支撑架远离平移组件的一端,第一定位件用于在第一焊接区域上对连接片端部进行抵持,第二定位件远离第一定位件的一面设置有用于对弯轴上端部进行角度定位的定位凹槽,弯轴的的下端部插设于连接片的弧形凸起内;
9.第一夹持装置包括第一伸缩元件、第二支撑架、第一翻转臂、第一夹紧件及第二夹紧件,所述第二支撑架竖直固定设置在第一支撑架上,第一翻转臂的一端与第二支撑架远离第一支撑架的一端铰连接,第二夹紧件与第一翻转臂的另一端固定连接,用于和第二定位件配合对弯轴在连接片上进行位置定位,第一夹紧件固定安装在第一翻转臂上,用于对连接片表面进行压紧,第一伸缩元件与第二支撑架铰连接,用于驱动第一翻转臂相对于第二支撑架翻转。
10.在上述技术方案的基础上,优选的,所述平移组件包括平移座、第二伸缩元件、承载板及直线滑轨,所述平移座水平固定设置在焊接台架上,且朝向上片体表面的第一焊接区域,承载板通过直线滑轨与平移座滑动连接,第一支撑架竖直固定设置在承载板顶面,第二伸缩元件固定设置在平移座上,用于驱动承载板相对于平移座水平移动,平移座长度方向两端分别设置有用于限制承载板行程的第一限位件。
11.进一步,优选的,所述定位凹槽用于至少一部分容纳弯轴远离连接片的一端,且定位凹槽与弯轴的轴段间隙配合。
12.在上述技术方案的基础上,优选的,还包括用于将第一零件与下片体表面的第二焊接区域进行定位的第二夹持定位组件,所述第二夹持定位组件包括第二定位装置及第二夹持装置;其中,
13.第二定位装置包括第三支撑架、第三伸缩元件及第三定位件,所述第二支撑架倾斜固定设置在焊接台架上,第三伸缩元件固定设置在第三支撑架上,用于驱动第三定位件靠近下片体底面的第二焊接区域,第三定位件表面设置有与第一零件上的第一定位孔进行配合的第一定位销,第三定位件表面还设置有用于对第一零件底面进行吸附的第一磁性件,第一零件的一端表面与第三定位件表面进行定位,第一零件远离第三定位件的一端边缘和下片体底面的第二焊接区域进行接触;
14.第二夹持装置包括第四支撑架、第四伸缩元件及夹持臂,所述第四支撑架倾斜固定设置在第三支撑架远离第三伸缩元件的一面,夹持臂的一端铰接在第四支撑架的顶端,第四伸缩元件铰接在第四支撑架下端,第四伸缩元件用于驱动夹持臂相对于第四支撑架顶部翻转,以使夹持臂远离第四支撑架的一端与第三定位件配合以对第一零件进行夹紧。
15.在上述技术方案的基础上,优选的,还包括用于将第二零件与下片体表面的第三焊接区域进行定位的第三夹持定位组件,所述第三夹持定位组件包括第三定位装置及第三夹持装置;其中,
16.所述第三定位装置包括第一固定架、第五伸缩元件及第四定位件,第一固定架固定设置在焊接台架上,第五伸缩元件水平固定设置在第一固定架上,用于驱动第四定位件相对于下片体底面的第三焊接区域水平移动,第四定位件远离下片体的一面水平固定设置有与第二零件上的第二定位孔进行配合的第二定位销,第四定位件表面还设置有用于对第二零件表面进行吸附的第二磁性件,第二零件的一端表面与第四定位件表面进行定位,第
二零件远离第四定位件的一端边缘和下片体底面的第三焊接区域进行接触;
17.第三夹持装置包括第二固定架、翻转气缸、第二翻转臂及第一夹紧件,所述第二固定架固定设置在第一定位架一侧的焊接台架上,翻转气缸水平固定设置在第二固定架上,第二翻转臂的一端与翻转气缸铰连接,另一端与第一夹紧件固定连接,第二翻转臂远离翻转气缸的一端还固定设置有第二夹紧件,第二气缸用于驱动第二翻转臂翻转,以使第一夹紧件及第二夹紧件分别对第二零件的两端进行夹紧。
18.进一步,优选的,所述第一夹紧件朝向第四定位件的一面设置有供第二定位销插入的避让槽。
19.更进一步,优选的,所述焊接台架上设置有第二限位件,用于对第四定位件远离第五伸缩元件的一面进行限位。
20.在上述技术方案的基础上,优选的,所述焊装夹具包括若干组,所述焊装夹具包括翻转夹持机构及定位销组件,所述定位销组件用于对下片体底面的定位孔进行定位,所述翻转夹持机构用于对定位销组件上方的上片体表面进行压紧。
