1.本发明涉及汽车制造领域,特别是一种带防错预警功能的可变工位的汽车产线和汽车生产方法。
背景技术:
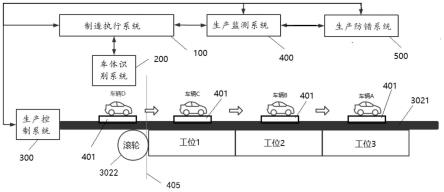
2.如图1所示,目前整车生产企业常见的车辆位置获取方法是通过车体识别系统200(avi系统)和感应开关405来对车辆位置进行定位。感应开关405安装在产线的输送线3021入口,当新进产线的车辆经过感应开关405时,输送线3021被滚轮3022驱动前进,带动新入产线的车辆和原本在产线上的车辆整体移动到下一个工位。
3.请参阅图1,在产线上的车辆,例如车辆a,要么移动到下一个工位(例如从工位1移动到工位2)或完成本产线工作离开产线。车辆a是被安置在载具401上进入产线的,而载具401的位置是固定的。因此,当载有车辆a的载具401进入产线的时候,会触发感应开关405动作,从而使得制造执行系统100(mes系统)知晓车辆a进入第一个工位。当车辆a所在载具401的后续载具401通过感应开关405时,制造执行系统100推断车辆a进入第二个工位,以此类推完成车辆a在工位间的移动。如果是离开本产线,则交由后续产线的车体识别系统200和制造执行系统100记录并跟踪车辆a的新工位。
4.当车辆a移动时,在产线上的全部车辆,包含车辆b、车辆c和车辆d也会往前移动,分别进入对应的工位3,车辆c移动到工位2,车辆d进入工位1。车辆d作为新进入产线的车辆,首先会被车体识别系统200获取车辆d的车辆信息并发送给制造执行系统100。随后,当车辆d通过感应开关405时,制造执行系统100将车辆d标记此车目前位于工位1。进入产线后,制造执行系统100和车辆a的一样的逻辑处理,更新制造执行系统100中车辆d的所在工位信息。到达工位的车辆,在生产控制系统300的控制下完成该工位的组装生产工序。
5.现有技术存在的主要缺陷包含:
6.1、不能实时的获取当前车辆的位置,因为整个产线没有采集装置或者计算装置向mes系统反馈信息,mes系统仅能通过载具间预设距离以及载具进入产线的通知,来推断车辆位置。那么,当输送线实际运行情况和预设常数不一致时,就会在车辆实际移动位置和mes系统认为的位置之间发生较大的偏差,严重的会导致产线停产,例如工位上的机器人无法和待组装车辆的位置匹配。
7.2、无法满足产线扩展工位的需求。在现有技术中,每个工位在设计阶段就已经确定,然后根据每个工位安装对应的生产模块(生产设备)。因为mes系统中的无法准确推断车辆位置,工位上的设备就需要留有足够的余量来应对车辆位置不准的情况。当同一工位多个设备的余量叠加后,会损失很多原本可以安装设备的空间。特别当需要支持多车型生产的时候,不同车型需要的大量设备,会加剧产线布局的困难。当在原本一个工位无法布置必要的生产设备时,就需要重新修建新的产线,成本高。
8.3、在制造执行系统和生产控制系统的集成中,根据生产模块的不同,使用专用的逻辑实现专用接口,虽然在新产线部署的时候,可以快速的为不同的生产工具完成定制,但
当产线需要微调时,就需要完全重新部署,因为从生产模块到生产控制系统到制造执行系统之间,均使用的是专用接口,它会随着生产模块类别甚至型号的不同而不同。因此一旦涉及引入新的生产模块,就意味着不仅要修改生产控制系统的逻辑,还得修改制造执行系统的逻辑,后期调试维护的工程量巨大。
9.4、在每个工位进行组装时,特别时涉及人工介入的组装工作时,不提供任何警示。当车辆即将遇过工位但对应生产工序尚未完成时,必须由操作工人手工停线。
技术实现要素:
10.本发明的目的在于提供一种带防错预警功能的可变工位的汽车产线和汽车生产方法,主要解决上述现有技术存在的问题。
11.为了实现上述目的,本发明所采用的技术方案是提供一种带防错预警功能的可变工位的汽车产线,使用输送线带动待组装车辆前进,沿所述输送线设置有多个与生产工序对应的工位,其特征在于,由制造执行系统、车体识别系统、生产控制系统、生产监测系统和生产防错系统构成;所述制造执行系统连接到所述车体识别系统、所述生产控制系统、所述生产监测系统和所述生产防错系统;
