:
1.本实用新型涉及带孔产品压制成型设备技术领域,具体涉及一种带孔产品压制成型用浮动抽芯装置。
背景技术:
2.压制成型是利用压力将置于模具内的粉料压紧至结构紧密,成为具有一定形状和尺寸的坯体的成型方法。压制成型具有成型过程简单,生产量大,便于机械化的大规模生产等优点,对具有规则几何形状的扁平制品尤为适宜。压制成型广泛用于耐火材料、建筑陶瓷等产品的生产。在采用压制成型方法生产的产品中有一些是带孔产品,例如耐火材料滑板砖,带孔产品除了需要模箱、上模和下模,还需要模芯成孔。
3.现有技术虽然也能实现带孔产品的压制成型,但在实践应用过程中,仍发现存在着深层次技术难题亟待进一步在技术结构深入研究解决。例如,实际生产中带孔产品的厚度是不一样的,而现有技术一套模具只能加工一个厚度规格,而加工不同厚度的产品需要多套模具,这不仅增加生产成本,而且更换模具费时费力,影响生产进度。又如,产品压制成型后需要将模芯抽出,现有技术通常采用油缸直接将模芯抽出,这种模芯抽出结构不仅容易造成孔内壁损伤,影响产品加工质量,而且在压制成型过程中,锤头给的压力(或者叫冲击力)会传递给油缸,严重影响油缸的使用寿命。基于以上存在的技术问题,有必要改进现有压制成型结构,以期降低成本、提高加工质量和加工效率。
4.需要说明的是,上述内容属于发明人的技术认知范畴,并不必然构成现有技术。
技术实现要素:
5.本实用新型的目的在于解决现有技术所存在的问题,提供一种带孔产品压制成型用浮动抽芯装置,具有结构设计合理、模腔深度可调、旋转抽芯、生产效率高、产品质量好等优点。
6.本实用新型通过采取以下技术方案实现上述目的:
7.一种带孔产品压制成型用浮动抽芯装置,包括:
8.液压浮动单元,用于调节模腔深度,包括工作台板,所述工作台板上设有多个导向柱,所述导向柱上自上而下分别设有上浮动板和下浮动板,所述工作台板分别设有与上浮动板连接的油缸a和下浮动板连接的油缸b,所述油缸a 的运行距离可调,所述上浮动板上设有模箱,所述模箱内设有模腔,所述模腔内滑动设有下模,所述下模穿过上浮动板安装在下浮动板上,所述下模上滑动设有模芯杆;
9.旋转抽芯单元,包括油缸底座,所述油缸底座下端设有顶杆油缸,所述顶杆油缸与模芯杆连接,所述模芯杆包括顶杆,所述顶杆上端设有模芯,所述顶杆侧壁至少设有一长条状凸起,所述长条状凸起下方的顶杆上设有受力环,所述油缸底座上端设有刚性支座,所述刚性支座上端设有旋转驱动机构,所述旋转驱动机构下方的刚性支座上设有受力机构,所述旋转驱动机构与长条状凸起配合驱动模芯杆旋转,所述受力机构与受力环配合承受压
力。
10.所述工作台板四角处分别设有导向柱,所述工作台板两侧分别设有油缸a,两所述油缸a对角设置,至少一油缸a上设有位移传感器,所述工作台板两侧分别设有油缸b,两油缸b对角设置。
11.所述油缸a和油缸b分别通过油缸快装结构与工作台板连接,所述油缸快装结构包括设置在工作台板侧壁上的u型开口,所述u型开口内设有限位凸起,所述u型开口内滑动插入快装座,所述快装座上设有与限位凸起匹配的限位凹槽,所述油缸a或油缸b设置在快装座上,所述快装座中心设有供活塞杆通过的通孔,所述u型开口内滑动插入用于封堵快装座的快装堵头,所述快装堵头两侧分别设有与限位凸起匹配的凹槽,所述快装堵头内侧设有与限位凹槽匹配的凸起,所述u型开口两侧的工作台板上分别设有定位销座,所述定位销座上设有插孔a,所述快装堵头上设有插孔b,所述插孔a上设有定位销,所述定位销插入插孔a和插孔b内对快装堵头限位。
