1.本发明涉及汽车加工相关技术领域,具体为一种汽车大型成型部件翻转式脱模模具。
背景技术:
2.汽车部件包括大量的模具成型部件,如大量的覆盖件等零部件,这类模具主要是冷冲模,汽车不同部件的成型模具多种多样,但主体结构类似,包括上模下模,通常上模安装在升降驱动机构下,下模固定设置在对应的下方位置,通过上下合模分离加工成型后,上模再上移分离,配合额外的顶出机构,从而方便完成部件成型加工的上下料脱模操作。
3.但是现有的汽车部件成型模具在使用时,还存在一定的问题:1.很多汽车的模具成型部件体积和面积较大,因此模具加工台也相对较大,汽车部件成型后的取件过程需要把制件托起移出,操作人员进入到模具的工作区域内人工取走成型件存在安全隐患的同时,需要将较大的成型部件进行上下料转移也较为不便,有时还需要多人合力取下费时费力;2.部分大型汽车部件成型加工会通过辅助翻转的方式进行加工,如中国专利公开号为cn217432814u的一种汽车座椅冲压模具用翻转脱模装置,但是额外的活动结构需要相应的驱动配合,脱模翻转机构气动压力升降驱动结构,翻转结构缺少联动配合,现也有部分上下模具的下模升降结构也是同理,活动的下模部分还容易存在合模时支撑不稳定的问题,且下模的升降驱动结构会影响顶出脱模机构的气泵驱动部件等,不便于在活动下料时同步设置物料顶出脱模,鉴于此,针对上述问题,深入研究,遂有本案产生。
4.针对上述问题,在原有汽车大型成型部件翻转式脱模模具的基础上进行创新设计。
技术实现要素:
5.本发明的目的在于提供一种汽车大型成型部件翻转式脱模模具,以解决上述背景技术中提出大型汽车成型部件脱模下料不便,缺少翻转活动下料的配合结构的问题。
6.为实现上述目的,本发明提供如下技术方案:一种汽车大型成型部件翻转式脱模模具,包括上模具和下模具:所述上模具的上方和下模具的下方分别设置有固定顶板和固定底板,且固定顶板和固定底板的左右侧边之间通过安装侧板固定连接,并且固定顶板、固定底板和安装侧板整体构成矩形框架结构;所述上模具的上表面螺栓固定有合模升降板,且合模升降板和固定顶板之间通过驱动气缸构成升降驱动结构;所述合模升降板的上表面顶角处竖直焊接有导向杆,且固定顶板的下表面开设有导向孔,并且导向杆在导向孔处吻合滑动;所述下模具的下表面螺栓固定有脱模活动板,且脱模活动板的下方活动连接有定
位板;所述定位板和固定底板之间平行设置,且定位板和固定底板之间通过电动伸缩杆构成升降驱动结构;所述脱模活动板和定位板的侧边连接有连接合页,且脱模活动板和定位板之间通过连接合页构成旋转结构;所述脱模活动板的左右侧边开设有侧翼导轨,且安装侧板的侧边安装有活动滚轮,并且活动滚轮沿侧翼导轨构成滑动结构;所述脱模活动板和定位板之间设置有贴合定位块,且脱模活动板和定位板之间通过贴合定位块保持平行贴合限位;所述脱模活动板的上表面活动设置有顶出杆,且顶出杆随脱模活动板的偏转同步顶出活动调整;所述定位板的侧边安装有引导轮,且引导轮位于下模具的下料侧。
7.优选的,所述贴合定位块的上端为弧形贴合端,且贴合定位块的下端在定位板的内侧通过支撑弹簧构成弹性支撑结构;所述贴合定位块设置有4个,且贴合定位块在定位板的顶角位置分布。
8.采用上述技术方案,贴合定位块用于定位板和脱模活动板之间平行贴合时的定点贴合定位,弧形贴合端起到引导作用,配合支撑弹簧在偏转贴合时提供一定的缓冲空间。
9.优选的,所述脱模活动板的下表面开设有贴合定位槽,且贴合定位槽设置有4个,并且贴合定位槽和贴合定位块相互吻合。