12.所述制造执行系统保存多组制造参数,并根据所述车体识别系统采集的车辆信息,选择其中一组下发给所述生产控制系统和所述生产防错系统;所述生产控制系统根据所述制造参数,配置每个所述工位的所述全部生产工序;所述生产监测系统采集产线状态信息,反馈至所述制造执行系统,对产线生产实现闭环控制;所述生产防错系统根据所述制造参数配置异常处理规范,并结合所述产线状态信息,发出提醒或者警告。
13.进一步地,所述制造执行系统包含产线管理模块、车辆管理模块、防错管理模块、生产管理模块、数据库模块和快速通信模块;
14.所述产线管理模块提供人机交互接口接收人工输入的所述制造参数,还用于调度所述车辆管理模块、所述防错管理模块和所述生产管理模块协同工作;所述车辆管理模块连接到所述车体识别系统,将所述车体识别系统采集到的所述车辆信息传递给所述产线管理模块;所述防错管理模块连接到所述生产监测系统和所述生产防错系统,将所述制造参数下发到所述生产防错系统,并将所述生产监测系统采集到的所述产线状态信息传递给所述产线管理模块和所述生产防错系统;所述生产管理模块连接到所述生产控制系统,向所述生产控制系统传递的所述车辆信息和所述制造参数;所述快速通信模块提供所述生产控制系统、所述生产监测系统和所述生产防错系统之间的直接通信连接,用于绕开所述生产管理模块进行快速数据交互;所述制造参数、所述车辆信息保存在所述数据库模块中。
15.进一步地,所述车体识别系统包含rfid读取模块;所述rfid读取模块扫描安装在所述待组装车辆上的射频标签,读取所述车辆信息;所述车辆信息至少包含车辆识别码。
16.进一步地,所述配置管理模块包含文件存储单元和通信单元;所述文件存储单元保存对应所述待组装车辆的所述制造参数;所述通信单元用于将所述文件存储单元连接到所述制造执行系统和所述生产模块。
17.进一步地,所述配置管理模块包含文件存储单元和通信单元;所述文件存储单元保存对应所述待组装车辆的所述制造参数;所述通信单元用于将所述文件存储单元连接到所述制造执行系统和所述生产模块;所述通信单元使用柔性接口连接不同型号的所述生产
模块,从而使得所述制造执行系统与所述生产控制系统之间的通信连接方式不随所述生产模块的型号改变。
18.进一步地,所述生产监测系统包含载具、车辆监测模块、载具监测模块、行程采集模块和感应开关;
19.所述载具固定在产线的所述输送线上,装载所述待组装车辆前进,依次经过所述工位;所述车辆监测模块采集所述待组装车辆在所述载具上的安置状态信息;从产线入口开始,依次安装所述载具监测模块和所述感应开关;所述载具监测模块采集所述载具在所述输送线上的就位状态信息;当所述载具和所述待组装车辆越过所述感应开关时,上报限位状态信息;所述行程采集模块采集所述输送线的行程状态信息;
20.由所述生产监测系统上报的所述产线状态信息,包含所述安置状态信息、所述就位状态信息、所述限位状态信息和所述行程状态信息。
21.进一步地,所述行程采集模块包含数据采集单元、数据计算单元和数据存储单元;所述数据采集单元是编码器;所述数据计算单元将所述编码器的数据,转换为所述行程状态信息;所述数据存储单元连接到所述数据采集单元和所述数据计算单元。
22.进一步地,所述生产防错系统包含预警配置模块、预警模块、停产模块和工位传感模块;所述预警配置模块从所述制造执行系统下发的所述制造信息中,生成所述异常处理规范,包含预警线和停产线,并下发到所述预警模块和所述停产模块;所述工位传感模块安装在所述生产控制系统上,采集所述工位的生产工序完成信息;
23.所述预警配置模块采集所述产线状态信息和所述生产工序完成信息,下发到所述预警模块和停产模块,当将所述产线状态信息满足所述预警线时,所述预警模块发送预警,当所述产线状态信息满足所述停产线时,所述停产模块停止车辆生产过程并报警。
24.本发明还提供一种利用上述带防错预警功能的可变工位的汽车产线进行汽车组装的方法,其特征在于,包含步骤:
25.首先,针对所述待安装车辆部署产线;
26.其次,根据所述待组装车辆的所述车辆信息初始化产线,确定所述工位的数量、位置和长度;
27.最后,所述待组装车辆进入产线,开始生产。
28.进一步地,在对所述待安装车辆进行产线部署时,
