1.本发明涉及可降解复合物技术领域,具体涉及一种生物可降解的复合物洗漱用品及其制备方法。
背景技术:
2.随着社会经济的发展、人口的不断增加,环境污染日益严重。目前洗漱用品行业应用最多的原料是塑料,塑料虽然给人们带来了很多方便,但难降解废弃塑料带来的污染也趋于严重。这严重破坏了居民的生活环境,引起了广泛关注。此外,传统塑料的制备原料不足,如石油,其是不可再生资源,最终将面临枯竭,以石油为原料的传统塑料制造产业必然会受到沉重打击。开展绿色环保可降解新型洗漱用品的研究迫在眉睫,绿色可持续是现今社会经济发展的基本理念,也是行业发展的主要趋势,纤维素是世界上来源最丰富,分布最广泛的天然可再生有机高分子聚合物,每年的产量达到了几百万吨,具有绿色环保、成本低、良好的生物相容性、生物降解能力以及热稳定性的优点,为此,我们提出一种生物可降解的复合物洗漱用品及其制备方法。
技术实现要素:
3.为了克服现有技术的不足,本发明提供了一种生物可降解的复合物洗漱用品及其制备方法以满足市场的需求。
4.本发明解决其技术问题所采用的技术方案是:一种生物可降解的复合物洗漱用品,包括以下重量份数的原料,脂肪族二酸二醇聚酯40-50份,改性植物纤维50-60份,植物淀粉10-20份,聚乳酸树脂20-30份,抗菌剂5-10份,改性助剂4-8份,抗氧剂1-2份。
5.作为一种优化的技术方案,所述复合物洗漱用品为牙刷、脸盆、塑料杯和一次性拖鞋中的一种或多种。
6.作为一种优化的技术方案,所述脂肪族二酸二醇聚酯为聚丁二酸丁二醇酯和/或聚丁二酸丁二醇己二酸酯。
7.作为一种优化的技术方案,所述植物纤维可以选用亚麻纤维、秸秆纤维,棉纤维、麻纤维、竹纤维的一种或多种,所述植物淀粉可以选用玉米淀粉、红薯淀粉、木薯淀粉和马铃薯淀粉中的一种或多种,所述植物淀粉加入改性剂处理,制备得到改性植物淀粉。
8.作为一种优化的技术方案,所述聚乳酸树脂的重均分子量为10-30
×
104g/mol,所述抗菌剂为碳纳米管-羧甲基壳聚糖-银的复合抗菌剂或单分子纳米银抗菌剂。
9.作为一种优化的技术方案,所述抗氧剂为2,6二叔丁基对甲酚或β(3,5二叔丁基—4—羟基苯基)丙酸十八醇酯,所述改性助剂包括增塑剂,增塑剂为柠檬酸酯类增塑剂,改性助剂包括偶联剂,偶联剂为硅烷偶联剂,改性助剂包括光降解促进剂。
10.作为一种优化的技术方案,所述改性植物纤维由如下步骤制成:
11.步骤a1:将所选植物纤维切割成2-4mm的短纤维,在烘干机中以200-220摄氏度干燥1-2小时;
12.步骤a2:将干燥后的植物纤维分散在次氯酸钠溶液中,用冰醋酸调节ph值在4-5之间,置于90-95℃水浴中搅拌1.5-2小时,此步骤重复5次,得到混合料;
13.步骤a3:向混合料中加入氢氧化钾溶液混匀,在90-100℃水浴条件下搅拌2-2.5小时,用去离子水反复抽滤清洗,直至洗液ph达到7.0~7.2;
14.步骤a4:清洗植物纤维直至中性,并将改性后的植物纤维干燥,得到改性植物纤维。
15.在本发明的另一个技术方案中,还提供了一种生物可降解的复合物洗漱用品的制备方法,包括以下步骤:
16.步骤s1:原料处理,准确称取对应份数的所述植物淀粉,将植物淀粉加入高速混合机中升温至110-130℃,处理30-40min,之后加入改性剂,继续处理20~30min,制备得到改性植物淀粉;