10.采用上述技术方案,贴合定位槽用于配合贴合定位块的定点吻合对接贴合。
11.优选的,所述贴合定位槽的内部活动设置有限位活动块,且安装侧板的侧表面开设有限位孔,并且限位活动块在限位孔处构成限位插接结构;所述限位活动块在脱模活动板的侧边之间通过复位弹簧构成弹性伸缩结构,且限位活动块的侧表面为贴合斜面,并且弧形贴合端对贴合斜面构成贴合活动推挤结构。
12.采用上述技术方案,限位活动块配合限位孔的限位插接有助于模具加工时配合保持锁定牢固,同时通过限位活动块配合贴合定位块构成联动结构,在平行贴合时联动推挤限位活动块同步向外顶出插接限位,同时利用贴合定位槽留有一定的预活动间隙,方便灵活贴合与脱出调整。
13.优选的,所述顶出杆包括活动顶杆和活塞端,且顶出杆在脱模活动板的上表面呈阵列分布,并且顶出杆贯穿下模具活动设置。
14.采用上述技术方案,通过气动调整的顶出杆配合脱模活动板的偏转结构,方便大型的汽车成型件稳定脱模下料。
15.优选的,所述脱模活动板的内部开设有密封活动腔,且顶出杆整体通过活塞端在密封活动腔处构成气动伸缩结构;所述密封活动腔的下端连接有连通管,且密封活动腔通过连通管连接压缩气囊。
16.采用上述技术方案,通过压缩气囊和连通管对多个顶出杆进行气动调整,方便顶出杆阵列稳定顶出脱模。
17.优选的,所述活动滚轮的侧边连接有同步活动块,且同步活动块和活动滚轮在侧翼导轨内侧构成同步活动结构;
所述压缩气囊的首尾端分别在同步活动块侧边和侧翼导轨末端固定连接。
18.采用上述技术方案,使得压缩气囊通过活动滚轮在侧翼导轨处的活动保持联动调整,即脱模活动板偏转时,同步活动块同步挤压压缩气囊,方便设备的同步偏转顶出脱模下料。
19.优选的,所述引导轮的外圆嵌套设置有缓震胶圈,且引导轮在活动套轴的左右两端对称设置,并且活动套轴和连接合页的转轴平行设置。
20.采用上述技术方案,引导轮可在成型件随脱模活动板偏转下料时起到辅助引导的作用,方便成型件下料的滚动贴合,减少磕碰划伤,配合缓震胶圈进行缓冲,具有良好的防护效果。
21.优选的,所述活动套轴的内部设置有固定轴,且固定轴在定位板的侧边固定设置;所述活动套轴在固定轴外侧构成同轴旋转结构,且活动套轴和固定轴之间通过卷簧保持弹性连接。
22.采用上述技术方案,引导轮配合活动套轴的主动旋转结构也可以有助于成型件下料时的引导,减少磕碰停顿,下料更加流畅。
23.优选的,所述活动套轴的外侧卷绕设置有连接拉索,且连接拉索的末端连接于脱模活动板;所述定位板的侧边安装有定滑轮,且连接拉索绕过定滑轮活动设置。
24.采用上述技术方案,通过脱模活动板和定位板间的偏转位移同步拉动连接拉索,从而在设备偏转下料时同步拉动引导轮和活动套轴的主动旋转引导。
25.与现有技术相比,本发明的有益效果是:该汽车大型成型部件翻转式脱模模具,通过翻转式结构配合联动下料机构方便大型汽车部件的模具上下料加工转移,结构简单,成本低,实用性强,控制方便;1、设置有配合下模具进行偏转下料的脱模活动板,在装置的使用过程中,除上模具随驱动气缸进行升降驱动外,下模具同样可配合脱模活动板和定位板进行升降偏转方便下料,定位板随电动伸缩杆下移时,脱模活动板通过侧翼导轨和活动滚轮的活动连接随之偏转,方便倾斜下料,在脱模活动板和定位板平行贴合时,也可以通过贴合定位块和贴合定位槽定点限位,配合限位活动块保持合模稳定。