29.首先,调整所述生产控制系统、所述生产监测系统和所述生产防错系统;在所述生产控制系统中,调整生产模块,并利用所述柔性接口将新增的所述生产模块连接到配置管理模块,而不修改所述生产控制系统与所述制造执行系统之间的通信接口;在所述生产防错系统中调整工位传感模块;
30.然后,在所述制造执行系统中配置所述工位、所述生产控制系统、所述生产监测系统和生产防错系统;在所述制造执行系统中,调整对应所述待安装车辆的所述制造参数,用于指定产线包含的所述工位的数量、位置和长度,也用于指定每个所述工位对应的所述生产工序,还用于配置所述生产防错系统中的所述异常处理规范;
31.最后,可选的将配置完成后不再使用的多余设备在所述生产控制系统、所述生产监测系统和生产防错系统中移除,包含在所述生产控制系统中,移除多余的所述生产模块。
32.进一步地,在初始化产线的过程时:
33.首先,启动所述生产监测系统开始采集所述产线状态信息;
34.其次,利用所述生产防错系统核验所述待组装车辆状态;
35.再次,所述车体识别系统读取所述车辆信息;
36.然后,所述制造执行系统基于所述车体识别系统上报的车辆信息,从自身保存的多组制造参数中选择一组,配置产线上所述工位的数量、位置和长度,并将选中的所述制造参数下发给所述生产控制系统和所述生产防错系统;
37.最后,所述生产控制系统根据收到的所述制造参数,配置每个所述工位的所述生产工序;所述生产防错系统根据收到的所述制造参数,配置异常处理规范。
38.进一步地,所述待组装车辆的生产过程,包含步骤:
39.步骤s1,所述生产监测系统采集所述产线状态信息上报给所述制造执行系统;
40.步骤s2,所述制造执行系统结合当前产线的所述工位的位置和长度,以及所述产线状态信息中包含的所述待组装车辆在所述输送线上的位置信息,确定所述待组装车辆的当前工位,发送给所述生产控制系统;
41.步骤s3,所述生产控制系统执行所述当前工位对应的所述生产工序;同时,所述生产防错系统结合所述产线状态信息、所述生产工序完成信息和所述异常处理规范,当所述当前工位发生异常时,发出提醒或者警告;
42.步骤s4,完成所述当前工位的所述生产工序后,所述制造执行系统驱动所述待组装车辆沿着所述输送线前进,并回到步骤s1。
43.鉴于上述技术特征,本发明带防错预警功能的可变工位的汽车产线和汽车生产方法,利用预设的制造参数,自动适配不同的车辆类型进行生产,而无需重新安装一条新的生产线,极大的降低了企业的成本。它相对现有技术,具有如下优点:,
44.1、本发明中,待组装车辆在产线的位置被制造执行系统精确感知,且可以通过制造参数调整,因此可以灵活的调整工位的数量、大小和长度。
45.2、本发明中,通过调整制造参数就可以调整生产工序,而不需要重新编程制造执行系统中的逻辑。
46.3、本发明中,通过了柔性接口,使得新增或者修改生产模块的时候,不需要重新编程制造执行系统和生产控制系统的接口,简化了调试过程。
47.4、本发明中,在同一工位中,制造执行系统可以根据待组装车辆的精确位置,正确有序的向生产控制系统发起加工命令,简化了产线布局,使得生产模块沿着产线的布置更加紧凑。
48.5、本发明中,制造执行系统基于待组装车辆的精确位置,可以在每个工位的生产工序进行的过程中,利用生产监测系统实施监督,并利用生产防错系统提前预警,提示产线工人及时补救,从而避免停线操作,提高生产效率。
49.6、本发明中,利用生产监测系统和生产防错系统实时监控产线状态,当发生问题时可以及时处理。例如车辆位置发生偏移,能够自动停止产线的运行,避免因为车辆位置不正确导致安装错位,车辆报废的问题,提升了产线的可靠性。
附图说明
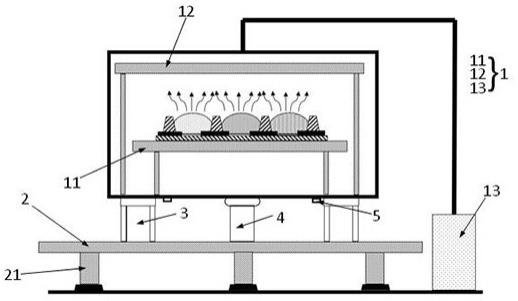
50.图1是本发明带防错预警功能的可变工位的汽车产线对应的现有技术的结构示意
图;
51.图2是本发明带防错预警功能的可变工位的汽车产线的一个较佳实施例的结构示意图;
52.图3是本发明带防错预警功能的可变工位的汽车产线的一个较佳实施例中的制造执行系统和车体识别系统的详细结构示意图;
53.图4是本发明带防错预警功能的可变工位的汽车产线的一个较佳实施例中的生产控制系统的结构示意图;