12.所述油缸a和油缸b的活塞杆上分别设有快装头,所述快装头侧壁上设有限位凹槽a,对应的所述上浮动板和下浮动板侧壁分别设有快装开口,所述快装开口内壁上设有与限位凹槽a匹配的限位凸起a,所述下浮动板侧壁上还设有供活塞杆穿过的避让开口。
13.所述顶杆包括串联设计的下顶杆和上顶杆,所述下顶杆侧壁对称设有两个长条状凹槽,所述长条状凹槽内设有长条状凸起,所述受力环与下顶杆螺纹连接,所述上顶杆上端设有安装孔,所述安装孔的上部设计成螺纹孔,所述模芯下端设有与螺纹孔匹配的螺纹柱,所述下顶杆上端设有圆形凹槽,所述圆形凹槽内设有连接螺纹孔,所述上顶杆下端设有与圆形凹槽匹配的圆形凸起,所述上顶杆中心设有连接通孔,所述连接通孔直径小于安装孔直径,所述连接通孔内设有连接螺栓,所述连接螺栓下端安装在连接螺纹孔上。
14.所述旋转驱动机构包括轴承座,所述轴承座通过轴承与旋转套连接,所述轴承座上设有用于对旋转套竖向限位的压板,所述旋转套上设有供顶杆穿过的通孔a,所述通孔a内壁上竖向设有与长条状凸起匹配的卡槽,所述长条状凸起插入卡槽内,所述旋转套上设有摆臂,所述刚性支座上设有气缸安装座,所述气缸安装座上转动设有旋转驱动气缸,所述旋转驱动气缸与摆臂转动连接。
15.所述受力机构包括设置在刚性支座上的受力座,所述受力座中心设有供顶杆通过的通孔b,所述受力座上对称设有两受力驱动气缸,所述受力驱动气缸连接有受力板,所述受力座上设有受力滑道,所述受力板滑动设置在受力滑道上,两所述受力板相对的端面上分别设有与顶杆匹配的圆弧形凹槽。
16.所述顶杆油缸的活塞杆上设有连接头,所述连接头侧壁上设有下定位凹槽,所述连接头上端设有插孔,所述顶杆侧壁上设有上定位凹槽,所述顶杆下端插入插孔内,所述下定位凹槽和上定位凹槽上设有定位挡圈,所述定位挡圈分体设计,所述定位挡圈包括一体成型设置的上平板和侧圆弧板,所述上平板通过螺栓紧固在连接头上端且插入上定位凹槽内,所述上平板厚度小于上定位凹槽的宽度,所述侧圆弧板上设有与下定位凹槽匹配的下定位凸起,所述下定位凸起插入下定位凹槽内。
17.本实用新型采用上述结构,能够带来如下有益效果:
18.(1)通过设计液压浮动单元,实现机械化调节模腔深度,进而可以满足不同厚度产品的加工要求,通过设计旋转抽芯单元,实现先旋转后抽芯的动作,有效降低抽芯时模芯对
孔壁的损坏,提高产品加工质量;(2)通过在模芯杆上设计长条状凸起使得旋转驱动有了受力点,配合旋转驱动机构实现可靠的旋转运动,通过在模芯杆上设计受力环,在配合受力机构,使得压制过程中模芯杆受到的冲击力传递给受力机构,而顶杆油缸不会受到冲击,延长顶杆油缸使用寿命。
附图说明:
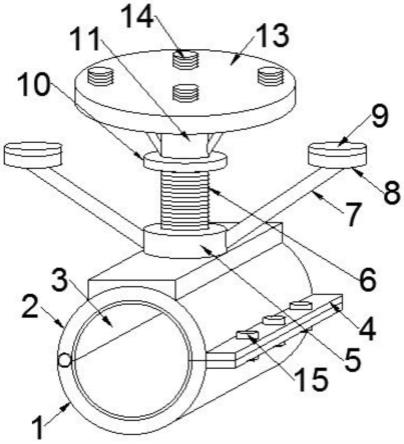
19.图1为本实用新型浮动抽芯装置的结构示意图;
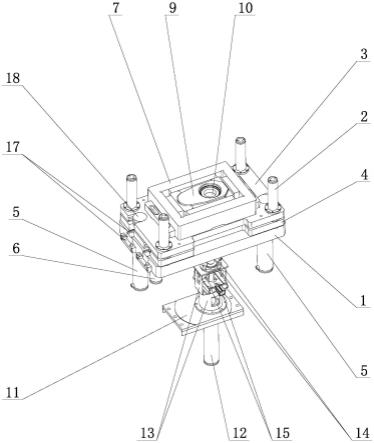
20.图2为本实用新型浮动抽芯装置仰视结构示意图;
21.图3为本实用新型液压浮动单元的结构示意图;
22.图4为本实用新型液压浮动单元的爆炸图;
23.图5为本实用新型液压浮动单元另一视角的爆炸图;
24.图6为本实用新型快装座的结构示意图;
25.图7为本实用新型快装堵头的结构示意图;
26.图8为本实用新型旋转抽芯单元的结构示意图;
27.图9为本实用新型模芯杆的结构示意图;
28.图10为本实用新型模芯杆的爆炸图;
29.图11为本实用新型模芯杆的主视图;
