1.本发明涉及玻璃生产技术领域,尤其涉及一种玻璃生产用智能化厚度检测仪及检测方法。
背景技术:
2.玻璃是非晶无机非金属材料,一般是用多种无机矿物为主要原料,另外加入少量辅助原料制成的,广泛应用于建筑物,用来隔风透光。
3.玻璃生产一般是用多种无机矿物为主要原料,另外加入少量辅助原料制成的,在钢化玻璃领域,玻璃生产后需要测量钢化玻璃的厚度,一般为人工测量,少部分采用光学仪器测量。
4.但是这两种厚度测量方法各有弊端,光学仪器测量检测成本高昂,不符合流水线的生产需求,人工测量虽然成本较低,但是需要逐片下片进行测量,效率低下,且测量结果会因为人为因素导致出现误差。
技术实现要素:
5.本发明的目的是为了解决现有技术中检测成本高昂,检测效率低下且容易出现误差问题,而提出的一种玻璃生产用智能化厚度检测仪及检测方法。
6.为了实现上述目的,本发明采用了如下技术方案:
7.一种玻璃生产用智能化厚度检测仪,包括安装板,所述安装板的一侧设有触发组件,所述触发组件的顶部通过活动杆连接有气体箱,所述气体箱固定安装在所述安装板的一侧,且气体箱内壁的底面固定安装有密封罩,所述密封罩的内部滑动连接有活塞块,所述活塞块的底部固定安装所述活动杆,所述密封罩的一侧贯穿开设有进气孔,所述气体箱的一侧通过软管连通有气筒箱,所述气筒箱的底部通过连接杆活动连接有印刷箱,所述印刷箱的内部滑动连接有印刷板。
8.为了实现筛选出合格的玻璃,优选地,所述触发组件包括转动杆,所述转动杆通过转动轴转动连接于所述安装板的一侧,所述转动杆的一侧通过转动销转动连接有压紧轮,且安装板的一侧和转动杆的一侧均固定连接有定位销,两根所述定位销之间通过拉簧连接。
9.为了实现保护玻璃,优选地,所述压紧轮的表面固定套接有橡胶环;所述活动杆的底端与所述转动杆的顶面相触。
10.为了实现功能完善,优选地,所述气体箱的一侧贯穿安装有进气管,所述进气管的进气端与气泵的输出端连通。
11.为了实现功能完善,优选地,所述密封罩的内部呈圆筒形,所述活塞块的圆周外壁固定套接有橡胶密封环,且橡胶密封环的表面与密封罩的内壁相对滑动连接。
12.为了实现复位,优选地,所述活塞块的顶面固定连接有第一弹簧,所述第一弹簧的顶端与所述密封罩内壁的顶面固定连接。
13.为了实现功能正常,优选地,所述进气孔呈圆筒形,所述活塞块的厚度比所述密封罩的直径大3~4cm。
14.为了实现给合格的玻璃打上印记,优选地,所述气筒箱固定安装在所述安装板的一侧,所述气筒箱的内部设有隔板,所述隔板把所述气筒箱的内部分为气体腔和活动腔,所述活动腔的内部滑动连接有活动板,所述活动板的底部固定连接所述连接杆,且活动板的顶面固定连接有第二弹簧,所述第二弹簧的顶端与所述活动腔内壁的顶面固定连接,所述隔板的底部贯穿开设有连通孔,且连通孔连通气体腔和活动腔。
15.为了实现功能正常,优选地,所述印刷箱的一侧开设有第一导料槽,所述印刷板的一侧开设有第二导流槽,且印刷板和第二导流槽之间相互对应,所述印刷板的顶面固定连接有第三弹簧,所述第三弹簧的顶端与所述印刷箱内壁的顶面固定连接。
16.为了实现储存墨水,优选地,所述印刷箱的一侧贯穿安装有连接管,所述连接管的顶端固定连接有储液筒。
17.一种采用所述的一种玻璃生产用智能化厚度检测仪的玻璃后的检测方法。
18.与现有技术相比,本发明提供了一种玻璃生产用智能化厚度检测仪,具备以下有益效果:
19.该一种玻璃生产用智能化厚度检测仪,通过设置压紧轮、密封罩、活塞块、活动杆、进气孔、气筒箱和印刷板等结构组件,从而使得本装装置,可以快速测量玻璃的厚度,并给合格的玻璃打上印记,相对于现有技术,本装置测量成本低廉,测量效率高,测量准确度高。
附图说明
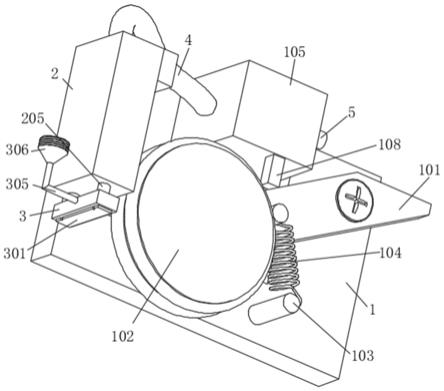
20.图1为本发明提出的一种玻璃生产用智能化厚度检测仪立体的结构示意图;
21.图2为本发明提出的一种玻璃生产用智能化厚度检测仪的俯视结构示意图;
22.图3为本发明提出的一种玻璃生产用智能化厚度检测仪的气筒箱内部结构示意图;
23.图4为本发明提出的一种玻璃生产用智能化厚度检测仪的气体箱内部结构示意图;
24.图5为本发明提出的一种玻璃生产用智能化厚度检测仪的印刷箱内部结构示意图。
25.图中:1、安装板;101、转动杆;102、压紧轮;103、定位销;104、拉簧;105、气体箱;106、密封罩;107、活塞块;108、活动杆;109、进气孔;110、第一弹簧;2、气筒箱;201、隔板;202、气体腔;203、活动腔;204、活动板;205、连接杆;206、第二弹簧;207、连通孔;3、印刷箱;301、印刷板;302、第一导料槽;303、第二导流槽;304、第三弹簧;305、连接管;306、储液筒;4、软管;5、进气管。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
27.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便
于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
28.实施例1:
29.参照图1
‑
5,一种玻璃生产用智能化厚度检测仪,包括安装板1,安装板1的一侧设有触发组件,触发组件的顶部通过活动杆108连接有气体箱105,气体箱105固定安装在安装板1的一侧,且气体箱105内壁的底面固定安装有密封罩106,密封罩106的内部滑动连接有活塞块107,活塞块107的底部固定安装活动杆108,气体箱105的底部开设有贯通孔,活动杆108穿过贯通孔,密封罩106的一侧贯穿开设有进气孔109,气体箱105的一侧通过软管4连通有气筒箱2,气筒箱2的底部通过连接杆205活动连接有印刷箱3,印刷箱3的内部滑动连接有印刷板301。
30.实施例2:
31.参照图1
‑
5,一种玻璃生产用智能化厚度检测仪,包括安装板1,安装板1的一侧设有触发组件,触发组件的顶部通过活动杆108连接有气体箱105,气体箱105固定安装在安装板1的一侧,且气体箱105内壁的底面固定安装有密封罩106,密封罩106的内部滑动连接有活塞块107,活塞块107的底部固定安装活动杆108,气体箱105的底部开设有贯通孔,活动杆108穿过贯通孔,密封罩106的一侧贯穿开设有进气孔109,气体箱105的一侧通过软管4连通有气筒箱2,气筒箱2的底部通过连接杆205活动连接有印刷箱3,印刷箱3的内部滑动连接有印刷板301,触发组件包括转动杆101,转动杆101通过转动轴转动连接于安装板1的一侧,转动杆101的一侧通过转动销转动连接有压紧轮102,且安装板1的一侧和转动杆101的一侧均固定连接有定位销103,两根定位销103之间通过拉簧104连接,当生产好的玻璃经过输送带输送到压紧轮102的正下方时,压紧轮102在弹簧的作用下压紧玻璃,因为玻璃都具有一定的厚度,压紧轮102势必稍微向上抬起,玻璃远离后在拉簧104的作用下,压紧轮102复位。
