1.本发明属于尾气回收技术领域,具体涉及一种反式-1-氯-3,3,3-三氟丙烯生产过程中尾气回收系统和方法。
背景技术:
2.反式-1-氯-3,3,3-三氟丙烯的臭氧消耗潜值接近于0,温室效应潜值为7.0,环保性能优良,毒性低,使用安全,被认定为第四代氟代烃发泡剂;此外,反式-1-氯-3,3,3-三氟丙烯还可广泛用作溶剂、喷射剂、灭火剂和干蚀刻剂,具有很好的发展前景。
3.工业上一般以氟化氢和1,1,1,3,3-五氯丙烷为原料,经气相氟化或者液相氟化合成反式-1-氯-3,3,3-三氟丙烯,其反应过程中存在很多副反应,形成多种副产物,包括1,1,1,3,3-五氟丙烷、3-氯-1,1,1,3-四氟丙烷、顺式-1-氯-3,3,3-三氟丙烯等,在分离这些副产物的同时,会损失部分产品和原料等组分,导致原料利用率偏低。而直接将这部分物料当作废物处理掉,不但提高了处理成本,还会导致三废排放大大增加。
4.现有技术中,为符合循环经济标准,大部分工厂回收少量有用组分方法基本采用吸附或吸收方法。其中,采用吸附回收有用组分的方法,吸附过程吸附剂难以选用,且会产生大量吸附剂物料,既不经济又增大处理压力;而采用吸收回收有用组分的方法也基本为一次通过式吸收,无法保证吸收效率。
技术实现要素:
5.本发明旨在解决上述问题,提供了一种反式-1-氯-3,3,3-三氟丙烯生产过程中尾气回收系统和方法,能够回收反式-1-氯-3,3,3-三氟丙烯生产过程中三废的有用组分,提高其回收效率。
6.按照本发明的技术方案,所述反式-1-氯-3,3,3-三氟丙烯生产过程中尾气回收系统,包括回收气分离器、回收气吸收系统、饱和度检测系统和饱和度调节系统,所述回收气吸收系统包括回收气混合器、回收气吸收塔、尾气增压器和回收液储槽,所述饱和度检测系统和饱和度调节系统连接控制系统;所述回收气分离器的入口连接废液管道,回收气分离器的气相出口连接所述回收气混合器的第一入口,回收气混合器的出口连接回收气吸收塔的下部入口;所述回收气吸收塔的上部入口连接液相吸收液管道,回收气吸收塔的顶部出口连接尾气增压器的入口,尾气增压器的第一出口连接回收气混合器的第二入口,尾气增压器的第二出口连通界外;回收气吸收塔的底部出口连接所述回收液储槽,回收液储槽的第一液相出口连接回收气吸收塔的中部回流口,回收液储槽的第二液相出口连通界外,回收液储槽的气相出口连接回收气混合器的第三入口;所述饱和度检测系统包括设置于回收气混合器出口端的第一检测器,回收气吸收塔顶部出口端的第二检测器,回收液储槽第一液相出口端的第三检测器,以及液相吸收液
c2氯代烃混合物,经吸收液预冷器冷却后进入回收气吸收塔。
22.进一步的,为保证回收气在吸收液中的溶解度处于较高的水平,保证吸收效率,回收气吸收塔的顶部工作温度为-40℃~40℃,工作压力为0.1bar~1bar,优选工作温度为-10℃~0℃。
23.进一步的,尾气回收过程中,控制第二检测器的检测值不超过第一检测器检测值的40%。
24.本发明的技术方案相比现有技术具有以下优点:本发明应用于反式-1-氯-3,3,3-三氟丙烯生产过程中废液有用组分回收过程的吸收控制,控制方法中增加了饱和度检测、调节组件,及时调整溶解度及饱和度参数,以保证吸收过程控制稳定的同时提高吸收过程的吸收效率,尾气回收率可达62%,其中有用组分回收率可达93%,大大减少了废气的排放。
附图说明
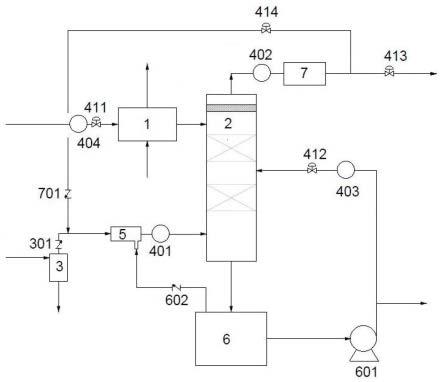
25.图1为本发明回收系统的结构示意图。
26.图2为本发明回收方法中控制过程示意图。
27.附图标记说明:1-吸收液预冷器、2-回收气吸收塔、3-回收气分离器、301-第二防逆流装置、401-第一检测器、402-第二检测器、403-第三检测器、404-第四检测器、411-第一调节器、412-第二调节器、413-第三调节器、414-第四调节器、5-回收气混合器、6-回收液储槽、601-泵、602-第一防逆流装置、7-尾气增压器、701-第三防逆流装置。
具体实施方式
28.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
29.如图1所示,本发明反式-1-氯-3,3,3-三氟丙烯生产过程中尾气回收系统,包括回收气分离器3、回收气吸收系统、饱和度检测系统和饱和度调节系统,其中,回收气吸收系统包括回收气混合器5、回收气吸收塔2、尾气增压器7和回收液储槽6。
30.回收气分离器3的入口连接废液管道,回收气分离器3的气相出口连接回收气混合器5的第一入口,回收气分离器3连接回收气混合器5的管道上设有第二防逆流装置301;回收气混合器5的出口连接回收气吸收塔2的下部入口,回收气混合器5的出口段设有第一检测器401。
31.回收气吸收塔2的上部入口连接液相吸收液管道,相吸收液管道上设有吸收液预冷器1、第四检测器404和第一调节器411。