26.2、设置有配合脱模活动板和定位板使用的气动驱动结构配合联动顶出下料,在装置的偏转下料过程中,由于活动滚轮在侧翼导轨处的位移同步挤压压缩气囊,使得通过连通管连通的密封活动腔内部加压,活塞端在密封活动腔内活动使得活动顶杆向外顶出,从而在偏转下料时同步联动顶出下料,无需额外驱动。
27.3、设置有同样配合脱模活动板和定位板使用引导倾斜下料的引导轮结构,在装置的使用过程中,位于下料端的引导轮可对汽车成型部件下料进行滚动式引导,配合套设的缓震胶圈具有引导防护作用,减少成型件滑落刮擦磕碰,同时配合脱模活动板和定位板偏转时同步拉动的连接拉索,还可以在偏转下料时联动引导轮的主动旋转引导下料,省时省力,安全高效。
附图说明
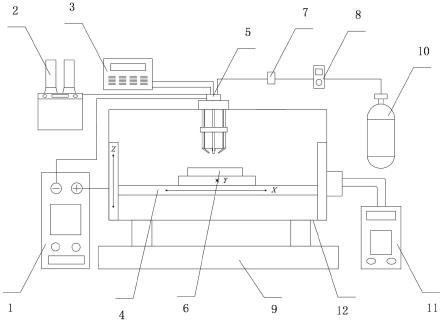
28.图1为本发明整体结构示意图;
图2为本发明下料时侧面剖视结构示意图;图3为本发明图2中a处放大结构示意图;图4为本发明上料时侧面剖视结构示意图;图5为本发明正面结构示意图;图6为本发明贴合定位块和限位活动块结构示意图;图7为本发明顶出杆结构示意图;图8为本发明引导轮结构示意图。
29.图中:1、上模具;2、下模具;3、固定顶板;4、固定底板;5、安装侧板;6、合模升降板;7、驱动气缸;8、导向杆;9、导向孔;10、脱模活动板;11、定位板;12、电动伸缩杆;13、连接合页;14、侧翼导轨;15、活动滚轮;16、贴合定位块;161、弧形贴合端;162、支撑弹簧;17、顶出杆;171、活动顶杆;172、活塞端;18、引导轮;19、贴合定位槽;20、限位活动块;21、限位孔;22、复位弹簧;23、贴合斜面;24、密封活动腔;25、连通管;26、压缩气囊;27、同步活动块;28、缓震胶圈;29、活动套轴;30、固定轴;31、卷簧;32、连接拉索;33、定滑轮。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.请参阅图1-8,本发明提供以下技术方案:实施例1一种汽车大型成型部件翻转式脱模模具,包括上模具1和下模具2,上模具1的上方和下模具2的下方分别设置有固定顶板3和固定底板4,且固定顶板3和固定底板4的左右侧边之间通过安装侧板5固定连接,并且固定顶板3、固定底板4和安装侧板5整体构成矩形框架结构,上模具1的上表面螺栓固定有合模升降板6,且合模升降板6和固定顶板3之间通过驱动气缸7构成升降驱动结构,合模升降板6的上表面顶角处竖直焊接有导向杆8,且固定顶板3的下表面开设有导向孔9,并且导向杆8在导向孔9处吻合滑动,下模具2的下表面螺栓固定有脱模活动板10,且脱模活动板10的下方活动连接有定位板11,定位板11和固定底板4之间平行设置,且定位板11和固定底板4之间通过电动伸缩杆12构成升降驱动结构,脱模活动板10和定位板11的侧边连接有连接合页13,且脱模活动板10和定位板11之间通过连接合页13构成旋转结构,脱模活动板10的左右侧边开设有侧翼导轨14,且安装侧板5的侧边安装有活动滚轮15,并且活动滚轮15沿侧翼导轨14构成滑动结构;结合图1-6所示,脱模活动板10和定位板11之间设置有贴合定位块16,且脱模活动板10和定位板11之间通过贴合定位块16保持平行贴合限位,贴合定位块16的上端为弧形贴合端161,且贴合定位块16的下端在定位板11的内侧通过支撑弹簧162构成弹性支撑结构,贴合定位块16设置有4个,且贴合定位块16在定位板11的顶角位置分布,贴合定位块16用于定位板11和脱模活动板10之间平行贴合时的定点贴合定位,弧形贴合端161起到引导作用,配合支撑弹簧162在偏转贴合时提供一定的缓冲空间,脱模活动板10的下表面开设有贴合定位槽19,且贴合定位槽19设置有4个,并且贴合定位槽19和贴合定位块16相互吻合,贴合