54.图5是本发明带防错预警功能的可变工位的汽车产线的一个较佳实施例中的生产控制系统中安灯模块使用柔性接口的结构示意图;
55.图6是本发明带防错预警功能的可变工位的汽车产线的一个较佳实施例中的生产监测系统的结构示意图;
56.图7是本发明利用带防错预警功能的可变工位的汽车产线进行汽车的生产方法的一个较佳实施例的方法流程图;
57.图8是图7中进行产线部署的详细方法流程图;
58.图9是图7中进行产线初始化的详细方法流程图;
59.图10是图7中进行产线生产的详细方法流程图。
60.图中:100-制造执行系统,200-车体识别系统,300-生产控制系统,400-生产监测系统,500-生产防错系统;
61.101-产线管理模块,102-车辆管理模块,103-防错管理模块,104-生产管理模块,105-数据库模块,106-快速通信模块;
62.201-rfid读取模块;
63.301-配置管理模块,302-生产模块;303-安灯模块;
64.3011-文件存储单元,3012-通信单元;3021-输送线,3022-滚轮,3023-拧紧枪,3024-加注设备,3025-涂胶设备;3031-第一标准接口;3032-第二标准接口;
65.401-载具,402-车辆监测模块,403-载具监测模块,404-行程采集模块,405-感应开关;4031-数据采集单元,4032-数据计算单元,4033-数据存储单元;
66.501-预警配置模块,502-预警模块,503-停产模块,504-工位传感模块。
具体实施方式
67.下面结合具体实施方式,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
68.请参阅图2至图6,本发明公开了一种带防错预警功能的可变工位的汽车产线。如图所示,它的一个较佳实施例由制造执行系统100(mes)、车体识别系统200(avi)、生产控制系统300、生产监测系统400和生产防错系统500构成。
69.汽车产线包含多个可以动态规划的工位,每个工位对应一组生产工序,包含此工位上各个生产模块302需要完成的生产动作以及先后次序。每个工位的生产工序一般与需要生产的车型对应,在产线初始化的时候根据车辆信息动态规划。待装配的汽车进入产线
前,由车体识别系统200(avi)识别车辆信息,然后制造执行系统100(mes)完成工位和生产工序的规划。然后,输送线3021带动待装备汽车,依次经过每一个工位。当汽车进入一个工位后,根据不同产线的配置,有静态装配方式和动态装配方式。静态装配方式中,输送线3021停止前进,汽车在工位上处于静止的状态,由安装在工位周围的生产模块302(各类机器人,拧紧枪3022等)完成该工位的生产工序,然后重新启动输送线3021,带动汽车进入下个工位。动态装配方式中,输送线3021保持匀速前进,安装在工位周围的生产模块302跟随匀速前进的汽车,完成该工位的生产工序。
70.制造执行系统100是整个汽车产线的控制核心,它被用于配置汽车产线上工位的位置和次序,通过生产控制系统300配置每个工位对应的生产工序,并指导生产控制系统300依照生产工序完成汽车组装工作,以及配置生产监测系统300和生产防错系统500。同时,它还负责连接车体识别系统200、生产控制系统300、生产监测系统400和生产防错系统500,提供它们之间相互的通信渠道。
71.制造执行系统100包含产线管理模块101、车辆管理模块102、防错管理模块103、生产管理模块104、数据库模块105和快速通信模块106。产线管理模块101提供人机接口,接收用户输入(例如制造参数的输入、修改等),然后将用户输入保存到数据库模块105,从而完成产线各类参数的配置和调整。在数据库模块105中保存车辆完整信息,其中包含车辆识别码。而车体识别系统200从待组装车辆上读取的车辆信息中,至少包含车辆识别码。因此将车辆识别码作为关键字,结合数据库模块105,就可以获得待组装车辆的车辆完整信息,例如与其匹配的制造参数。