30.图12为图11中a-a向剖视图;
31.图13为本实用新型旋转驱动机构、受力机构的结构示意图;
32.图14为本实用新型模芯杆与顶杆油缸安装结构示意图;
33.图15为本实用新型模芯杆与顶杆油缸安装结构爆炸图;
34.图中,1、工作台板,2、导向柱,3、上浮动板,4、下浮动板,5、油缸a, 6、油缸b,7、模箱,8、模腔,9、下模,10、模芯杆,1001、顶杆,1002、模芯,1003、长条状凸起,1004、受力环,1005、下顶杆,1006、上顶杆,1007、长条状凹槽,1008、安装孔,1009、螺纹孔,1010、螺纹柱,1011、圆形凹槽, 1012、连接螺纹孔,1013、圆形凸起,1014、连接通孔,1015、连接螺栓,11、油缸底座,12、顶杆油缸,13、刚性支座,14、旋转驱动机构,1401、轴承座, 1402、轴承,1403、旋转套,1404、压板,1405、通孔a,1406、卡槽,1407、摆臂,1408、气缸安装座,1409、旋转驱动气缸,15、受力机构,1501、受力座, 1502、通孔b,1503、受力驱动气缸,1504、受力板,1505、受力滑道,1506、圆形凹槽,16、位移传感器,17、油缸快装机构,1701、u型开口,1702、限位凸起,1703、快装座,1704、限位凹槽,1705、快装堵头,1706、凹槽,1707、凸起,1708、定位销座,1709、插孔a,1710、插孔b,1711、定位销,1712、通孔,18、快接头,19、限位凹槽a,20、快装开口,21、限位凸起a,22、避让开口,23、连接头,24、下定位凹槽,25、插孔,26、上定位凹槽,27、定位挡圈,2701、上平板,2702、侧圆弧板,2703、螺栓,2704、下定位凸起。
具体实施方式:
35.为了更清楚的阐释本实用新型的整体构思,下面结合说明书附图以示例的方式进行详细说明。
36.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用其他不同于在此描述的其他方式来实施,因此,本实用新型的保护范围并
不受下面公开的具体实施例的限制。
37.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
38.此外,术语“a”、“b”、“上端”、“下端”、“侧壁”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的位置。
39.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“设有”、“连接”、“设置”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接,还可以是通信;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
40.如图1-15所示,一种带孔产品压制成型用浮动抽芯装置,包括:
41.液压浮动单元,用于调节模腔8深度,包括工作台板1,所述工作台板1上设有多个导向柱2,所述导向柱2上自上而下分别设有上浮动板3和下浮动板4,所述工作台板1分别设有与上浮动板3连接的油缸a5和下浮动板4连接的油缸 b6,所述油缸a5的运行距离可调,所述上浮动板3上设有模箱7,所述模箱7 内设有模腔8,所述模腔8内滑动设有下模9,所述下模9穿过上浮动板3安装在下浮动板4上,所述下模9上滑动设有模芯杆10;