定位槽19用于配合贴合定位块16的定点吻合对接贴合,贴合定位槽19的内部活动设置有限位活动块20,且安装侧板5的侧表面开设有限位孔21,并且限位活动块20在限位孔21处构成限位插接结构,限位活动块20在脱模活动板10的侧边之间通过复位弹簧22构成弹性伸缩结构,且限位活动块20的侧表面为贴合斜面23,并且弧形贴合端161对贴合斜面23构成贴合活动推挤结构,限位活动块20配合限位孔21的限位插接有助于模具加工时配合保持锁定牢固,同时通过限位活动块20配合贴合定位块16构成联动结构,在平行贴合时联动推挤限位活动块20同步向外顶出插接限位,同时利用贴合定位槽19留有一定的预活动间隙,方便灵活贴合与脱出调整。
32.结合图1-5和图7所示,脱模活动板10的上表面活动设置有顶出杆17,且顶出杆17随脱模活动板10的偏转同步顶出活动调整,顶出杆17包括活动顶杆171和活塞端172,且顶出杆17在脱模活动板10的上表面呈阵列分布,并且顶出杆17贯穿下模具2活动设置,通过气动调整的顶出杆17配合脱模活动板10的偏转结构,方便大型的汽车成型件稳定脱模下料,脱模活动板10的内部开设有密封活动腔24,且顶出杆17整体通过活塞端172在密封活动腔24处构成气动伸缩结构,密封活动腔24的下端连接有连通管25,且密封活动腔24通过连通管25连接压缩气囊26,通过压缩气囊26和连通管25对多个顶出杆17进行气动调整,方便顶出杆17阵列稳定顶出脱模,活动滚轮15的侧边连接有同步活动块27,且同步活动块27和活动滚轮15在侧翼导轨14内侧构成同步活动结构,压缩气囊26的首尾端分别在同步活动块27侧边和侧翼导轨14末端固定连接,使得压缩气囊26通过活动滚轮15在侧翼导轨14处的活动保持联动调整,即脱模活动板10偏转时,同步活动块27同步挤压压缩气囊26,方便设备的同步偏转顶出脱模下料。
33.结合图1-5和图8所示,定位板11的侧边安装有引导轮18,且引导轮18位于下模具2的下料侧,引导轮18的外圆嵌套设置有缓震胶圈28,且引导轮18在活动套轴29的左右两端对称设置,并且活动套轴29和连接合页13的转轴平行设置,引导轮18可在成型件随脱模活动板10偏转下料时起到辅助引导的作用,方便成型件下料的滚动贴合,减少磕碰划伤,配合缓震胶圈28进行缓冲,具有良好的防护效果,活动套轴29的内部设置有固定轴30,且固定轴30在定位板11的侧边固定设置,活动套轴29在固定轴30外侧构成同轴旋转结构,且活动套轴29和固定轴30之间通过卷簧31保持弹性连接,引导轮18配合活动套轴29的主动旋转结构也可以有助于成型件下料时的引导,减少磕碰停顿,下料更加流畅,活动套轴29的外侧卷绕设置有连接拉索32,且连接拉索32的末端连接于脱模活动板10,定位板11的侧边安装有定滑轮33,且连接拉索32绕过定滑轮33活动设置,通过脱模活动板10和定位板11间的偏转位移同步拉动连接拉索32,从而在设备偏转下料时同步拉动引导轮18和活动套轴29的主动旋转引导。