21.本实用新型相对于现有技术具有以下有益效果:
22.(1)本实用新型公开的汽车副车架纵梁焊接定位工装,通过在焊接台架上设置第一定位装置,并在第一定位装置上设置第一夹持装置,通过平移组件驱使第一支撑架靠近上片体表面的第一焊接区域,将弯轴的一端插入到第二定位件的定位凹槽中实现角度定位,弯轴的另一端贴附在上片体表面,将连接片上的弧形凸起与弯轴远离第二定位件的一端进行配合,同时将连接片的端部与第一定位件进行抵持,此时,第一伸缩元件驱动第一翻转臂相对于第二支撑架朝上片体表面翻转,使第一夹紧件对连接片表面进行压紧,同时第二夹紧件对第二定位件上的弯轴进行压紧,从而实现连接片在上片体上的定位,以及弯轴在连接片上的角度定位,本实用新型通过将第一夹持装置集成到第一定位装置上方形成第一夹持定位组件,结构设计紧凑,避免了第一夹持装置及第一定位装置单独安装在焊接台架上占用较大空间,同时第一夹持装置和第一定位装置集成在一起,二者相互配合使用,可以大大提高连接片、弯轴与副车架纵梁焊接定位精度;
23.(2)通过第二定位装置和第二夹持装置集成在一起形成第二夹持定位组件,来实现第一零件与下片体表面的第二焊接区域进行定位;通过第三定位装置和第三夹持装置集成在一起形成第三夹持定位组件,来实现第二零件与下片体表面的第三焊接区域进行定位;可以使第二夹持定位组件及第三夹持定位组件在焊机台架上结构设计紧凑,充分利用焊接台架安装空间的同时,使定位装置和夹持装置集成在一起,减少因独立设置造成的配合精度差,从而保证副车架纵梁与零部件焊接定位精度;
24.(3)通过在第三定位件表面设置第一磁性件,可以对第一零件一端底面进行磁力吸附,避免第一零件直接放置到第三定位件上,存在掉落的风险;通过在第四定位件表面设置第二磁性件,可以对第二零件一端表面面进行磁力吸附,避免第二零件直接放置到第四定位件上,存在掉落的风险。
附图说明
25.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅
是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
26.图1为本实用新型公开的副车架纵梁的第一视角立体结构示意图;
27.图2为本实用新型公开的副车架纵梁的第二视角立体结构示意图;
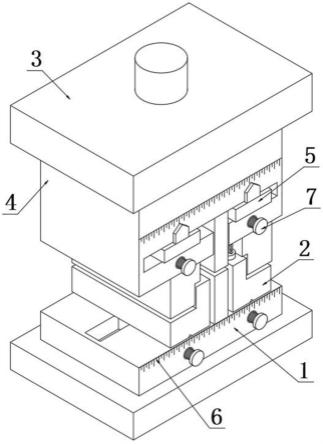
28.图3为本实用新型公开的汽车副车架纵梁焊接定位工装的第一视角立体结构示意图;
29.图4为本实用新型公开的汽车副车架纵梁焊接定位工装的第二视角立体结构示意图;
30.图5为图4中a处局部放大图;
31.图6为本实用新型公开的第一夹持定位组件的立体结构示意图;
32.图7为本实用新型公开的第二夹持定位组件及第三夹持定位组件在焊接台架上的装配结构示意图;
33.图8为本实用新型公开的第二夹持定位组件、第一零件及下片体之间的装配结构示意图;
34.图9为本实用新型公开的第二夹持定位组件的立体结构示意图;
35.图10为本实用新型公开的第三夹持定位组件、第二零件及下片体之间的装配结构示意图;
36.图11为本实用新型公开的第三夹持定位组件的立体结构示意图;
37.附图标记:
38.100、纵梁;110、上片体;120、下片体;130、连接片;131、弧形凸起;140、弯轴;150、第一零件;160、第二零件;1、焊接台架;2、焊装夹具;3、第一夹持定位组件;31、第一定位装置;32、第一夹持装置;311、第一支撑架;312、第一定位件;313、第二定位件;314、平移组件;3131、定位凹槽;321、第一伸缩元件;322、第二支撑架;323、第一翻转臂;324、第一夹紧件;325、第二夹紧件;3141、平移座;3142、第二伸缩元件;3143、承载板;3144、直线滑轨;3145、第一限位件;4、第二夹持定位组件;41、第二定位装置;42、第二夹持装置;411、第三支撑架;412、第三伸缩元件;413、第三定位件;151、第一定位孔;414、第一定位销;415、第一磁性件;421、第四支撑架;422、第四伸缩元件;423、夹持臂;5、第三夹持定位组件;51、第三定位装置;52、第三夹持装置;511、第一固定架;512、第五伸缩元件;513、第四定位件;161、第二定位孔;514、第二定位销;515、第二磁性件;521、第二固定架;522、翻转气缸;523、第二翻转臂;524、第一夹紧件;525、第二夹紧件;5241、避让槽;516、第二限位件;21、翻转夹持机构;22、定位销组件。