同时,产线管理模块101是制造执行系统100中的核心控制模块,它结合数据库模块105,通过车辆管理模块102连接到车体识别系统200,通过防错管理模块103连接到生产监测系统400和生产防错系统500,通过生产管理模块104连接到生产控制系统300,协同它们之间的工作:当产线管理模块101利用防错管理模块103连接的生产监测系统400识别到待组装车辆随输送线3021前进到达设定工位时,通过生产管理模块104发送指令给到生产控制系统300进行组装。在组装过程中,防错管理模块103通过生产防错系统500继续监控该工位的工作进展,如果异常则先发布预警,提醒工人加以处理以避免停线。在异常严重时,则自动停线以确保安全。车辆管理模块102将车体识别系统200采集到的车辆信息上报给产线管理模块101。防错管理模块103将生产监测系统400采集到的产线状态信息上报给产线管理模块101。生产管理模块104向生产控制系统300下发对应待组装车辆的制造参数,并在生产过程中向生产控制系统300发送控制指令,例如指示生产模块302开始组装的命令。快速通信模块106位于系统的底层,它为生产控制系统300、生产监测系统400和生产防错系统500之间的提供了直接通信连接,这样对于一些紧急的命令,例如停线指令,以及利用制造执行系统100接入的但归属生产控制系统300管理的生产模块302或者利用制造执行系统100接入的但归属生产防错系统500管理的工位传感模块504等,就可以绕开防错管理模块103和生产管理模块104直接进行快速数据交互,提升通信效率。
72.车体识别系统200通过其包含rfid读取模块201来读取安装在待组装车辆上的射频标签,获取车辆信息,例如车辆识别码。车辆信息还可以包含额外的信息,例如车型信息等,以加快数据检索的速度,但车辆完整信息还是通过车辆识别码为关键字,利用制造执行系统100的数据库模块105中检索获得。
73.生产控制系统300本身也具备保存制造参数的能力,但它只保存由制造执行系统
100下发的用于当前生产的制造参数,并不保存产线支持的全部车辆的制造参数。具体而言,生产控制系统300由配置管理模块301和生产模块302构成。根据不同的汽车产线,每个配置管理模块301对应一个或者多个生产模块302。配置管理模块301包含文件存储单元3011和通信单元3012。在文件存储单元3011中保存有指导当前生产的制造参数,配置管理模块301从中提取信息,来指导和控制生产模块302完成对应工位的生产工序。通信单元3012将配置管理模块301连接到制造执行系统100和生产模块302。通信单元3012在制造执行系统100和生产模块302之间提供了柔性接口。柔性接口的作用在于:当生产模块302自身对外的接口类型发生变化时,通信单元3012通过扩展其柔性接口的方式保持与变化后的生产模块302的通信能力,同时确保通信单元3012与制造执行系统100的通信接口不变。这样,当产线调整涉及到生产模块302的新增和修改时,只需要升级对应的通信单元3012即可,避免了产线中其他系统的修改。
74.生产模块302不仅包含在每个工位上的组装设备,例如拧紧枪3023、加注设备3024和涂胶设备3025,还包含和整个产线相关的设备,例如输送线3021和贴合输送线3021的滚轮3022。滚轮3022驱动输送线3021前进,在不同工位间转移待组装车辆。组装设备安装在工位上,用于完成待组装车辆的加工和组装工作。一个工位上全部组装设备的动作序列构成了此工位的生产工序。
75.请参阅图5,除此之外,生产模块302还包含用于人工介入控制产线运行的设备,例如安灯模块303。安灯呼叫是安灯模块主要功能之一,其原理是由操作员通过操作生产线边的呼叫终端,在异常情况下呼叫相应的负责人(班组长、保全、质量、物流等),从而降低设备停机率,提高工作效率。在同一个生产线上,根据不同组装设备的特点,一般会针对性的划分为不同的安灯呼叫区域。不同于在现有设计中不同安灯呼叫区域使用不同的接口标准,在本实施例中全部的安灯模块303(a、b和c)均使用第一标准接口3031与配置管理单元301通信,而配置管理单元301使用第二标准接口3032与制造执行系统100通信,从而使得当发生下列情况时:
76.1、呼叫区域的调整,需要更换不同类型的安灯模块303
77.2、安灯模块303的数量或类型的调整
