1.本实用新型涉及电阻片生产制造过程中成型压制产品测量检验领域,尤其涉及一种氧化锌电阻片成型压制后产品高度重量测量检验装置。
背景技术:
2.氧化锌电阻片成型压制后产品高度重量公差测量是指利用标准高度、重量计量器具对氧化锌电阻片粉末原料压制成型后的电阻片胚体进行高度、重量测量公差检测的一种制造工艺方法,检测出来的数据用于快速反馈修正调整成型压制设备的压力速度等参数,其目的是保证成型压设备制过程中重复一致稳定性,保证每个单体产品的密度标准公差符合产品技术规范。
3.目前氧化锌电阻片制造流程工序中关键过程中对粉末原料成型压制产品胚体的检验测量分为人工拾取转运、自动化机械臂抓取流转两种,在拾取转运至下一工序前都需要对每一模压制成型的胚体进行高度重量测量,将数据实时反馈给成型压制设备进行微量调整,用以修正设备累计误差,已达到精确控制产品技术规范一致稳定性。
4.人工拾取转运,设备模具成型压制每一次开模出产品胚体清扫完成后,设备操作员会手动操作使用百分游标卡尺对压制的产品进行高度测量,然后再放入电子天平秤测量产品重量,将两个数据分别记录下来与产品高度重量公差技术规范进行比对,如果在范围值内成型设备不做调整继续压制,如超出或低于产品技术规范就会人工按一定范围对成型压制设备调整系统参数微调已到达下一模及以后每次压制出的产品都符合产品技术规范要求。
5.自动化机械臂抓取流转,设备模具成型压制每一次开模出产品胚体清扫完成后,使用机械臂将产品抓取至高度测量平台测量高度,完成后抓取转运到电子天平秤进行称重,两项测量结果完成后将数据显示上传后由人工或控制后台进对设备行调整。
6.从目前的行业来看,在人工操作过程中存在着大量的重复性数据记录测量工作,效率低容易出现测量误读误测等误差错误发生。自动化机械臂抓取流转作业高度测量和重量测量是分别属于两个独立过程完成,因此测量数据结构相对滞后一些,损失一定效率节拍时间。
7.因此,有必要提供一种氧化锌电阻片成型压制后产品高度重量测量检验装置解决上述技术问题。
技术实现要素:
8.本实用新型提供一种氧化锌电阻片成型压制后产品高度重量测量检验装置,解决了针对氧化锌电阻片生产制造过程中成型压制产品测量检验领域存在人工测量检验产品高度、重量容易产生测量误差,数据录入统计分析不便及频繁重复操作工作效率低下,发生产品质量波动的问题。
9.为解决上述技术问题,本实用新型提供的一种氧化锌电阻片成型压制后产品高度
重量测量检验装置,包括:
10.机体平台和操作箱,所述机体平台的的表面设置有产品重量测量托板;
11.称重传感器,所述称重传感器设置于所述机体平台的内部且位于所述产品重量测量托板的下方;
12.高度重量校准块,所述高度重量校准块设置于所述产品重量测量托板的表面;
13.产品检测传感器支架,所述产品检测传感器支架设置于所述机体平台的表面,所述产品检测传感器支架表面的一侧安装有产品检测传感器;
14.高度测量支柱,所述高度测量支柱设置于所述产品检测传感器支架的顶端,所述高度测量支柱的表面套设有调节套;
15.高度测量支架固定臂,所述高度测量支架固定臂连接于所述调节套表面的一侧,所述高度测量支架固定臂的一端连接有激光高度测量传感器,所述激光高度测量传感器的底部安装有激光高度测量传感器发射镜头;
16.高度重量校准块,所述高度重量校准块设置于所述产品重量测量托板的表面。
17.优选的,所述机体平台底部的两侧均设置有平台水平调节支撑防震螺母。
18.优选的,所述机体平台的表面且位于所述产品重量测量托板相对的一侧设置有水平校准器。