具体实施方式
39.下面将结合本实用新型实施方式,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
40.现有技术中,为了实现连接片、弯轴在副车架纵梁顶面进行焊接定位,通常是在焊接工装上单独设夹紧工装和定位工装,通过夹紧工装首先将连接片在纵梁的上片体表面进
行压紧,实现定位,然后将弯轴与连接片进行装配后,再通过定位工装对弯轴实施定位,由于弯轴与连接片存在装配角度,因此,定位工装需要具备角度定位的结构,这样就需要设计较为复杂的结构。一方面,夹紧工装和定位工装先后动作,会导致连接片及弯轴在定位焊接时精度存在偏差,另一方面,夹紧工装和定位工装体积设置较大,就需要占据较大的安装空间,这就导致焊接工装没有足够的空间来安装其他定位工装和夹紧工装,进而无法实现在同一个焊接工装上实现副车架纵梁与多个零部件同步定位焊接。
41.有鉴于此,本实用新型实施例公开了一种汽车副车架纵梁100焊接定位工装,如图1所示,结合图3-6,本实施例的汽车副车架纵梁100焊接定位工装包括焊接台架1,焊接台架1作为副车架纵梁100的装夹平台,其设计为框架结构,方便在上面安装其他定位机构。焊接台架1上设置有用于对装配成纵梁100的上片体110及下片体120进行夹持定位的焊装夹具2。
42.在本实施例中,由于副车架纵梁100为较长的空腔体结构,其由冲压形成的上片体110和下片体120配合焊接组成,为了对纵梁100实施水平装夹,本实施例的焊装夹具2包括若干组,沿纵梁100的长度方向间隔分布在焊接台架1上。
43.具体的,本实施例的焊装夹具2包括翻转夹持机构21及定位销组件22,定位销组件22用于对下片体120底面的定位孔进行定位,翻转夹持机构21用于对定位销组件22上方的上片体110表面进行压紧。值得注意的是,翻转夹持机构21采用的是翻转气缸驱动夹持臂423方式,定位销组件22采用的是气缸驱动定位销上下升降结构,上述翻转夹持机构21和定位销组件22均为现有技术中常用机构,此处不作结构上的具体阐述。通过翻转夹持机构21及定位销组件22的相互配合,可以将上片体110和下片体120进行上下配合,并保持水平方向和竖直方向的定位。从而实现上片体110与下片体120之间的焊接作业。
44.当上片体110和下片体120焊接完成后,还需要在上片体110表面实施连接片130及弯轴140的焊接。为此,本实施例在焊接台架1上还设置了用于将连接片130、弯轴140与上片体110进行定位的第一夹持定位组件3。
45.本实施例的第一夹持定位组件3包括第一定位装置31及第一夹持装置32。
46.其中,第一定位装置31用来实现连接片130在上片体110上的焊接定位,同时可以实现弯轴140与连接片130的转配定位。第一夹持装置32用来实现连接片130在上片体110上位置约束,同时可以实现弯轴140在连接片130上的位置约束。
47.第一定位装置31包括第一支撑架311、第一定位件312、第二定位件313及平移组件314,平移组件314水平设置在焊接台架1顶面,用于驱动第一支撑架311靠近或远离上片体110表面的第一焊接区域,第一定位件312及第二定位件313间隔固定设置在第一支撑架311远离平移组件314的一端,第一定位件312用于在第一焊接区域上对连接片130端部进行抵持,第二定位件313远离第一定位件312的一面设置有用于对弯轴140上端部进行角度定位的定位凹槽3131,弯轴140的的下端部插设于连接片130的弧形凸起131内。