42.旋转抽芯单元,包括油缸底座11,所述油缸底座11下端设有顶杆油缸12,所述顶杆油缸12与模芯杆10连接,所述模芯杆10包括顶杆1001,所述顶杆1001 上端设有模芯1002,所述顶杆1001侧壁至少设有一长条状凸起1003,所述长条状凸起1003下方的顶杆1001上设有受力环1004,所述油缸底座11上端设有刚性支座13,所述刚性支座13上端设有旋转驱动机构14,所述旋转驱动机构14 下方的刚性支座13上设有受力机构15,所述旋转驱动机构14与长条状凸起1003 配合驱动模芯杆10旋转,所述受力机构15与受力环1004配合承受压力。通过设计液压浮动单元,实现机械化调节模腔8深度,进而可以满足不同厚度产品的加工要求,通过设计旋转抽芯单元,实现先旋转后抽芯的动作,有效降低抽芯时模芯1002对孔壁的损坏,提高产品加工质量;通过在模芯杆10上设计长条状凸起1003使得旋转驱动有了受力点,配合旋转驱动机构14实现可靠的旋转运动,通过在模芯杆10上设计受力环1004,在配合受力机构15,使得压制过程中模芯杆10受到的冲击力传递给受力机构15,而顶杆油缸12不会受到冲击,延长顶杆油缸12使用寿命。
43.所述工作台板1四角处分别设有导向柱2,所述工作台板1两侧分别设有油缸a5,两所述油缸a5对角设置,至少一油缸a5上设有位移传感器16,所述工作台板1两侧分别设有油缸b6,两油缸b6对角设置。通过在油缸a5上设计位移传感器16可以精准测量油缸a5的运行距离,进而实现根据产品厚度精准调节模腔8深度,当然实际使用时还需要配合液压伺服系统实现精准调节(现有技术,直接采购或订购即可)。
44.所述油缸a5和油缸b6分别通过油缸快装结构17与工作台板1连接,所述油缸快装结构17包括设置在工作台板1侧壁上的u型开口1701,所述u型开口1701内设有限位凸起1702,所述u型开口1701内滑动插入快装座1703,所述快装座1703上设有与限位凸起1702匹配的限位凹槽1704,所述油缸a5或油缸b6设置在快装座1703上,所述快装座1703中心设有供活塞杆通过的通孔 1712,所述u型开口1701内滑动插入用于封堵快装座1703的快装堵头1705,所述快装堵头1705两侧分别设有与限位凸起1702匹配的凹槽1706,所述快装堵头
1705内侧设有与限位凹槽1704匹配的凸起1707,所述u型开口1701两侧的工作台板1上分别设有定位销座1708,所述定位销座1708上设有插孔a1709,所述快装堵头1709上设有插孔b1710,所述插孔a1709上设有定位销1711,所述定位销1711插入插孔a1709和插孔b1710内对快装堵头1705限位。采用油缸快装结构17可以实现油缸的无螺栓连接,油缸拆装更加方便快捷,有利于提高安装、检修效率,尤其是油缸在狭小的空间内拆装时本技术的油缸快装结构17 优势更加突显。
45.所述油缸a5和油缸b6的活塞杆上分别设有快装头18,所述快装头18侧壁上设有限位凹槽a19,对应的所述上浮动板3和下浮动板4侧壁分别设有快装开口20,所述快装开口20内壁上设有与限位凹槽a19匹配的限位凸起a21,所述下浮动板4侧壁上还设有供活塞杆穿过的避让开口22。快装头18的设计与油缸快装结构17匹配,实现油缸与浮动板的无螺栓连接。
