1.本发明涉及废料利用相关技术领域,具体为一种利用加工废料生产碳碳产品的工艺和设备。
背景技术:
2.碳纤维拥有极高的材质特性,因此碳纤维制品的强度大,硬度高,远超过同体积同重量的金属材质。因此,碳纤维制品在航空、航海、军工等高科技工业领域有着广泛的应用。
3.目前,碳纤维产品,在进行机械加工时,会产生大量的固体废物,其固体废物主要由:碳纤维粉、短碳纤维丝、灰尘构成。其通常固体废物会当成垃圾处理,造成环境污染。
4.现有技术中在利用固体废物再加工时,工艺中采用的树脂与固体废物加工,而树脂为热固型材料,其在生产过程中必然会因压力挤出模具外,其在生产过程中具有危险性,且因大量挤出,造成环境污染和浪费,还有生产出的产品性能不佳的问题。因此需开发一种利用加工废料生产碳碳产品的工艺和设备解决以上问题。
技术实现要素:
5.本发明的目的是针对以上问题,本发明提供一种利用加工废料生产碳碳产品的工艺和设备,不仅使碳纤维粉得到充分利用,还使生产出来的产品性能佳,使用寿命长。
6.为实现以上目的,本发明采用的技术方案是:一种利用加工废料生产碳碳产品的工艺,它包括以下步骤:s1、加工废料通过吸尘装置进入螺旋过滤器中;s2、废料进入螺旋过滤器中,灰尘悬浮于上层,在风机的作用下灰尘进入布袋除尘器中;碳纤维粉、短碳纤维丝在重力作用下进入振动筛过滤器中;s3、碳纤维粉、短碳纤维丝进入振动筛过滤器后,振动筛过滤器中设有三层过滤层,且三层过滤层的孔径大小逐渐减小,第一层过滤层孔的孔径为100-200目,此时第一层过滤层残留的为短碳纤维丝;第二层过滤层孔的孔径为500-1000目,残留在第二层过滤层的为500-1000目碳纤维粉;第三层过滤层孔的孔径为2000-5000目,残留在第三层过滤层的为2000-5000目碳纤维粉,则最底层为大于5000目炭纤维粉;s4、振动筛过滤器的每层过滤层设置有坡度,当收集料高于管道时,废料会进入对应的收集箱;s5、灰尘在风机的作用下进入布袋除尘器中,布袋除尘器固定在支架上,支架上设有震动气缸带动布袋震动,将灰尘震动到下方的收集小车内;上方洁净的空气通过排气管排出;s6、取收集的短碳纤维丝20%-40%和60%-80%沥青粉在高温搅拌机下搅拌均匀得到第一混合物,搅拌温度200-300
°
c,搅拌2-5h;s7、将收集的500-1000目碳纤维粉15-20%、2000-5000目碳纤维粉10%-20%、2000-5000目碳纤维粉10-15%、30%-50%沥青粉,在高温搅拌机中进行搅拌均匀得到第二混合物,
搅拌温度200-300
°
c,搅拌2-5h;s8、将s6中的第一混合物注入下料装置中的下料模具的外三角形区,s7中的第二混合物注入下料装置中的下料模具的内三角形区内,形成的原料分为短碳纤维丝层和碳纤维粉层,一层压制填充好后,再将下料模具放入下料装置中,将再按照上述方法制造多层原料;s9、将下料装置中的原料导入成型模具中,先冷压,压力50-200mpa中,再进行热压,热压压力20-100mpa,温度200-300
°
c,压完缓慢冷却,降温速率控制在0.05-1
°
c/min;压完之后的产品,密度达到1.2-1.4 g/cm3;s10、产品碳化-浸渍-碳化-机械加工-涂层,加工完后的产品密度为1.4-1.8 g/cm3。
7.进一步的,s2步骤中螺旋过滤器风速设置为0.2-0.5m/s。
8.进一步的,s4步骤中每层过滤层设有0.5-5
°
坡度。
9.进一步的,s4步骤中收集箱管道的位置高于过滤层100-500mm。
10.进一步的,s9步骤中产品在成型模具中经过四次脱模得到产品。
11.一种利用加工废料生产碳碳产品的设备,其中下料模具包括模具外框和三角形内框,模具外框和三角形内框通过筋条连接,模具外框和三角形内框形成了外三角形区和内三角形区。