32.回收气吸收塔2的顶部出口端设有第二检测器402,并连接尾气增压器7的入口,尾气增压器7的第一出口连接回收气混合器5的第二入口,尾气增压器7连接回收气混合器5的管道上设有第四调节器414和第三防逆流装置701;尾气增压器7的第二出口设有第三调节器413并连通界外。
33.回收气吸收塔2的底部出口连接回收液储槽6,回收液储槽6的液相出口设有泵601,泵601的第一出口连接回收气吸收塔2的中部回流口,中部回流口位于回收气吸收塔2中部的两层填料(聚四氟乙烯ptfe材质)之间。回收液储槽6连接回收气吸收塔2的管道上设有第三检测器403和第二调节器412。
34.回收液储槽6的第二液相出口连通界外;回收液储槽6的气相出口连接回收气混合器5的第三入口,回收液储槽6连接回收气混合器5的管道上设有第一防逆流装置602。
35.具体的,上述吸收液预冷器1采用管壳式换热器,回收气分离器3采用分离器型式为闪蒸罐,回收气混合器5采用文丘里喷射器。第一防逆流装置602、第二防逆流装置301和第三防逆流装置701均采用单向阀。
36.第一检测器401、第二检测器402、第三检测器403和第四检测器404共同构成了饱和度检测系统,均采用流量计。第一调节器411、第二调节器412、第三调节器413和第四调节器414共同构成了饱和度调节系统,均采用调节阀。饱和度检测系统和饱和度调节系统连接控制系统,控制系统可以采用分散式控制系统(dcs)。
37.实施例1反式-1-氯-3,3,3-三氟丙烯生产过程中尾气回收方法,采用上述尾气回收系统,包括以下步骤,1、以来自含氯产品生产过程的c1分离塔、c2分离塔塔顶的c
1-c2氯代烃混合物作为液相吸收液,经吸收液预冷器冷却后由上部入口进入回收气吸收塔;其中,c
1-c2氯代烃混合物中,三氯甲烷、二氯乙烷、三氯乙烷、偏四氯乙烷的质量比为1:1:1:1;2、含有反式-1-氯-3,3,3-三氟丙烯、1,1,1,3,3-五氟丙烷、3-氯-1,1,1,3-四氟丙烷和顺式-1-氯-3,3,3-三氟丙烯废液通入过回收气分离器进行轻重组分分离,轻组分以气相形式采出;气相轻组分与回收气吸收塔顶部出口采出的废气、回收液储槽中的挥发气在回收气混合器中混合,所得混合气体由下部入口进入回收气吸收塔;3、设定回收气吸收塔的顶部工作温度为-10℃,工作压力为0.5bar;混合气体在回收气吸收塔中与液相吸收液充分接触,其中的有用组分被吸收,从底部出口进入回收液储槽,回收液储槽中的部分液相输送至界外,部分由中部回流口回流至回收气吸收塔,回收液储槽中的挥发气进入回收气混合器;未被吸收的废气通过尾气增压器从顶部出口采出,部分输送至界外,部分返回回收气混合器。
38.上述步骤中,控制液相吸收液与回收气分离器分离所得气相的质量比为12.5:1,同时检测饱和度检测系统的数值,根据气体多少及气体是否被完全吸收调整吸收液流量。具体的,当第二检测器402数值大于第一检测器401的40%,表示部分有用气体未完全吸收,调小第三调节器413开度,调大第四调节器414开度,使未完全吸收气体回到入口;同时提高(调整)液相吸收液流量,第二调节器412开度,以保证气体被完全吸收,反之亦然。
39.实施例2-5在实施例1的基础上,分别调整步骤s3中,回收气吸收塔的顶部工作温度为-40℃、0℃、15℃和40℃。
40.实施例6、7在实施例1的基础上,分别调整步骤s3中,回收气吸收塔的顶部工作压力为0.1bar和1bar。
41.实施例8
在实施例1的基础上,当第二检测器402数值大于第一检测器401的30%,调小第三调节器413开度,调大第四调节器414开度;同时调大第二调节器412开度,反之亦然。
42.对比例1在实施例1的基础上,当第二检测器402数值大于第一检测器401的50%,调小第三调节器413开度,调大第四调节器414开度;同时调大第二调节器412开度,反之亦然。
43.对上述实施例和对比例中的尾气回收率(回收气体占气相轻组分的质量比)和有用组分回收率(回收气体占气相轻组分中有用组分的质量比)进行检测,其结果如表1所示。
44.具体的,尾气回收率和有用组分回收率可以通过检测器结果进行估算,气相轻组分及回收气中的组分通过取样分析(在线色谱)结果确认。其中,尾气回收率采用单位时间内第一检测器401与第二检测器402的累计流量差值(回收气体)与第一检测器401累计流量(气相轻组分)的比值;同理,有用组分回收率采用回收气体402*回收气体有用组分占比/(气相轻组分*气相轻组分中有用组分占比)。
45.表1结果显示,本发明尾气回收方法中以吸收液和回收气流量调节器为调控对象,以吸收塔中吸收的饱和度为基础的闭环总控系统,提高吸收塔的吸收效率;通过饱和度检测器检测吸收液饱和程度,调整吸收液及尾气回气调节阀,以保证回收气充分吸收;尾气回收率可达62%;有用组分回收率可达93%。
46.显然,上述实施例仅仅是为清楚地说明所作的举例,并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。