17.步骤s2:原料混合,将改性处理的植物淀粉和改性植物纤维放入到原料加热罐中,所述原料加热管具有搅拌功能,可以对原料进行搅拌混合,控制原料加热罐的内部温度维持在140-160摄氏度,同时对原料加热罐内部的原料进行加热操作,内部的搅拌叶片的转速为200-240r/min,加热搅拌操作维持22-30分钟,之后向高速搅拌机内部加入相应份数的改性助剂、抗菌剂和抗氧剂,同时往原料加热罐内部加入脂肪族二酸二醇聚酯和聚乳酸树脂,然后控制原料加热管内部的温度升高至200-220摄氏度,搅拌叶片的转速提升至300-320r/min,将此状态维持30-40分钟,得到混合好的原料;
18.步骤s3:原料冷却,将在原料加热罐内部混合好的原料投入至冷却机中进行冷却,将混合原料的温度从200-220摄氏度冷却至110-130摄氏度,在110-130摄氏度保温10-20分钟后,得到冷却处理后的原料;
19.步骤s4:原料挤压,将上一步骤中冷却处理后的混料投入锥形双螺杆挤出机中,再以熔体形式挤出得到半熔融状态的复合物管坯;
20.步骤s5:热压成型,将得到的半熔融状态的复合物管坯倒入洗漱用品热压模具中,其堆积高度为超过模具的0.5-1mm,将模具放入热压机中进行热压,热压时间10-30min、热压温度180-200℃,热压压力6-12mpa,将温度将至到120-140℃继续压制40-60min;
21.步骤s6:冷却打磨,热压成型的洗漱用品保压冷却至室温取出,最后在150-160℃条件下进行80-120min的固化,再次冷却至室温后将半成品洗漱用品多余的边料、边刺切除,在此切除过程中,需要同时对半成品牙洗漱用品进行加水调湿操作,操作结束后即可得到成品洗漱用品。
22.本发明所具有的有益效果是:
23.相比现有技术,本发明使用改性植物纤维和改性植物淀粉作为复合物洗漱用品的主要原料,大大提高了洗漱用品在自然环境中的降解速率,配合原料中的脂肪族二酸二醇聚酯和聚乳酸树脂,使得制备的复合物洗漱用品在具备可降解功能的同时还拥有一定的力学强度和结构性能,减轻了洗漱用品的整体重量,洗漱用品内部添加有抗菌剂,能够有效抑制细菌滋生,保证使用人的身体健康,采用改性的植物纤维,与传统纤维相比,其拉伸模量、抗拉强度、断裂伸长率和冲击强度均可得到改进。
附图说明
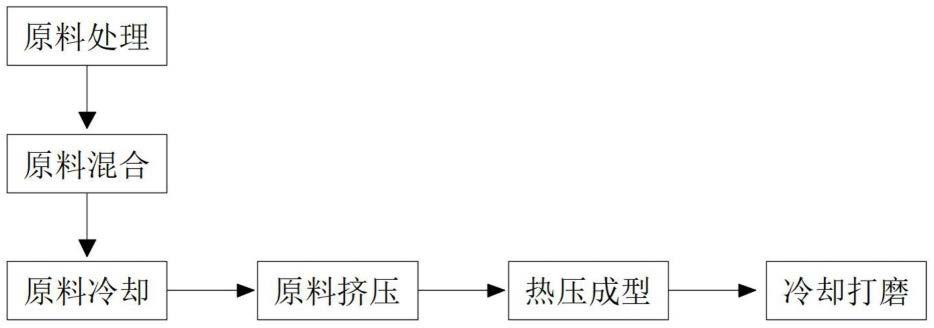
24.图1是本发明提出的一种生物可降解的复合物洗漱用品的制备方法流程图。
具体实施方式
25.下面,结合附图以及具体实施方式,对本发明做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
26.需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
27.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
28.实施例1:
29.本实施例中的一种生物可降解的复合物洗漱用品,包括以下重量份数的原料,脂肪族二酸二醇聚酯40-50份,改性植物纤维50-60份,植物淀粉10-20份,聚乳酸树脂20-30份,抗菌剂5-10份,改性助剂4-8份,抗氧剂1-2份
30.作为一种优化的技术方案,复合物洗漱用品为牙刷、脸盆、塑料杯和一次性拖鞋中的一种或多种,脂肪族二酸二醇聚酯为聚丁二酸丁二醇酯和/或聚丁二酸丁二醇己二酸酯。
31.作为一种优化的技术方案,植物纤维可以选用亚麻纤维、秸秆纤维,棉纤维、麻纤维、竹纤维的一种或多种,植物淀粉可以选用玉米淀粉、红薯淀粉、木薯淀粉和马铃薯淀粉中的一种或多种,植物淀粉加入改性剂处理,制备得到改性植物淀粉。
32.作为一种优化的技术方案,聚乳酸树脂的重均分子量为10-30
×
104g/mol,所述抗菌剂为碳纳米管-羧甲基壳聚糖-银的复合抗菌剂或单分子纳米银抗菌剂,所述抗氧剂为2,6二叔丁基对甲酚或β(3,5二叔丁基—4—羟基苯基)丙酸十八醇酯,改性助剂包括增塑剂,增塑剂为柠檬酸酯类增塑剂,改性助剂包括偶联剂,偶联剂为硅烷偶联剂,改性助剂包括光降解促进剂。