12.一种利用加工废料生产碳碳产品的设备,其中成型模具包括前模组件和后模,前模组件和后模的圆周外侧设置有外圆板,外圆板的上端设置有锁板块,后模的下端设置有底板;前模组件和后模内设置有与产品相适用的前镶件和后镶件,前模组件内设置有进料孔。
13.进一步的,前模组件包括辅助板和前模板,辅助板上包括圆环板,圆环板内设置有横竖交叉的筋板,筋板上设置有前模孔;锁板块设置在圆环板的上端,圆周上均匀布置有四个,通过螺栓与外圆板连接。
14.进一步的,后模的圆周上均匀设置有四个安装块,且通过螺栓连接;后模的另一圆周上均匀设置有四个后模孔。
15.进一步的,底板上设置有用于脱水的槽位。
16.本发明的有益效果:1、本发明提供一种利用加工废料生产碳碳产品的工艺和设备,不仅使碳纤维粉得到充分利用,还使生产出来的产品性能佳,使用寿命长。
17.2、本发明将废料进行收集分类,降低固废的产生。通过螺旋过滤器将灰尘与需要废料进行分离,利用振动筛过滤器将不同粒径的碳纤维粉和短碳纤维丝进行分离,通过螺旋过滤器和振动筛过滤器的协调作用,加快了灰尘与需要废料和碳纤维粉和短碳纤维丝的分离效率,减少了人工的疲劳强度。
18.3、本发明中的下料装置通过下料模具中模具外框和三角形内框导出的原料强度高,与成型装置的协调作用,通过成型装置的先冷压后热压使生产出来的产品性能佳,使用寿命长。
19.4、本发明中成型率高,利用高温时沥青变为流动性,产品可加工成不同形状。采用沥青为热塑性材料,其在冷压过程中为固定,等冷压后在加热变为流动性,其不会因压力挤
出,不会产生危险,且不会有浪费。利用率为树脂的10倍以上(树脂在压过程中9成以上会挤出),且沥青更加便宜,成本低,碳收率高。
20.5、本发明中的成型装置前模组件与后模均采用了前镶件和后镶件的结构,加工简单,工序少,更换简单,延长了模具的使用寿命;前镶件与前模孔、后镶件与后模孔和安装块的协调作用,能将产品巧妙地从模具出脱出,提高了脱模效率。
附图说明
21.图1为本发明中工艺流程图。
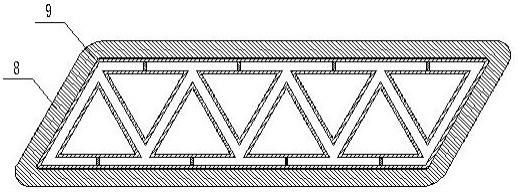
22.图2为本发明结构中的下料装置与下料模具的俯视图。
23.图3为本发明结构中下料模具的俯视图。
24.图4为本发明结构中下料模具生产出的原料结构图。
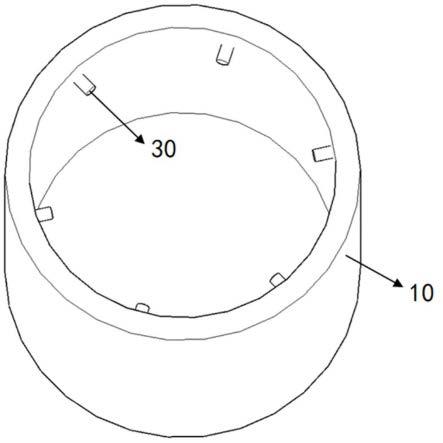
25.图5为发明结构中成型装置的三维图。
26.图6为发明结构中成型装置的剖面图。
27.图7为发明结构中成型装置第一次脱模的示意图。
28.图8为发明结构中成型装置第二次脱模的示意图。
29.图9为发明结构中成型装置第三次脱模的示意图。
30.图10为发明结构中成型装置第四次脱模的示意图。
31.图11为本发明结构中成型装置中后模的底端结构示意图。
32.图12为发明结构中成型装置压出的产品结构示意图。
33.图中:1、吸尘装置;2、螺旋过滤器;3、振动筛过滤器;4、收集箱;5、布袋除尘器;6、风机;7、收集小车;8、下料装置;9、下料模具;901、模具外框;902、三角形内框;903、筋条;904、外三角形区;905、内三角形区;10、原料;1001、短碳纤维丝层;1002、碳纤维粉层;11、成型模具;1101、锁板块;1102、外圆板;1103、后模;1104、底板;11041、槽位;1105、前镶件;1106、后镶件;1107、前模孔;1108、安装块、 1109、后模孔;1110、辅助板;11101、圆环板;11102、筋板;1111、前模板;12、产品。
具体实施方式
34.为了使本领域技术人员更好地理解本发明的技术方案,下面结合实施例和附图对本发明进行详细描述,本部分的描述仅是示范性和解释性,不应对本发明的保护范围有任何的限制作用。