19.优选的,所述产品检测传感器支架的底部连接有紧固螺栓,所述调节套表面的一侧设置有锁紧螺母。
20.优选的,所述操作箱的表面分别设置有电源进线、电源开关、高度测量信号输入和重量测量信号输入。
21.优选的,所述操作箱的表面设置有触摸屏,所述操作箱的表面设置有预留反馈信号输出。
22.优选的,所述激光高度测量传感器的底部连接有活动组件,所述活动组件包括固定板,所述固定板的表面开设有滑槽,所述滑槽的内部滑动连接有滑块。
23.优选的,所述滑块的一侧设置有调节组件,所述调节组件包括连接杆,所述连接杆的表面设置有调节架,所述调节架的一端连接有防护罩。
24.与相关技术相比较,本实用新型提供的一种氧化锌电阻片成型压制后产品高度重量测量检验装置具有如下有益效果:
25.本实用新型提供一种氧化锌电阻片成型压制后产品高度重量测量检验装置,通过将行业通用领域传统的游标卡尺接触式人工高度测量改为激光非接触式光学测量,测量读数响应速度快不会产生因人员测量工具接触点不同差异产生误测差异。
26.称重测量与普通标准电子秤称重测量相比使用高精度工业级定制化称重传感器减小重复测量误差率,将两个不同的测量系统合二为一,实现设备体积轻小化快速测量检验,减少人工误操作差异化数据录入引起的产品随机性质量波动,有着明显的优势。
27.通过在测量机体平台设置产品检测传感器,产品检测传感器检测到产品重量测量托板上有产品后会触发称重传感器同时测量,完成后数据传至测量平台人机对话操作箱记录与标准规范比对,在产品尺寸重量门限值内显示合格,超出低于门限值值时显示高低差量,提升修正成型压制数据,每次测量完成后产品离开产品重量测量托板后产品检测传感器会对激光高度测量传感器发出一次清零复位校准指令,从而不会产生测量累计误差,保
证每一次测量检验的数据准确性。
附图说明
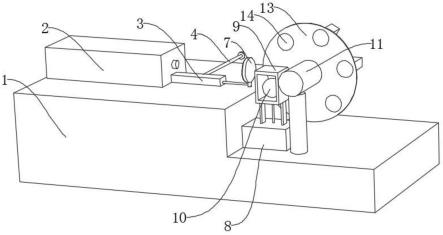
28.图1为本实用新型提供的一种氧化锌电阻片成型压制后产品高度重量测量检验装置的第一实施例的结构示意图;
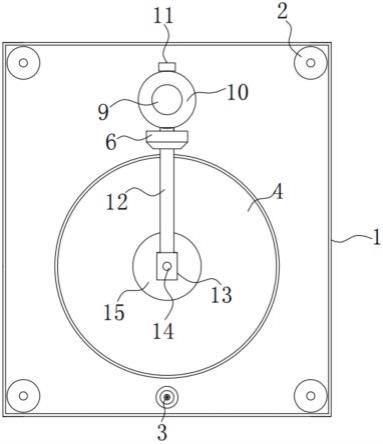
29.图2为图1所示的装置整体的俯视图;
30.图3为操作箱的整体结构示意图;
31.图4为图3所示的操作箱整体的正视图;
32.图5为图3所示的操作箱整体的侧视图;
33.图6为本实用新型提供的一种氧化锌电阻片成型压制后产品高度重量测量检验装置的第二实施例的结构示意图;
34.图7为图6所示的a部放大示意图。
35.图中标号:1、机体平台,2、平台水平调节支撑防震螺母,3、水平校准器,4、产品重量测量托板,5、称重传感器,6、产品检测传感器,7、紧固螺栓,8、产品检测传感器支架,9、高度测量支柱,10、调节套,11、锁紧螺母,12、高度测量支架固定臂,13、激光高度测量传感器,14、激光高度测量传感器发射镜头,15、高度重量校准块,16、操作箱,17、电源进线,18、电源开关,19、触摸屏,20、高度测量信号输入,21、重量测量信号输入,22、预留反馈信号输出,
36.23、活动组件,231、固定板,232、滑槽,233、滑块,
37.24、调节组件,241、连接杆,242、调节架,
38.25、防护罩。
具体实施方式
39.下面结合附图和实施方式对本实用新型作进一步说明。
40.第一实施例
41.请结合参阅图1、图2、图3、图4和图5,其中,图1为本实用新型提供的一种氧化锌电阻片成型压制后产品高度重量测量检验装置的第一实施例的结构示意图;图2为图1所示的装置整体的俯视图;图3为操作箱的整体结构示意图;图4为图3所示的操作箱整体的正视图;图5为图3所示的操作箱整体的侧视图。一种氧化锌电阻片成型压制后产品高度重量测量检验装置,包括:
42.机体平台1和操作箱16,所述机体平台1的的表面设置有产品重量测量托板4;
43.机体平台1上端以中心位置开有圆形安装孔用于安装产品重量测量托板4,所述产品重量测量托板4水平安装在称重传感器5上端,所述称重传感器5通过螺栓安装在机体平台1内腔中央位置,所述称重传感器5通过信号电缆连接至测量操作平台控制箱内称重信号放大器上。
44.称重传感器5,所述称重传感器5设置于所述机体平台1的内部且位于所述产品重量测量托板4的下方;
45.高度重量校准块15,所述高度重量校准块15设置于所述产品重量测量托板4的表面;
46.产品检测传感器支架8,所述产品检测传感器支架8设置于所述机体平台1的表面,
所述产品检测传感器支架8表面的一侧安装有产品检测传感器6;
47.高度测量支柱9,所述高度测量支柱9设置于所述产品检测传感器支架8的顶端,所述高度测量支柱9的表面套设有调节套10;
48.高度测量支架固定臂12,所述高度测量支架固定臂12连接于所述调节套10表面的一侧,所述高度测量支架固定臂12的一端连接有激光高度测量传感器13,所述激光高度测量传感器13的底部安装有激光高度测量传感器发射镜头14;
49.高度重量校准块15,所述高度重量校准块15设置于所述产品重量测量托板4的表面。
50.所述机体平台1底部的两侧均设置有平台水平调节支撑防震螺母2。
51.所述机体平台1的表面且位于所述产品重量测量托板4相对的一侧设置有水平校准器3。
52.所述产品检测传感器支架8的底部连接有紧固螺栓7,所述调节套10表面的一侧设置有锁紧螺母11。
53.锁紧螺母11用于机械粗调校准测量位置后的锁紧定位.
54.重量高度校准块15为恒定标准高度重量块,放置于产品重量测量托板4中心位置,用于冷开机后对设备系统进行检验校准。
55.激光高度测量传感器13通过支架安装在高度测量支架固定臂12上,高度测量支架固定臂12通过调节套10安装在高度测量支柱9上端,锁紧螺母11用于机械粗调校准测量位置后的锁紧定位,激光高度测量传感器13信号输出电缆连接至测量平台人机对话操作箱左侧下端设置测量信号电缆接入口。
56.所述操作箱16的表面分别设置有电源进线17、电源开关18、高度测量信号输入20和重量测量信号输入21。
57.所述操作箱16的表面设置有触摸屏19,所述操作箱16的表面设置有预留反馈信号输出22。
58.电源进线17,电源开关18,高度测量信号输入20,重量测量信号输入21设置在操作箱16左侧,预留反馈信号输出22设置在操作箱16右侧。
59.平台水平调节支撑防震螺母2,平台水平调节支撑防震螺母2分别固定安装在机体平台1底部四边位置,水平校准器3安装在机体平台1外侧中央位置,产品重量测量托板4固定安装在称重传感器5的上部测量端,称重传感器5水平安装在机体平台1内腔中央位置,称重传感器5的重量信号屏蔽电缆连接至高度重量平台系统的控制操作箱16左侧重量测量信号输入20。
60.产品检测传感器6通过产品检测传感器支架8安装在机体平台1里侧中央位置,高度测量支柱9底部通过紧固螺栓7固定安装在机体平台1里侧中央位置。