33.作为一种优化的技术方案,改性植物纤维由如下步骤制成:
34.步骤a1:将所选植物纤维切割成2mm的短纤维,在烘干机中以200摄氏度干燥1小时;
35.步骤a2:将干燥后的植物纤维分散在次氯酸钠溶液中,用冰醋酸调节ph值在4之间,置于90℃水浴中搅拌1.5小时,此步骤重复5次,得到混合料;
36.步骤a3:向混合料中加入氢氧化钾溶液混匀,在90℃水浴条件下搅拌2小时,用去离子水反复抽滤清洗,直至洗液ph达到7.0;
37.步骤a4:清洗植物纤维直至中性,并将改性后的植物纤维干燥,得到改性植物纤
维。
38.在本实施例中,还提供了一种可降解环保抗菌餐具的制备工艺,包括以下步骤:
39.步骤s1:原料处理,准确称取对应份数的所述植物淀粉,将植物淀粉加入高速混合机中升温至110℃,处理30min,之后加入改性剂,继续处理20min,制备得到改性植物淀粉;
40.步骤s2:原料混合,将改性处理的植物淀粉和改性植物纤维放入到原料加热罐中,所述原料加热管具有搅拌功能,可以对原料进行搅拌混合,控制原料加热罐的内部温度维持在140摄氏度,同时对原料加热罐内部的原料进行加热操作,内部的搅拌叶片的转速为200r/min,加热搅拌操作维持22分钟,之后向高速搅拌机内部加入相应份数的改性助剂、抗菌剂和抗氧剂,同时往原料加热罐内部加入脂肪族二酸二醇聚酯和聚乳酸树脂,然后控制原料加热管内部的温度升高至200摄氏度,搅拌叶片的转速提升至300r/min,将此状态维持30分钟,得到混合好的原料;
41.步骤s3:原料冷却,将在原料加热罐内部混合好的原料投入至冷却机中进行冷却,将混合原料的温度从200摄氏度冷却至110摄氏度,在110摄氏度保温10分钟后,得到冷却处理后的原料;
42.步骤s4:原料挤压,将上一步骤中冷却处理后的混料投入锥形双螺杆挤出机中,再以熔体形式挤出得到半熔融状态的复合物管坯;
43.步骤s5:热压成型,将得到的半熔融状态的复合物管坯倒入洗漱用品热压模具中,其堆积高度为超过模具的0.5mm,将模具放入热压机中进行热压,热压时间10min、热压温度180℃,热压压力6mpa,将温度将至到120℃继续压制40min;
44.步骤s6:冷却打磨,热压成型的洗漱用品保压冷却至室温取出,最后在150℃条件下进行80min的固化,再次冷却至室温后将半成品洗漱用品多余的边料、边刺切除,在此切除过程中,需要同时对半成品牙洗漱用品进行加水调湿操作,操作结束后即可得到成品洗漱用品
45.实施例2:
46.其他条件相同,改性植物纤维由如下步骤制成:
47.步骤a1:将所选植物纤维切割成3mm的短纤维,在烘干机中以210摄氏度干燥1.5小时;
48.步骤a2:将干燥后的植物纤维分散在次氯酸钠溶液中,用冰醋酸调节ph值在4.5之间,置于93℃水浴中搅拌1.75小时,此步骤重复5次,得到混合料;
49.步骤a3:向混合料中加入氢氧化钾溶液混匀,在95℃水浴条件下搅拌2.25小时,用去离子水反复抽滤清洗,直至洗液ph达到7.1;
50.步骤a4:清洗植物纤维直至中性,并将改性后的植物纤维干燥,得到改性植物纤维
51.一种可降解环保抗菌餐具的制备工艺,包括以下步骤:包括以下步骤:
52.步骤s1:原料处理,准确称取对应份数的所述植物淀粉,将植物淀粉加入高速混合机中升温至125℃,处理35min,之后加入改性剂,继续处理25min,制备得到改性植物淀粉;