35.实施例1:如图1-图12所示,一种利用加工废料生产碳碳产品的工艺,它包括以下步骤:s1、加工废料通过吸尘装置1进入螺旋过滤器2中;s2、废料进入螺旋过滤器2中,灰尘悬浮于上层,在风机6的作用下灰尘进入布袋除尘器5中;碳纤维粉、短碳纤维丝在重力作用下进入振动筛过滤器3中;螺旋过滤器2的风速设置为0.2m/s;s3、碳纤维粉、短碳纤维丝进入振动筛过滤器3后,振动筛过滤器3中设有三层过滤层,且三层过滤层的孔径大小逐渐减小,第一层过滤层孔的孔径为100-200目,此时第一层过滤层残留的为短碳纤维丝;第二层过滤层孔的孔径为500-1000目,残留在第二层过滤层
的为500-1000目碳纤维粉;第三层过滤层孔的孔径为2000-5000目,残留在第三层过滤层的为2000-5000目碳纤维粉,则最底层为大于5000目炭纤维粉;s4、振动筛过滤器3的每层过滤层设置有坡度,当收集料高于管道时,废料会进入对应的收集箱4;每层过滤层设有0.5
°
坡度;收集箱管道的位置高于过滤层100mm; 振动筛过滤器3因为设有坡度和弹簧左右,会成摆动形式的震动,当收集料高于管道时,废料进入收集箱4;s5、灰尘在风机6的作用下进入布袋除尘器5中,布袋除尘器5固定在支架上,支架上设有震动气缸带动布袋震动,将灰尘震动到下方的收集小车7内;上方洁净的空气通过排气管排出;s6、将收集的短碳纤维丝20%和80%沥青粉在高温搅拌机下搅拌均匀得到第一混合物,搅拌温度200
°
c,搅拌2h(搅拌后的沥青在高温下具有流动性);s7、取收集的500-1000目碳纤维粉15%、2000-5000目碳纤维粉20%、2000-5000目碳纤维粉15%和50%沥青粉,在高温搅拌机中进行搅拌均匀得到第二混合物,搅拌温度200
°
c,搅拌2h(搅拌后的沥青在高温下具有流动性);s8、将步骤s6中的第一混合物注入下料装置8中的下料模具9的外三角形区904,步骤s7中的第二混合物注入下料装置8中的下料模具9的内三角形区905内,形成的原料10分为短碳纤维丝层1001和碳纤维粉层1002,一层压制填充好后,再将下料模具9放入下料装置8中,将再按照上述方法制造多层原料10;s9、将下料装置8中的原料10导入成型模具11中,先冷压,压力50mpa中,再进行热压,热压压力20mpa,温度200
°
c,压完缓慢冷却,降温速率控制在0.05
°
c/min;产品12在成型模具11中经过四次脱模得到产品12,密度达到1.2g/cm3;s10、产品碳化-浸渍-碳化-机械加工-涂层,加工完后的产品12密度为1.4g/cm3。
36.实施例2:如图1-图12所示,一种利用加工废料生产碳碳产品的工艺,它包括以下步骤:s1、加工废料通过吸尘装置1进入螺旋过滤器2中;s2、废料进入螺旋过滤器2中,灰尘悬浮于上层,在风机6的作用下灰尘进入布袋除尘器5中;碳纤维粉、短碳纤维丝在重力作用下进入振动筛过滤器3中;螺旋过滤器2的风速设置为0.3m/s;s3、碳纤维粉、短碳纤维丝进入振动筛过滤器3后,振动筛过滤器3中设有三层过滤层,且三层过滤层的孔径大小逐渐减小,第一层过滤层孔的孔径为100-200目,此时第一层过滤层残留的为短碳纤维丝;第二层过滤层孔的孔径为500-1000目,残留在第二层过滤层的为500-1000目碳纤维粉;第三层过滤层孔的孔径为为2000-5000目,残留在第三层过滤层的为2000-5000目碳纤维粉,则最底层为大于5000目炭纤维粉;s4、振动筛过滤器3的每层过滤层设置有坡度,当收集料高于管道时,废料会进入对应的收集箱4;每层过滤层设有3
°