32.实施例3:
33.参照图1
‑
5,一种玻璃生产用智能化厚度检测仪,包括安装板1,安装板1的一侧设有触发组件,触发组件的顶部通过活动杆108连接有气体箱105,气体箱105固定安装在安装板1的一侧,且气体箱105内壁的底面固定安装有密封罩106,密封罩106的内部滑动连接有活塞块107,活塞块107的底部固定安装活动杆108,气体箱105的底部开设有贯通孔,活动杆108穿过贯通孔,密封罩106的一侧贯穿开设有进气孔109,气体箱105的一侧通过软管4连通有气筒箱2,气筒箱2的底部通过连接杆205活动连接有印刷箱3,印刷箱3的内部滑动连接有印刷板301,触发组件包括转动杆101,转动杆101通过转动轴转动连接于安装板1的一侧,转动杆101的一侧通过转动销转动连接有压紧轮102,且安装板1的一侧和转动杆101的一侧均固定连接有定位销103,两根定位销103之间通过拉簧104连接,当生产好的玻璃经过输送带输送到压紧轮102的正下方时,压紧轮102在弹簧的作用下压紧玻璃,因为玻璃都具有一定的厚度,压紧轮102势必稍微向上抬起,玻璃远离后在拉簧104的作用下,压紧轮102复位,压紧轮102的表面固定套接有橡胶环,防止压紧轮102对玻璃造成损坏;活动杆108的底端与转动杆101的顶面相触,当转动杆101向上移动时,活动杆108也向上移动。
34.实施例4:
35.参照图1
‑
5,一种玻璃生产用智能化厚度检测仪,包括安装板1,安装板1的一侧设有触发组件,触发组件的顶部通过活动杆108连接有气体箱105,气体箱105固定安装在安装
板1的一侧,且气体箱105内壁的底面固定安装有密封罩106,密封罩106的内部滑动连接有活塞块107,活塞块107的底部固定安装活动杆108,气体箱105的底部开设有贯通孔,活动杆108穿过贯通孔,密封罩106的一侧贯穿开设有进气孔109,气体箱105的一侧通过软管4连通有气筒箱2,气筒箱2的底部通过连接杆205活动连接有印刷箱3,印刷箱3的内部滑动连接有印刷板301,气体箱105的一侧贯穿安装有进气管5,进气管5的进气端与气泵的输出端连通,从而给本装置提供气源,使得本装置功能完善。
36.实施例5:
37.参照图1
‑
5,一种玻璃生产用智能化厚度检测仪,包括安装板1,安装板1的一侧设有触发组件,触发组件的顶部通过活动杆108连接有气体箱105,气体箱105固定安装在安装板1的一侧,且气体箱105内壁的底面固定安装有密封罩106,密封罩106的内部滑动连接有活塞块107,活塞块107的底部固定安装活动杆108,气体箱105的底部开设有贯通孔,活动杆108穿过贯通孔,密封罩106的一侧贯穿开设有进气孔109,气体箱105的一侧通过软管4连通有气筒箱2,气筒箱2的底部通过连接杆205活动连接有印刷箱3,印刷箱3的内部滑动连接有印刷板301,触发组件包括转动杆101,转动杆101通过转动轴转动连接于安装板1的一侧,转动杆101的一侧通过转动销转动连接有压紧轮102,且安装板1的一侧和转动杆101的一侧均固定连接有定位销103,两根定位销103之间通过拉簧104连接,当生产好的玻璃经过输送带输送到压紧轮102的正下方时,压紧轮102在弹簧的作用下压紧玻璃,因为玻璃都具有一定的厚度,压紧轮102势必稍微向上抬起,玻璃远离后在拉簧104的作用下,压紧轮102复位,压紧轮102的表面固定套接有橡胶环,防止压紧轮102对玻璃造成损坏;活动杆108的底端与转动杆101的顶面相触,当转动杆101向上移动时,活动杆108也向上移动;
