技术特征:
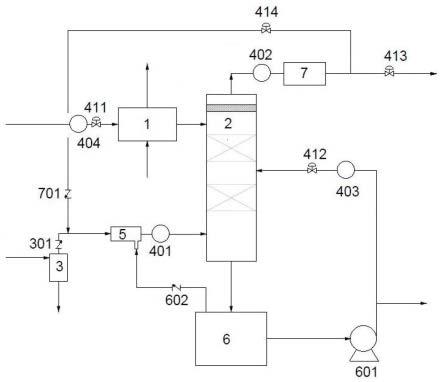
1.一种反式-1-氯-3,3,3-三氟丙烯生产过程中尾气回收系统,其特征在于,包括回收气分离器(3)、回收气吸收系统、饱和度检测系统和饱和度调节系统,所述回收气吸收系统包括回收气混合器(5)、回收气吸收塔(2)、尾气增压器(7)和回收液储槽(6),所述饱和度检测系统和饱和度调节系统连接控制系统;所述回收气分离器(3)的入口连接废液管道,回收气分离器(3)的气相出口连接所述回收气混合器(5)的第一入口,回收气混合器(5)的出口连接回收气吸收塔(2)的下部入口;所述回收气吸收塔(2)的上部入口连接液相吸收液管道,回收气吸收塔(2)的顶部出口连接尾气增压器(7)的入口,尾气增压器(7)的第一出口连接回收气混合器(5)的第二入口,尾气增压器(7)的第二出口连通界外;回收气吸收塔(2)的底部出口连接所述回收液储槽(6),回收液储槽(6)的第一液相出口连接回收气吸收塔(2)的中部回流口,回收液储槽(6)的第二液相出口连通界外,回收液储槽(6)的气相出口连接回收气混合器(5)的第三入口;所述饱和度检测系统包括设置于回收气混合器(5)出口端的第一检测器(401),回收气吸收塔(2)顶部出口端的第二检测器(402),回收液储槽(6)第一液相出口端的第三检测器(403),以及液相吸收液管道上的第四检测器(404);所述饱和度调节系统包括设置在第四检测器(404)后端的第一调节器(411),第三检测器(403)后端的第二调节器(412),尾气增压器(7)第二出口端的第三调节器(413),以及尾气增压器(7)第一出口端的第四调节器(414)。2.如权利要求1所述的反式-1-氯-3,3,3-三氟丙烯生产过程中尾气回收系统,其特征在于,还包括吸收液预冷器(1),所述吸收液预冷器(1)设置于液相吸收液管道上。3.如权利要求2所述的反式-1-氯-3,3,3-三氟丙烯生产过程中尾气回收系统,其特征在于,所述吸收液预冷器(1)为冷箱或换热器。4.如权利要求1所述的反式-1-氯-3,3,3-三氟丙烯生产过程中尾气回收系统,其特征在于,所述回收气分离器(3)为闪蒸罐、旋风分离器、刮膜蒸发器或闪蒸换热器。5.如权利要求1所述的反式-1-氯-3,3,3-三氟丙烯生产过程中尾气回收系统,其特征在于,所述中部回流口设置于所述回收气吸收塔(2)中部的两层填料之间。6.如权利要求1所述的反式-1-氯-3,3,3-三氟丙烯生产过程中尾气回收系统,其特征在于,所述回收液储槽(6)的气相出口与回收气吸收塔(2)之间的管道上设有第一防逆流装置(602)。7.一种反式-1-氯-3,3,3-三氟丙烯生产过程中尾气回收方法,其特征在于,采用权利要求1-6中任一项所述的尾气回收系统,包括以下步骤,s1:废液通入过回收气分离器进行轻重组分分离,所得轻组分以气相形式采出并通入回收气混合器;s2:回收气混合器中的混合气体由下部入口进入回收气吸收塔,所述混合气体包括步骤s1中的气相轻组分、步骤s3中回收气吸收塔顶部出口采出的废气、以及步骤s3中回收液储槽中的挥发气;同时,液相吸收液由上部入口进入回收气吸收塔,所述液相吸收液为c1-c2氯代烃混合物;s3:经回收气吸收塔吸收后的废气通过尾气增压器从顶部出口采出,输送至界外或返回回收气混合器;
经回收气吸收塔吸收后的液相从底部出口排入回收液储槽;s4:回收液储槽的液相输送至界外或由中部回流口回流至回收气吸收塔;回收液储槽中的挥发气通入回收气混合器。8.如权利要求7所述的反式-1-氯-3,3,3-三氟丙烯生产过程中尾气回收方法,其特征在于,液相吸收液与回收气分离器分离所得气相轻组分的质量比为12~13:1。9.如权利要求7所述的反式-1-氯-3,3,3-三氟丙烯生产过程中尾气回收方法,其特征在于,回收气吸收塔的顶部工作温度为-40℃~40℃,工作压力为0.1bar~1bar。10.如权利要求7所述的反式-1-氯-3,3,3-三氟丙烯生产过程中尾气回收方法,其特征在于,尾气回收过程中,控制第二检测器的检测值不超过第一检测器检测值的40%。
技术总结
本发明属于尾气回收技术领域,具体涉及一种反式-1-氯-3,3,3-三氟丙烯生产过程中尾气回收系统和方法。该回收系统包括回收气分离器、回收气吸收系统、饱和度检测系统和饱和度调节系统,所述回收气吸收系统包括回收气混合器、回收气吸收塔、尾气增压器和回收液储槽,所述饱和度检测系统和饱和度调节系统连接控制系统。本发明应用于反式-1-氯-3,3,3-三氟丙烯生产过程中废液有用组分回收过程的吸收控制,控制方法中增加了饱和度检测、调节组件,及时调整溶解度及饱和度参数,以保证吸收过程控制稳定的同时提高吸收过程的吸收效率,尾气回收率可达62%,其中有用组分回收率可达93%,大大减少了废气的排放。减少了废气的排放。减少了废气的排放。
技术研发人员:范涛 刘召淞 颜晓波 丰俊 刘国彬 李占国
受保护的技术使用者:中化蓝天霍尼韦尔新材料有限公司
技术研发日:2022.11.30
技术公布日:2023/1/13
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。