坡度;收集箱管道的位置高于过滤层300mm; 振动筛过滤器3因为设有坡度和弹簧左右,会成摆动形式的震动,当收集料高于管道时,废料进入收集箱4;s5、灰尘在风机6的作用下进入布袋除尘器5中,布袋除尘器5固定在支架上,支架上设有震动气缸带动布袋震动,将灰尘震动到下方的收集小车7内;上方洁净的空气通过排
气管排出;s6、将收集的短碳纤维丝50%和50%沥青粉在高温搅拌机下搅拌均匀得到第一混合物,搅拌温度250
°
c,搅拌3h(搅拌后的沥青在高温下具有流动性);s7、取500-1000目碳纤维粉20%、2000-5000目碳纤维粉20%、2000-5000目碳纤维粉10%和50%沥青粉,在高温搅拌机中进行搅拌均匀得到第二混合物,搅拌温度250
°
c,搅拌3h(搅拌后的沥青在高温下具有流动性);s8、将步骤s6中的第一混合物注入下料装置8中的下料模具9的外三角形区904,步骤s7中的第二混合物注入下料装置8中的下料模具9的内三角形区905内,形成的原料10分为短碳纤维丝层1001和碳纤维粉层1002,一层压制填充好后,再将下料模具9放入下料装置8中,将再按照上述方法制造多层原料10;s9、将下料装置8中的原料10导入成型模具11中,先冷压,压力100mpa中,再进行热压,热压压力70mpa,温度250
°
c,压完缓慢冷却,降温速率控制在1
°
c/min;产品12在成型模具11中经过四次脱模得到产品12,密度达到1.3 g/cm3;s10、产品碳化-浸渍-碳化-机械加工-涂层,加工完后的产品12密度为1.5 g/cm3。
37.实施例3:如图1-图12所示,一种利用加工废料生产碳碳产品的工艺,它包括以下步骤:s1、加工废料通过吸尘装置1进入螺旋过滤器2中;s2、废料进入螺旋过滤器2中,灰尘悬浮于上层,在风机6的作用下灰尘进入布袋除尘器5中;碳纤维粉、短碳纤维丝在重力作用下进入振动筛过滤器3中;螺旋过滤器2的风速设置为0.5m/s;s3、碳纤维粉、短碳纤维丝进入振动筛过滤器3后,振动筛过滤器3中设有三层过滤层,且三层过滤层的孔径大小逐渐减小,第一层过滤层孔的孔径为100-200目,此时第一层过滤层残留的为短碳纤维丝;第二层过滤层孔的孔径为500-1000目,残留在第二层过滤层的为500-1000目碳纤维粉;第三层过滤层孔的孔径为2000-5000目,残留在第三层过滤层的为2000-5000目碳纤维粉,则最底层为大于5000目炭纤维粉;s4、振动筛过滤器3的每层过滤层设置有坡度,当收集料高于管道时,废料会进入对应的收集箱4;每层过滤层设有5
°
坡度;收集箱4的管道的位置高于过滤层500mm;振动筛过滤器3因为设有坡度和弹簧左右,会成摆动形式的震动,当收集料高于管道时,废料进入收集箱4;s5、灰尘在风机6的作用下进入布袋除尘器5中,布袋除尘器5固定在支架上,支架上设有震动气缸带动布袋震动,将灰尘震动到下方的收集小车7内;上方洁净的空气通过排气管排出;s6、将收集的短碳纤维丝40%和60%沥青粉在高温搅拌机下搅拌均匀得到第一混合物,搅拌温度300
°
c,搅拌5h(搅拌后的沥青在高温下具有流动性);s7、取500-1000目碳纤维粉20%、2000-5000目碳纤维粉20%、2000-5000目碳纤维粉10%和50%沥青粉,在高温搅拌机中进行搅拌均匀得到第二混合物,搅拌温度300
°
c,搅拌5h(搅拌后的沥青在高温下具有流动性);s8、将步骤s6中的第一混合物注入下料装置8中的下料模具9的外三角形区904,步骤s7中的第二混合物注入下料装置8中的下料模具9的内三角形区905内,形成的原料10分
为短碳纤维丝层1001和碳纤维粉层1002,一层压制填充好后,再将下料模具9放入下料装置8中,将再按照上述方法制造多层原料10;s9、将下料装置8中的原料10导入成型模具11中,先冷压,压力200mpa中,再进行热压,热压压力100mpa,温度300
°
c,压完缓慢冷却,降温速率控制在1
°