61.调节套10通过锁紧螺母11锁紧固定在高度测量支柱9的上端位置,高度测量支架固定臂12水平固定安装在调节套10上,仪器安装端调节定位在产品重量测量托板4中心位置上端,激光高度测量传感器13通过安装孔固定在高度测量支架固定臂12的安装座上,激光高度测量传感器发射镜头14端面中心点通过调整高度测量支架固定臂12的高度位置使其端面与产品重量测量托板4中心位置距离在激光高度测量传感器13的最大高度测量值范围内,称激光高度测量传感器13的高度测量信号屏蔽电缆连接至高度重量平台系统的控制
操作箱16左侧重量测量信号输入21。
62.高度重量校准块15为标准高度重量的基准块用于每次冷机开启后校准高度重量测量传感器。
63.高度重量平台系统的控制操作箱16上的人机触摸屏19设置有:高度重量校准复位按钮、产品规格录入、高度测量值、高度上线下限、重量测量、重量上下限、高度状态指示、重量状态指示、测量合格数累计、不合格数累计、数据反馈指示等11个输入显示窗口。
64.本实用新型提供的一种氧化锌电阻片成型压制后产品高度重量测量检验装置的工作原理如下:
65.装置的安装调试:在粉末成型压机设备压制出产品作业区将机体平台1放置在水平无异物阻挡的开阔平台处,分别依次手动调节机体平台1底部四边平台水平调节支撑防震螺母2观察水平仪校准器3上端的圆形气泡使其始终静止在中央位置,此时水平面基准调试完成,锁紧平台水平调节支撑防震螺母2。
66.使用前的检查,水平基准调整完成后分别依次检查:产品检测传感器支架8、高度测量支柱9、调节套10、锁紧螺母11、高度测量支架固定臂12、电源进线17,高度测量信号输入20、重量测量信号输入21等连接紧固无松动。
67.高度重量测量冷机校准:在操作箱16左侧上插上电源进线17、打开电源开关18,触摸屏19启动进入工作状态,在触摸屏上输入产品规格、高度重量上下限范围参数,将高度重量校准块放入产品重量测量托板4中心位置,此时产品检测传感器6检测到有产品放入,随即出发称重传感器5、激光高度测量传感器13对校准块进行测量,测量的高度重量数据经过放大器处理显示在触摸屏高度重量测量窗口,将显示的测试数据与校准块上的数据进行比对,通过触摸屏上的校准窗口把差异调整到与校准块一直,重复两次无变化校准完成。
68.电阻片成型压制产品的高度重量测量过程,测量平台冷机校准完成后进入热待机状态,确认规格参数,产品高度重量上下限值设置正确符合产品技术规范,氧化锌电阻片粉末压制成型脱模后,将清洁后的产品放入机体平台1的产品重量测量托板4中央位置上,产品检测传感器6检测到有产品,随即触发称重传感器5,激光高度测量传感器13同时对产品高度重量进行测量,测量的数据通过信号电缆传送至操作箱16的高度测量信号输入20,重量测量信号输入21端经过信号放大处理显示在触摸屏上与录入的产品技术规格进行比对,无差异显示合格,有差异时分别显示高度重量值,并提示进入人工或自动对成型压机运行参数进行数据反馈纠正,每一次的测量检验会在触摸屏上进行累计存储方便成型设备进行运行评估。产品测试检验完成后触摸屏上会提示测量已完成,将产品从产品重量测量托板4拾取转运至下一工序,此时,产品检测传感器6检测到重量测量托板4无产品时,高度重量平台系统的控制系统会发送一次复位重量高度测试对测量传感器进行复位清零消除累计误差,每一次重复以上操作确保测量精确度。
69.与相关技术相比较,本实用新型提供的一种氧化锌电阻片成型压制后产品高度重量测量检验装置具有如下有益效果:
70.本实用新型提供一种氧化锌电阻片成型压制后产品高度重量测量检验装置,通过将行业通用领域传统的游标卡尺接触式人工高度测量改为激光非接触式光学测量,测量读数响应速度快不会产生因人员测量工具接触点不同差异产生误测差异。