48.第一夹持装置32包括第一伸缩元件321、第二支撑架322、第一翻转臂323、第一夹紧件524及第二夹紧件525,所述第二支撑架322竖直固定设置在第一支撑架311上,第一翻转臂323的一端与第二支撑架322远离第一支撑架311的一端铰连接,第二夹紧件525与第一翻转臂323的另一端固定连接,用于和第二定位件313配合对弯轴140在连接片130上进行位置定位,第一夹紧件524固定安装在第一翻转臂323上,用于对连接片130表面进行压紧,第
一伸缩元件321与第二支撑架322铰连接,用于驱动第一翻转臂323相对于第二支撑架322翻转。
49.采用上述技术方案,通过平移组件314驱使第一支撑架311靠近上片体110表面的第一焊接区域,使第一定位件312处于上片体110上方的第一焊接区域处,将弯轴140的一端插入到第二定位件313的定位凹槽3131中实现角度定位,弯轴140的另一端贴附在上片体110表面,将连接片130上的弧形凸起与弯轴140远离第二定位件313的一端进行配合,同时将连接片130的端部与第一定位件312进行抵持,完成连接片130在上片体110上的初步定位,同时完成弯轴140与连接片130的角度初步定位。当完成连接片130及弯轴140在上片体110上初步定位后,通过第一伸缩元件321驱动第一翻转臂323相对于第二支撑架322朝上片体110表面翻转,使第一夹紧件524对连接片130表面进行压紧,同时第二夹紧件525对第二定位件313上的弯轴140进行压紧,从而实现连接片130在上片体110上的定位,以及弯轴140在连接片130上的角度定位。
50.本实用新型通过将第一夹持装置32集成到第一定位装置31上方形成第一夹持定位组件3,结构设计紧凑,避免了第一夹持装置32及第一定位装置31单独安装在焊接台架1上占用较大空间,同时第一夹持装置32和第一定位装置31集成在一起,二者相互配合使用,可以大大提高连接片130、弯轴140与副车架纵梁100焊接定位精度。
51.作为一些较佳实施方式,本实施例中的平移组件314包括平移座3141、第二伸缩元件3142、承载板3143及直线滑轨3144,平移座3141水平固定设置在焊接台架1上,且朝向上片体110表面的第一焊接区域,承载板3143通过直线滑轨3144与平移座3141滑动连接,第一支撑架311竖直固定设置在承载板3143顶面,第二伸缩元件3142固定设置在平移座3141上,用于驱动承载板3143相对于平移座3141水平移动。采用上述技术方案,通过第二伸缩元件3142的伸缩端伸长来驱动承载板3143沿平移座3141长度方向水平滑移,进而使第一支撑架311朝向上片体110表面的第一焊接区域移动,进而通过第一支撑架311带动第一定位件312和第二定位件313移动到第一焊接区域的合适位置。
52.平移座3141长度方向两端分别设置有用于限制承载板3143行程的第一限位件3145,由此设置,通过第一限位件3145的设置,可以对承载板3143进行限位,使第一支撑架311平移到合适位置后,且第一定位件312和第二定位件313刚好处于第一焊接区域时,由第一限位件3145的限制阻止第一支撑架311继续移动。
53.在本实施例中,定位凹槽3131用于至少一部分容纳弯轴140远离连接片130的一端,且定位凹槽3131与弯轴140的轴段间隙配合。定位凹槽3131对弯轴140上段的轴段进行包裹,同时,弯轴140下段的轴段插入到连接片130的弧形凸起内,由此可以限制弯轴140相对于连接片130进行旋转。
54.本实施例除了需要对连接片130、弯轴140在纵梁100上焊接定位,纵梁100还需要和其他零部件进行焊接定位。具体的,参照附图2,结合附图7-11所示,本实施例还在焊接台架1上设置了第二夹持定位组件4,用于将第一零件150与下片体120表面的第二焊接区域进行定位。
55.在本实施例中,参照附图8和9所示,第二夹持定位组件4包括第二定位装置41及第二夹持装置42。
