技术特征:
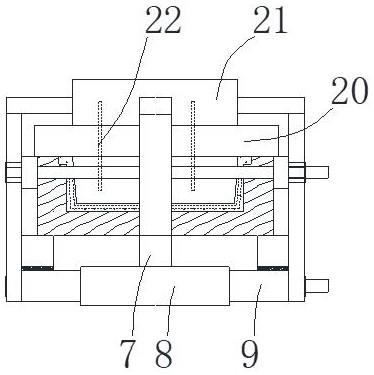
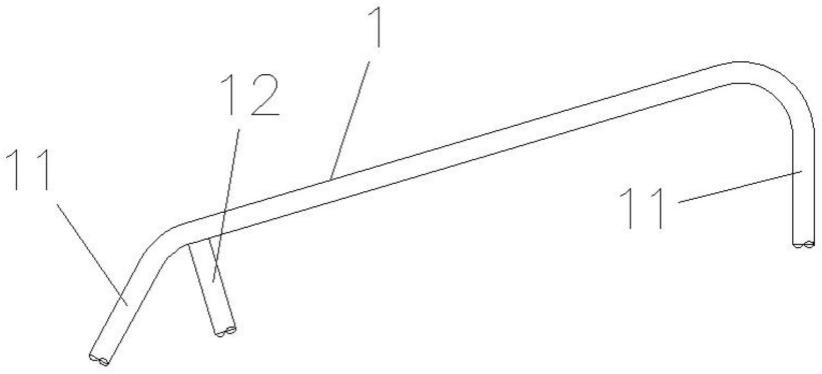
1.一种双面板式立柱预制件加工方法,其特征在于,先获得凹模结构的预制件加工模具,预制件加工模具型腔为和双面板式立柱预制件的单侧面板外侧表面和宽度方向两侧表面形状一致的造型面;再用模具先浇注成形出单侧的面板,在该面板浇注完毕并硬化之前在上表面嵌入连接钢筋的一端使其和浇注的面板硬化固定为一体;然后脱模后再浇注成形另一侧的面板,然后待其完全硬化之前,将已脱模的面板翻转移动至尚未硬化的面板上方,使得连接钢筋的露出端嵌入到正在尚未硬化的面板内固定,待另一侧的面板硬化后脱模即可获得双面板式立柱预制件。2.如权利要求1所述的双面板式立柱预制件加工方法,其特征在于,本方法采用一种整体式预制件加工模具实现,所述整体式预制件加工模具主体为玻璃钢树脂材料制得,且模具内部的底面和两侧靠外的位置均内嵌设置有钢框架结构。3.如权利要求2所述的双面板式立柱预制件加工方法,其特征在于,所述整体式预制件加工模具采用以下步骤制备:a制备和待加工的双面板式立柱预制件的单侧面板形状一致的样品,在样品的外侧表面和宽度方向两侧表面涂刷一层脱模剂;b再在脱模剂外涂刷一层玻璃钢树脂材料,待玻璃钢树脂材料硬化后铺设一层玻璃纤维网,然后再涂刷一层玻璃钢树脂材料待其硬化后将玻璃纤维网嵌设进里面;c重复b步骤三次以上,然后在样品的外侧表面和宽度方向两侧表面分别铺设一层钢框架,钢框架为多根纵横交错固定的钢管构成的矩形框架,再在钢框架外捆绑铺设一层玻璃纤维网并涂刷一层玻璃钢树脂材料,待其硬化后将钢框架固定在其内;d再在样品的外侧表面和宽度方向两侧表面至少铺设一层玻璃纤维网并涂刷一层玻璃钢树脂材料,硬化后将样品脱出,即获得所述整体式预制件加工模具。4.如权利要求1所述的双面板式立柱预制件加工方法,其特征在于,本方法采用一种分体式预制件加工模具实现,所述分体式预制件加工模具;包括凹模结构的模芯,模芯内腔面为和双面板式立柱预制件的单侧面板外侧表面和宽度方向两侧表面形状一致的造型面,模芯为内腔面在长度方向的两端贯通设置的通槽结构;模芯的内层结构为玻璃钢树脂材料制得,模芯的外层结构为聚氨酯发泡材料制得;模芯的外侧相贴设置有调节加强框架,调节加强框架为钢结构框架。5.如权利要求4所述的双面板式立柱预制件加工方法,其特征在于,所述模芯按照以下步骤制备:a制备和待加工的双面板式立柱预制件的单侧面板形状一致的样品,在样品的外侧表面和宽度方向两侧表面涂刷一层脱模剂;b再在脱模剂外涂刷一层玻璃钢树脂材料,待玻璃钢树脂材料硬化后铺设一层玻璃纤维网,然后再涂刷一层玻璃钢树脂材料待其硬化后将玻璃纤维网嵌设进里面;重复铺设玻璃纤维网并涂刷玻璃钢树脂材料2-3次,硬化后获得模芯的内层结构;c将b步骤制得的模芯内层结构连同样品一起反扣在一个涂抹有脱模剂的平台上,制备一个和模芯四周外侧形状一致的矩形框模具,将矩形框模具框在模芯内层结构外并保持模芯内层结构位于正中位置,将聚氨酯发泡材料灌入到模芯内层结构和矩形框模具之间的空腔内并填满矩形框模具,再在矩形框模具上方盖上一下表面预涂有脱模剂的盖板压紧;d待聚氨酯发泡材料发泡完毕定形后,依次拆除盖板、矩形框模具和样品,即获得模芯。