71.称重测量与普通标准电子秤称重测量相比使用高精度工业级定制化称重传感器
减小重复测量误差率,将两个不同的测量系统合二为一,实现设备体积轻小化快速测量检验,减少人工误操作差异化数据录入引起的产品随机性质量波动,有着明显的优势。
72.通过在测量机体平台1设置产品检测传感器6,产品检测传感器6检测到产品重量测量托板4上有产品后会触发称重传感器5同时测量,完成后数据传至测量平台人机对话操作箱记录与标准规范比对,在产品尺寸重量门限值内显示合格,超出低于门限值值时显示高低差量,提升修正成型压制数据,每次测量完成后产品离开产品重量测量托板4后产品检测传感器6会对激光高度测量传感器13发出一次清零复位校准指令,从而不会产生测量累计误差,保证每一次测量检验的数据准确性。
73.第二实施例
74.请结合参阅图6和图7,基于本技术的第一实施例提供的一种氧化锌电阻片成型压制后产品高度重量测量检验装置,本技术的第二实施例提出另一种氧化锌电阻片成型压制后产品高度重量测量检验装置。第二实施例仅仅是第一实施例优选的方式,第二实施例的实施对第一实施例的单独实施不会造成影响。
75.具体的,本技术的第二实施例提供的一种氧化锌电阻片成型压制后产品高度重量测量检验装置的不同之处在于,一种氧化锌电阻片成型压制后产品高度重量测量检验装置,所述激光高度测量传感器13的底部连接有活动组件23,所述活动组件23包括固定板231,所述固定板231的表面开设有滑槽232,所述滑槽232的内部滑动连接有滑块233。
76.固定板231固定连接在激光高度测量传感器13的底部,在滑块233的一侧连接有定位块,在滑槽232内壁的一侧开设有与定位块相适配的定位槽,使用定位块和定位槽能防止滑块233的脱落,在调节架242的表面设置有螺栓,连接杆241的一端通过转动轴与滑块233转动连接,在连接杆241的表面开设有多个与螺栓相适配的螺纹孔。
77.所述滑块233的一侧设置有调节组件24,所述调节组件24包括连接杆241,所述连接杆241的表面设置有调节架242,所述调节架242的一端连接有防护罩25。
78.本实用新型提供的一种氧化锌电阻片成型压制后产品高度重量测量检验装置的工作原理如下:
79.当对激光高度测量传感器13使用时,首先通过推动调节架242在连接杆241的表面向下移动,当调节架242在连接杆241的表面向下移动时带动激光高度测量传感器发射镜头14表面的防护罩25向下移动,当防护罩25移动至与激光高度测量传感器发射镜头14分离后,再通过转动连接杆241带动带有防护罩25的调节架242向一侧转动,当连接杆241转动至与激光高度测量传感器13平行后,再通过拉动连接杆241带动滑块233在滑槽232的内部进行移动,当防护罩25移动至远离激光高度测量传感器发射镜头14后即可进行使用。
80.与相关技术相比较,本实用新型提供的一种氧化锌电阻片成型压制后产品高度重量测量检验装置具有如下有益效果:
81.本实用新型提供一种氧化锌电阻片成型压制后产品高度重量测量检验装置,在激光高度测量传感器13的底部设置带有滑槽232的固定板231配合滑块233和活动组件23能方便对防护罩25进行打开和安装的作用,使用防护罩25能在激光高度测量传感器13不使用时对激光高度测量传感器发射镜头14起到防护的作用。
82.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在
其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。