53.步骤s2:原料混合,将改性处理的植物淀粉和改性植物纤维放入到原料加热罐中,所述原料加热管具有搅拌功能,可以对原料进行搅拌混合,控制原料加热罐的内部温度维持在150摄氏度,同时对原料加热罐内部的原料进行加热操作,内部的搅拌叶片的转速为220r/min,加热搅拌操作维持26分钟,之后向高速搅拌机内部加入相应份数的改性助剂、抗
菌剂和抗氧剂,同时往原料加热罐内部加入脂肪族二酸二醇聚酯和聚乳酸树脂,然后控制原料加热管内部的温度升高至210摄氏度,搅拌叶片的转速提升至310r/min,将此状态维持35分钟,得到混合好的原料;
54.步骤s3:原料冷却,将在原料加热罐内部混合好的原料投入至冷却机中进行冷却,将混合原料的温度从210摄氏度冷却至120摄氏度,在120摄氏度保温15分钟后,得到冷却处理后的原料;
55.步骤s4:原料挤压,将上一步骤中冷却处理后的混料投入锥形双螺杆挤出机中,再以熔体形式挤出得到半熔融状态的复合物管坯;
56.步骤s5:热压成型,将得到的半熔融状态的复合物管坯倒入洗漱用品热压模具中,其堆积高度为超过模具的0.75mm,将模具放入热压机中进行热压,热压时间20min、热压温度190℃,热压压力8mpa,将温度将至到130℃继续压制50min;
57.步骤s6:冷却打磨,热压成型的洗漱用品保压冷却至室温取出,最后在155℃条件下进行100min的固化,再次冷却至室温后将半成品洗漱用品多余的边料、边刺切除,在此切除过程中,需要同时对半成品牙洗漱用品进行加水调湿操作,操作结束后即可得到成品洗漱用品。
58.实施例3:一种可降解环保抗菌餐具的制备工艺,包括以下步骤:包括以下步骤:
59.步骤s1:原料处理,准确称取对应份数的所述植物淀粉,将植物淀粉加入高速混合机中升温至130℃,处理40min,之后加入改性剂,继续处理30min,制备得到改性植物淀粉;
60.步骤s2:原料混合,将改性处理的植物淀粉和改性植物纤维放入到原料加热罐中,所述原料加热管具有搅拌功能,可以对原料进行搅拌混合,控制原料加热罐的内部温度维持在160摄氏度,同时对原料加热罐内部的原料进行加热操作,内部的搅拌叶片的转速为240r/min,加热搅拌操作维持30分钟,之后向高速搅拌机内部加入相应份数的改性助剂、抗菌剂和抗氧剂,同时往原料加热罐内部加入脂肪族二酸二醇聚酯和聚乳酸树脂,然后控制原料加热管内部的温度升高至220摄氏度,搅拌叶片的转速提升至320r/min,将此状态维持40分钟,得到混合好的原料;
61.步骤s3:原料冷却,将在原料加热罐内部混合好的原料投入至冷却机中进行冷却,将混合原料的温度从220摄氏度冷却至130摄氏度,在130摄氏度保温20分钟后,得到冷却处理后的原料;
62.步骤s4:原料挤压,将上一步骤中冷却处理后的混料投入锥形双螺杆挤出机中,再以熔体形式挤出得到半熔融状态的复合物管坯;
63.步骤s5:热压成型,将得到的半熔融状态的复合物管坯倒入洗漱用品热压模具中,其堆积高度为超过模具的1mm,将模具放入热压机中进行热压,热压时间30min、热压温度200℃,热压压力12mpa,将温度将至到140℃继续压制60min;
64.步骤s6:冷却打磨,热压成型的洗漱用品保压冷却至室温取出,最后在160℃条件下进行120min的固化,再次冷却至室温后将半成品洗漱用品多余的边料、边刺切除,在此切除过程中,需要同时对半成品牙洗漱用品进行加水调湿操作,操作结束后即可得到成品洗漱用品。
65.上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,本领域的技术人员对本发明的技术方案进行各种组合、修改或者等同替换,都不脱离本发
明技术方案的精神和范围,均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。