56.其中,第二定位装置41包括第三支撑架411、第三伸缩元件412及第三定位件413,
第二支撑架322倾斜固定设置在焊接台架1上,第三伸缩元件412固定设置在第三支撑架411上,用于驱动第三定位件413靠近下片体120底面的第二焊接区域,第三定位件413表面设置有与第一零件150上的第一定位孔151进行配合的第一定位销414,第三定位件413表面还设置有用于对第一零件150底面进行吸附的第一磁性件415,第一零件150的一端表面与第三定位件413表面进行定位,第一零件150远离第三定位件413的一端边缘和下片体120底面的第二焊接区域进行接触。
57.采用上述技术方案,在进行第一零件150与下片体120表面进行焊接定位时,首先将第一零件150一端表面贴附在第三定位件413表面,并使第一零件150上的第一定位孔151和第三定位件413表面的第一定位销414进行配合,从而限制第一零件150在第三定位件413上旋转,通过第三伸缩元件412驱动第三定位件413向上平移,使第一零件150远离第三定位件413的一端侧边与下片体120表面进行抵接,从而实现第一零件150侧边与下片体120表面定位。由于第三定位件413在向上移动过程中,第一零件150侧边与下片体120表面抵持时,容易发生第一零件150从第三定位件413上翻转,为此,本实施例通过在第三定位件413表面设置至少一个第一磁性件415,从而可以对第一零件150底面进行吸附,使第一零件150位于第三定位件413上的部分被第一磁性件415吸附,从而避免在第一零件150与下片体120表面抵接时,第一零件150从第三定位件413上翻转掉落。
58.为了使第一零件150能够在下片体120上定位牢固,避免焊接过程中,第一零件150与下片体120表面发生位移,本实施例通过第二夹持装置42来实现,具体的,第二夹持装置42包括第四支撑架421、第四伸缩元件422及夹持臂423,第四支撑架421倾斜固定设置在第三支撑架411远离第三伸缩元件412的一面,夹持臂423的一端铰接在第四支撑架421的顶端,第四伸缩元件422铰接在第四支撑架421下端,第四伸缩元件422用于驱动夹持臂423相对于第四支撑架421顶部翻转,以使夹持臂423远离第四支撑架421的一端与第三定位件413配合以对第一零件150进行夹紧。由此设置,当第一零件150的一端表面在第三定位件413上定位后,另一端侧边与下片体120表面抵持后,通过第四伸缩元件422驱动夹持臂423相对于第四支撑架421翻转,从而使夹持臂423对第三定位件413上的第一零件150实施夹紧,从而将第一零件150侧边与下片体120表面抵持并定位,方便后续焊接。
59.在上述实施例的基础上,本实施例还在焊接台架1上设置了第三夹持定位组件5,用于将第二零件160与下片体120表面的第三焊接区域进行定位。
60.本实施例的,参照附图10及11所示,第三夹持定位组件5包括第三定位装置51及第三夹持装置52。
61.第三定位装置51包括第一固定架511、第五伸缩元件512及第四定位件513,第一固定架511固定设置在焊接台架1上,第五伸缩元件512水平固定设置在第一固定架511上,用于驱动第四定位件513相对于下片体120底面的第三焊接区域水平移动,第四定位件513远离下片体120的一面水平固定设置有与第二零件160上的第二定位孔161进行配合的第二定位销514,第四定位件513表面还设置有用于对第二零件160表面进行吸附的第二磁性件515,第二零件160的一端表面与第四定位件513表面进行定位,第二零件160远离第四定位件513的一端边缘和下片体120底面的第三焊接区域进行接触。
62.采用上述技术方案,在进行第二零件160与下片体120表面进行定位时,首先通过第五伸缩元件512驱动第四定位件513远离下片体120,使第四定位件513与下片体120上的