6.如权利要求4所述的双面板式立柱预制件加工方法,其特征在于,所述调节加强框架,包括位于左右两侧的两个侧面框架以及位于底部的底面框架,两侧的侧面框架之间设置有能够调节相对宽度位置的宽度调节锁紧机构,两侧的侧面框架和底面框架之间还设置有滑动配合调节机构;侧面框架包括一根位于底部的侧面底部钢管,还包括一根位于侧面底部钢管上方的侧面上部钢管,侧面底部钢管和侧面上部钢管均为沿模具长度方向设置的方形钢管,侧面底部钢管和侧面上部钢管外侧面位于同一竖向面并焊接固定有竖向设置的侧面竖向固定钢管;所述底面框架包括沿模具长度方向设置的底面钢管,底面钢管为方形钢管,底面钢管下表面沿横向设置有滑动套管或滑动内杆,所述侧面底部钢管下表面横向焊接固定有滑动内杆或滑动套管并和设置在底面钢管下表面的滑动套管或滑动内杆可滑动套接配合并构成所述滑动配合调节机构。7.如权利要求6所述的双面板式立柱预制件加工方法,其特征在于,所述侧面上部钢管的内侧表面位于侧面底部钢管内侧表面的外侧并构成和模芯外侧面相贴的模芯外侧支撑面,侧面底部钢管靠内的部分上表面和底面钢管上表面位于同一水平面并构成和模芯底面相贴的模芯底部支撑面。8.如权利要求6所述的双面板式立柱预制件加工方法,其特征在于,所述侧面竖向固定钢管下端部超出侧面底部钢管形成沿模具宽度方向成对的底部宽度调节端,所述侧面上部钢管的两端超出模芯长度方向两端位置并形成沿模具宽度方向成对的上部宽度调节端,每对底部宽度调节端和上部宽度调节端之间,均沿模具宽度方向相对设置有螺纹孔,相对的螺纹孔之间靠螺杆贯穿连接后采用螺母旋紧固定,成对的所述宽度调节端和对应的螺杆与螺母构成所述宽度调节锁紧机构。9.如权利要求6所述的双面板式立柱预制件加工方法,其特征在于,侧面竖向固定钢管上端超出侧面上部钢管的上表面并向内侧水平延伸形成一个立柱面板侧面限位端,立柱面板侧面限位端端面和模芯内腔对应侧侧面上部位于同一竖直面,立柱面板侧面限位端到模芯内腔底面高度和待生产的双面板式立柱预制件厚度匹配。10.如权利要求9所述的双面板式立柱预制件加工方法,其特征在于,上部宽度调节端对应的螺杆内侧和模芯长度方向端面之间留有供端面模板插入的端面模板安装空间;底面钢管的两端端部还向上固定设置有端面模板限位钢管,端面模板限位钢管上端超出模芯上表面高度并向内侧水平延伸形成有一个立柱面板端面限位端,立柱面板端面限位端和立柱面板侧面限位端位于同一水平高度,立柱面板端面限位端端面和模芯内腔对应端端面位于同一竖直面。
技术总结
本发明公开了一种双面板式立柱预制件加工方法,其特征在于,先获得凹模结构的预制件加工模具;再用模具先浇注成形出单侧的面板,在该面板浇注完毕并硬化之前在上表面嵌入连接钢筋的一端使其和浇注的面板硬化固定为一体;然后脱模后再浇注成形另一侧的面板,然后待其完全硬化之前,将已脱模的面板翻转移动至尚未硬化的面板上方,使得连接钢筋的露出端嵌入到正在尚未硬化的面板内固定,待另一侧的面板硬化后脱模即可获得双面板式立柱预制件。本发明具有加工方便、简单、快捷,加工成本低廉等优点。更好地节省了产品加工成本。更好地节省了产品加工成本。更好地节省了产品加工成本。
技术研发人员:罗亚亚
受保护的技术使用者:重庆长赛新材料科技有限公司
技术研发日:2022.12.01
技术公布日:2023/1/13
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。