38.密封罩106的内部呈圆筒形,活塞块107的圆周外壁固定套接有橡胶密封环,且橡胶密封环的表面与密封罩106的内壁相对滑动连接,增大密封性。
39.实施例6:
40.参照图1
‑
5,一种玻璃生产用智能化厚度检测仪,包括安装板1,安装板1的一侧设有触发组件,触发组件的顶部通过活动杆108连接有气体箱105,气体箱105固定安装在安装板1的一侧,且气体箱105内壁的底面固定安装有密封罩106,密封罩106的内部滑动连接有活塞块107,活塞块107的底部固定安装活动杆108,气体箱105的底部开设有贯通孔,活动杆108穿过贯通孔,密封罩106的一侧贯穿开设有进气孔109,气体箱105的一侧通过软管4连通有气筒箱2,气筒箱2的底部通过连接杆205活动连接有印刷箱3,印刷箱3的内部滑动连接有印刷板301,触发组件包括转动杆101,转动杆101通过转动轴转动连接于安装板1的一侧,转动杆101的一侧通过转动销转动连接有压紧轮102,且安装板1的一侧和转动杆101的一侧均固定连接有定位销103,两根定位销103之间通过拉簧104连接,当生产好的玻璃经过输送带输送到压紧轮102的正下方时,压紧轮102在弹簧的作用下压紧玻璃,因为玻璃都具有一定的厚度,压紧轮102势必稍微向上抬起,玻璃远离后在拉簧104的作用下,压紧轮102复位,压紧轮102的表面固定套接有橡胶环,防止压紧轮102对玻璃造成损坏;活动杆108的底端与转动杆101的顶面相触,当转动杆101向上移动时,活动杆108也向上移动;
41.密封罩106的内部呈圆筒形,活塞块107的圆周外壁固定套接有橡胶密封环,且橡胶密封环的表面与密封罩106的内壁相对滑动连接,增大密封性;活塞块107的顶面固定连接有第一弹簧110,第一弹簧110的顶端与密封罩106内壁的顶面固定连接,便于活塞块107
复位。
42.具体的,进气孔109呈圆筒形,活塞块107的厚度比密封罩106的直径大3~4cm,使得活塞块107可以堵塞进气孔109,从而使得本装置功能正常。
43.实施例7:
44.参照图1
‑
5,一种玻璃生产用智能化厚度检测仪,包括安装板1,安装板1的一侧设有触发组件,触发组件的顶部通过活动杆108连接有气体箱105,气体箱105固定安装在安装板1的一侧,且气体箱105内壁的底面固定安装有密封罩106,密封罩106的内部滑动连接有活塞块107,活塞块107的底部固定安装活动杆108,气体箱105的底部开设有贯通孔,活动杆108穿过贯通孔,密封罩106的一侧贯穿开设有进气孔109,气体箱105的一侧通过软管4连通有气筒箱2,气筒箱2的底部通过连接杆205活动连接有印刷箱3,印刷箱3的内部滑动连接有印刷板301,触发组件包括转动杆101,转动杆101通过转动轴转动连接于安装板1的一侧,转动杆101的一侧通过转动销转动连接有压紧轮102,且安装板1的一侧和转动杆101的一侧均固定连接有定位销103,两根定位销103之间通过拉簧104连接,当生产好的玻璃经过输送带输送到压紧轮102的正下方时,压紧轮102在弹簧的作用下压紧玻璃,因为玻璃都具有一定的厚度,压紧轮102势必稍微向上抬起,玻璃远离后在拉簧104的作用下,压紧轮102复位,压紧轮102的表面固定套接有橡胶环,防止压紧轮102对玻璃造成损坏;活动杆108的底端与转动杆101的顶面相触,当转动杆101向上移动时,活动杆108也向上移动;