c/min;产品12在成型模具11中经过四次脱模得到产品12,密度达到1.4 g/cm3;s10、产品碳化-浸渍-碳化-机械加工-涂层,加工完后的产品12密度为1.8 g/cm3。
38.实施例4:如图2-图4,下料模具9包括模具外框901和三角形内框902,模具外框901和三角形内框902通过筋条903连接,模具外框901和三角形内框902形成了外三角形区904和内三角形区905。
39.将第一混合物注入下料装置8中的下料模具9的外三角形区904,第二混合物注入下料装置8中的下料模具9的内三角形区905内,形成的原料10分为短碳纤维丝层1001和碳纤维粉层1002,一层压制填充好后,再将下料模具9放入下料装置8中,将再按照上述方法制造多层原料10。
40.下料装置8通过下料模具9中模具外框901和三角形内框902导出的原料10强度高,与成型装置的协调作用,通过成型装置的先冷压后热压使生产出来的产品12性能佳,使用寿命长。模具外框901和三角形内框902是通过筋条903连接,整体拿取与放置方便。
41.实施例5:如图5-图12所示,成型模具11包括前模组件和后模1103,前模组件和后模1103的圆周外侧设置有外圆板1102,外圆板1102的上端设置有锁板块1101,后模1103的下端设置有底板1104;前模组件和后模1103内设置有与产品12相适用的前镶件1105和后镶件1106,前模组件内设置有进料孔。
42.前模组件包括辅助板1110和前模板1111,辅助板1110上包括圆环板11101,圆环板11101内设置有横竖交叉的筋板11102,筋板11102上设置有前模孔1107;锁板块1101设置在圆环板11101的上端,圆周上均匀布置有四个,通过螺栓与外圆板1102连接。
43.后模1103的圆周上均匀设置有四个安装块1108,且通过螺栓连接;后模1103的另一圆周上均匀设置有四个后模孔1109。底板1104上设置有用于脱水的槽位11041。
44.具体使用时,原料10通过进料孔后,在前模板1111和后模1103之间形成产品12,然后将底板1104、外圆板1102拿掉,使用机台、前模组件和后模1103通过以下四次脱模脱出产品12:(1)、如图5和图7所示,使用机台结构勾住前模组件的4个前模孔1107,顶前镶件1105,使前模板1111与产品12脱离5mm;(2)、如图5和图8所示,使用机台结构,继续顶出前模组件的4个前模孔1107,使前镶件1105与产品12分离;(3)、如图8和图11所示,使用机台勾住后模1103的四个安装块1108,顶出中间部位,使产品12与后模1103脱离5mm;(4)、如图9和图11所示,使用机台顶出四个后模孔1109,使后镶件1106脱离后模1103;脱模出来的产品12前后各带有4个前镶件1105和后镶件1106,使用其它辅助工具,
将这些前镶件1105和后镶件1106去除即得到本产品12。
45.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
46.本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实例的说明只是用于帮助理解本发明的方法及其核心思想。以上所述仅是本发明的优选实施方式,应当指出,由于文字表达的有限性,而客观上存在无限的具体结构,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进、润饰或变化,也可以将上述技术特征以适当的方式进行组合;这些改进润饰、变化或组合,或未经改进将发明的构思和技术方案直接应用于其它场合的,均应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。