46.所述顶杆1001包括串联设计的下顶杆1005和上顶杆1006,所述下顶杆1005 侧壁对称设有两个长条状凹槽1007,所述长条状凹槽1007内设有长条状凸起 1003,所述受力环1004与下顶杆1005螺纹连接,所述上顶杆1006上端设有安装孔1008,所述安装孔1008的上部设计成螺纹孔1009,所述模芯1002下端设有与螺纹孔1009匹配的螺纹柱1010,所述下顶杆1005上端设有圆形凹槽1011,所述圆形凹槽1011内设有连接螺纹孔1012,所述上顶杆1006下端设有与圆形凹槽1011匹配的圆形凸起1013,所述上顶杆1006中心设有连接通孔1014,所述连接通孔1014直径小于安装孔1008直径,所述连接通孔1014内设有连接螺栓 1015,所述连接螺栓1015下端安装在连接螺纹孔1012上。将顶杆1001采用串联结构设计,主要是提供一种可以加长的连接形式,特别是适用于整根顶杆1001 过长(受安装空间限制)无法安装的情况。
47.所述旋转驱动机构14包括轴承座1401,所述轴承座1401通过轴承1402与旋转套1403连接,所述轴承座1401上设有用于对旋转套1403竖向限位的压板 1404,所述旋转套1403上设有供顶杆1001穿过的通孔a1405,所述通孔a1405 内壁上竖向设有与长条状凸起1003匹配的卡槽1406,所述长条状凸起1003插入卡槽1406内,所述旋转套1403上设有摆臂1407,所述刚性支座13上设有气缸安装座1408,所述气缸安装座1408上转动设有旋转驱动气缸1409,所述旋转驱动气缸1409与摆臂1407转动连接。采用气动控制实现对模芯杆10的旋转驱动。
48.所述受力机构15包括设置在刚性支座13上的受力座1501,所述受力座1501 中心设有供顶杆1001通过的通孔b1502,所述受力座1501上对称设有两受力驱动气缸1503,所述受力驱动气缸1503连接有受力板1504,所述受力座1501上设有受力滑道1505,所述受力板1504滑动设置在受力滑道1505上,两所述受力板1504相对的端面上分别设有与顶杆1001匹配的圆弧形凹槽1506。两个受力板 1504闭合后受力环1004落在受力板1504上,模芯杆10受到的冲击力通过受力环1004传递到受力板1504上,两个受力板1504打开后,受力环1004可以从两个受力板1504之间自由穿过,不影响正常抽芯。
49.所述顶杆油缸12的活塞杆上设有连接头23,所述连接头23侧壁上设有下定位凹槽24,所述连接头23上端设有插孔25,所述顶杆1001侧壁上设有上定位凹槽26,所述顶杆1001下端插入插孔25内,所述下定位凹槽24和上定位凹槽26上设有定位挡圈27,所述定位挡圈27分体设计,所述定位挡圈27包括一体成型设置的上平板2701和侧圆弧板2702,所述上平
板2701通过螺栓2703紧固在连接头23上端且插入上定位凹槽26内,所述上平板2701厚度小于上定位凹槽26的宽度,所述侧圆弧板2702上设有与下定位凹槽24匹配的下定位凸起 2704,所述下定位凸起2704插入下定位凹槽24内。在保证模芯杆10正常驱动的前提下,可以实现顶杆油缸12与模芯杆10的竖向脱离,确保在压制过程中顶杆油缸12不会受到冲击力。
50.上述具体实施方式不能作为对本实用新型保护范围的限制,对于本技术领域的技术人员来说,对本实用新型实施方式所做出的任何替代改进或变换均落在本实用新型的保护范围内。
51.本实用新型未详述之处,均为本技术领域技术人员的公知技术。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。