第三焊接区域之间在水平方向存在一定间距。然后将第二零件160下端表面贴附到第四定位件513的侧壁,并使第二零件160上的第二定位孔161与第四定位件513上的第二定位销514进行配合。同时为了避免第二零件160在第四定位件513上发生旋转或掉落,本实施例通过在第四定位件513表面设置第二磁性件515,可以对第二零件160的下端表面进行磁力吸附,从而避免第二零件160发生旋转掉落。
63.当完成第二零件160在第四定位件513上装夹后,通过第五伸缩元件512驱动第四定位件513朝下片体120方向平移,使第二零件160远离第四定位件513的一端与下片体120表面进行抵持,为了避免第二零件160在第四定位件513上脱落,本实施例通过第三夹持装置52实现。具体的,第三夹持装置52包括第二固定架521、翻转气缸522、第二翻转臂523及第一夹紧件524,第二固定架521固定设置在第一定位架一侧的焊接台架1上,翻转气缸522水平固定设置在第二固定架521上,第二翻转臂523的一端与翻转气缸522铰连接,另一端与第一夹紧件524固定连接,第二翻转臂523远离翻转气缸522的一端还固定设置有第二夹紧件525,第二气缸用于驱动第二翻转臂523翻转,以使第一夹紧件524及第二夹紧件525分别对第二零件160的两端进行夹紧。由此设置,当第二零件160的一端侧边与下片体120表面抵持后,通过翻转气缸522驱动第二翻转臂523朝下片体120方向水平翻转,从而使第一夹紧件524与第四定位件513配合,实现对第二零件160的下端部进行夹紧,于此同时,第二夹紧件525对第二零件160远离第四定位件513的一端外表面进行抵持,从而实现将第二零件160在下片体120表面焊接区域进行定位。
64.本实施例通过第二定位装置41和第二夹持装置42集成在一起形成第二夹持定位组件4,来实现第一零件150与下片体120表面的第二焊接区域进行定位;通过第三定位装置51和第三夹持装置52集成在一起形成第三夹持定位组件5,来实现第二零件160与下片体120表面的第三焊接区域进行定位;可以使第二夹持定位组件4及第三夹持定位组件5在焊机台架上结构设计紧凑,充分利用焊接台架1安装空间的同时,使定位装置和夹持装置集成在一起,减少因独立设置造成的配合精度差,从而保证副车架纵梁100与零部件焊接定位精度。
65.在上述实施例中,第一夹紧件524朝向第四定位件513的一面设置有供第二定位销514插入的避让槽5241。可以使第一夹紧件524与第四定位件513配合面积更大,同时可以通过避让槽5241避开第四定位件513上的第二定位销514。
66.在本实施例中,焊接台架1上设置有第二限位件516,用于对第四定位件513远离第五伸缩元件512的一面进行限位。由此,可以避免第四定位件513移动行程过载。
67.在上述实施例中,第一伸缩元件321、第二伸缩元件3142、第三伸缩元件412、第四伸缩元件422及第五伸缩元件512为气缸、油缸或电缸中任意一种,作为优选,本实施例所有的伸缩元件选择气缸。
68.本实用新型的工作原理是:
69.通过平移组件314驱使第一支撑架311靠近上片体110表面的第一焊接区域,使第一定位件312处于上片体110上方的第一焊接区域处,将弯轴140的一端插入到第二定位件313的定位凹槽3131中实现角度定位,弯轴140的另一端贴附在上片体110表面,将连接片130上的弧形凸起与弯轴140远离第二定位件313的一端进行配合,同时将连接片130的端部与第一定位件312进行抵持,完成连接片130在上片体110上的初步定位,同时完成弯轴140
与连接片130的角度初步定位。当完成连接片130及弯轴140在上片体110上初步定位后,通过第一伸缩元件321驱动第一翻转臂323相对于第二支撑架322朝上片体110表面翻转,使第一夹紧件524对连接片130表面进行压紧,同时第二夹紧件525对第二定位件313上的弯轴140进行压紧,从而实现连接片130在上片体110上的定位,以及弯轴140在连接片130上的角度定位。
70.以上所述仅为本实用新型的较佳实施方式而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。