45.密封罩106的内部呈圆筒形,活塞块107的圆周外壁固定套接有橡胶密封环,且橡胶密封环的表面与密封罩106的内壁相对滑动连接,增大密封性;活塞块107的顶面固定连接有第一弹簧110,第一弹簧110的顶端与密封罩106内壁的顶面固定连接,便于活塞块107复位。
46.具体的,进气孔109呈圆筒形,活塞块107的厚度比密封罩106的直径大3~4cm,使得活塞块107可以堵塞进气孔109,从而使得本装置功能正常;
47.气筒箱2固定安装在安装板1的一侧,气筒箱2的内部设有隔板201,隔板201把气筒箱2的内部分为气体腔202和活动腔203,活动腔203的内部滑动连接有活动板204,活动板204的底部固定连接连接杆205,且活动板204的顶面固定连接有第二弹簧206,第二弹簧206的顶端与活动腔203内壁的顶面固定连接,隔板201的底部贯穿开设有连通孔207,且连通孔207连通气体腔202和活动腔203,高压气体从软管4进入到气体腔202的内部,途径连通孔207推动活动板204克服第二弹簧206的弹力,从而使得最低端的印刷板301远离输送带的表面。
48.具体的,印刷箱3的一侧开设有第一导料槽302,印刷板301的一侧开设有第二导流槽303,且第一导料槽302和第二导流槽303之间相互对应,印刷板301的顶面固定连接有第三弹簧304,第三弹簧304的顶端与印刷箱3内壁的顶面固定连接,在第二弹簧206的作用下活动板204向下运动,直到印刷板301接触到玻璃,印刷板301和印刷箱3开始做相对滑动,当第一导料槽302和第二导流槽303连通时,墨水通过印刷板301印刷在玻璃上,表示此玻璃合格。
49.具体的,印刷箱3的一侧贯穿安装有连接管305,连接管305的顶端固定连接有储液筒306,使用时往储液筒306的内部添加墨水,并盖上帽盖。
50.一种采用玻璃生产用智能化厚度检测仪的玻璃后的检测方法,具体操作方法如
下,本装置可以通过螺栓固定到玻璃生产输送线上,并使得压紧轮102的滚动方向与输送方向一致,在储液筒306处添加一定量的墨水,将气泵的输出端接进进气管5的进气端处,此时活塞块107堵塞住了进气孔109,气体箱105的内部相当于密闭空间,高压气体从软管4进入到气体腔202的内部,途径连通孔207推动活动板204克服第二弹簧206的弹力,从而使得最低端的印刷板301远离输送带的表面,当生产好的玻璃经过输送带,输送到压紧轮102的正下方时,压紧轮102在弹簧的作用下压紧玻璃,因为玻璃都具有一定的厚度,压紧轮102势必稍微向上抬起,当所测玻璃的厚度合格时,向上移动的压紧轮102带动转动杆101上移一定的行程,转动杆101推动活动杆108向上移动,进而活塞块107也向上移动,当活塞块107的最低端不能再遮盖进气孔109的最低端时,高压气体经过进气孔109和活动杆108所在贯通孔处溢出,此时气体不足以活动板204维持原态,在第二弹簧206的作用下活动板204向下运动,直到印刷板301接触到玻璃,印刷板301和印刷箱3开始做相对滑动,当第一导料槽302和第二导流槽303连通时,墨水通过印刷板301印刷在玻璃上,表示此玻璃合格,在玻璃离开压紧轮102时,在拉簧104、第一弹簧110、第二弹簧206和第三弹簧304的作用下,各元件复位,用以对下一块玻璃进行测量。
51.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。