34.实施例2一种汽车大型成型部件翻转式脱模模具,包括上模具1和下模具2,上模具1的上方和下模具2的下方分别设置有固定顶板3和固定底板4,且固定顶板3和固定底板4的左右侧边之间通过安装侧板5固定连接,并且固定顶板3、固定底板4和安装侧板5整体构成矩形框架结构,上模具1的上表面螺栓固定有合模升降板6,且合模升降板6和固定顶板3之间通过驱动气缸7构成升降驱动结构,合模升降板6的上表面顶角处竖直焊接有导向杆8,且固定顶板3的下表面开设有导向孔9,并且导向杆8在导向孔9处吻合滑动,下模具2的下表面螺栓固
定有脱模活动板10,且脱模活动板10的下方活动连接有定位板11,定位板11和固定底板4之间平行设置,且定位板11和固定底板4之间通过电动伸缩杆12构成升降驱动结构,脱模活动板10和定位板11的侧边连接有连接合页13,且脱模活动板10和定位板11之间通过连接合页13构成旋转结构,脱模活动板10的左右侧边开设有侧翼导轨14,且安装侧板5的侧边安装有活动滚轮15,并且活动滚轮15沿侧翼导轨14构成滑动结构;脱模活动板10和定位板11之间设置有贴合定位块16,且脱模活动板10和定位板11之间通过贴合定位块16保持平行贴合限位,脱模活动板10的上表面活动设置有顶出杆17,且顶出杆17随脱模活动板10的偏转同步顶出活动调整,定位板11的侧边安装有引导轮18,且引导轮18位于下模具2的下料侧,引导轮18的外圆嵌套设置有缓震胶圈28,且引导轮18在活动套轴29的左右两端对称设置,并且活动套轴29和连接合页13的转轴平行设置,引导轮18可在成型件随脱模活动板10偏转下料时起到辅助引导的作用,方便成型件下料的滚动贴合,减少磕碰划伤,配合缓震胶圈28进行缓冲,具有良好的防护效果。
35.贴合定位块16的上端为弧形贴合端161,且贴合定位块16的下端在定位板11的内侧通过支撑弹簧162构成弹性支撑结构,贴合定位块16设置有4个,且贴合定位块16在定位板11的顶角位置分布,贴合定位块16用于定位板11和脱模活动板10之间平行贴合时的定点贴合定位,弧形贴合端161起到引导作用,配合支撑弹簧162在偏转贴合时提供一定的缓冲空间,脱模活动板10的下表面开设有贴合定位槽19,且贴合定位槽19设置有4个,并且贴合定位槽19和贴合定位块16相互吻合,贴合定位槽19用于配合贴合定位块16的定点吻合对接贴合。
36.顶出杆17包括活动顶杆171和活塞端172,且顶出杆17在脱模活动板10的上表面呈阵列分布,并且顶出杆17贯穿下模具2活动设置,通过气动调整的顶出杆17配合脱模活动板10的偏转结构,方便大型的汽车成型件稳定脱模下料,脱模活动板10的内部开设有密封活动腔24,且顶出杆17整体通过活塞端172在密封活动腔24处构成气动伸缩结构,密封活动腔24的下端连接有连通管25,且密封活动腔24通过连通管25连接压缩气囊26,通过压缩气囊26和连通管25对多个顶出杆17进行气动调整,方便顶出杆17阵列稳定顶出脱模,活动滚轮15的侧边连接有同步活动块27,且同步活动块27和活动滚轮15在侧翼导轨14内侧构成同步活动结构,压缩气囊26的首尾端分别在同步活动块27侧边和侧翼导轨14末端固定连接,使得压缩气囊26通过活动滚轮15在侧翼导轨14处的活动保持联动调整,即脱模活动板10偏转时,同步活动块27同步挤压压缩气囊26,方便设备的同步偏转顶出脱模下料。
37.本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术,尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。