78.只需在制造参数中调整配置,然后交由配置管理模块301处理,而不需要做程序的二次开发,也不需要现场停止生产进行联调,即可实现安灯呼叫系统的自动适配(柔性化)。
79.生产监测系统400用于在正常工作中持续采集产线状态信息,例如车辆状态和车辆位置,然后传递给制造执行系统100和生产防错系统500。生产监测系统400由载具401、车辆监测模块402、载具监测模块403、行程采集模块404和感应开关405构成。生产监测系统上报的产线状态信息,包含安置状态信息、就位状态信息、限位状态信息、行程状态信息和加工状态信息。载具401固定在输送线3021上,待组装车辆应当被安置在载具401上,然后由输送线3021带动进入产线,然后依次经过每个加工工位。车辆监测模块402用于识别在载具401上是否正确的安置了待组装车辆,提供安置状态信息。从产线入口开始,依次安装载具监测模块403(欧姆龙e3jk-tr12-c)和感应开关405(欧姆龙wlg2-ld)。载具监测模块403用于识别载具401本身是否正确安装在输送线3021上,提供就位状态信息。车辆监测模块402和载具监测模块403结合,则可以确定载具401本身以及载具401上的待组装车辆均被正确安置。感应开关405安装在载具监测模块403后方,它提供限位状态信息,和行程采集模块
404结合,用于确定待组装车辆在产线上的精确位置。具体而言,当待组装车辆越过感应开关405时,上报限位状态信息通知到制造执行系统100确定对应该待组装车辆的零点。行程采集模块404包含数据采集单元4031、数据计算单元4032和数据存储单元4033,用于采集并计算输送线3021的行程数据。数据采集单元4031是编码器,例如欧姆龙e6c3-ag5c 256p/r 2m。,编码器数据经数据计算单元4032转换,得到输送线3021的行进距离,作为行程状态信息上报。数据存储单元4033连接到数据采集单元4031和数据计算单元4032,为计算提供存储支持,例如保存输入参数、中间结果和最终结果。已知零点和输送线3021的行进距离,则可以计算出车辆随输送线3021前进的距离,再结合制造执行系统100中的工位的位置以及长度信息,可以判断车辆是否抵达特定工位,以及在该工位中的具体位置(例如在该工位的30%的位置)。连接到每个工位的生产模块302上的工位传感模块504,负责采集待组装车辆在每个工位的已经完成全部工序的状态信息(生产工序完成信息),例如当前已经拧紧的螺栓数量,当前已经完成的加注数量等等。
80.生产防错系统500包含预警配置模块501、预警模块502、停产模块503和工位传感模块504。预警配置模块501是生产防错系统500的核心,它连接到预警模块502、停产模块503和工位传感模块504。预警配置模块501从制造执行系统100下发的制造信息中,生成异常处理规范,其中包含预警线和停产线,然后下发到预警模块502和停产模块503。生产防错系统500会收到两类信息:来自生产监测系统400通过快速通信模块106传递的产线状态信息,以及来自安装在工位上的生产模块302上的工位传感模块504传递的生产工序完成信息。生产防错系统500将这两类信息传输到预警模块502和停产模块503,预警模块502和停产模块503分别将其与预警线和停产线进行实时对比,例如待组装车辆是否正确安置在载具401上、确定待组装车辆是否行进到正确的工位、在当前工位是否完成了对应的生产工序,以及当前生产工序的完成情况等。当产线状态信息满足预警线时,例如当前生产工序完成情况不符合预期时,预警模块502发送预警,提醒工作人员加以干预。当产线状态信息满足停产线时,例如出现严重错误时,停产模块503停止车辆生产过程并报警。预警模块502连接到制造执行系统100,而停产模块503则通过制造执行系统100中的快速通信模块106直接和生产控制系统300通信。
81.请参阅图7,本发明还公开了利用一种带防错预警功能的可变工位的汽车产线进行汽车组装的方法,其特征在于,包含步骤:
82.步骤s100,针对待安装车辆部署产线。
83.步骤s200,初始化产线。
84.车体识别系统读取待组装车辆的车辆信息,然后由制造执行系统根据车辆信息,确定所述工位的数量、位置和长度,下发制造参数,完成工位和生产工序的配置。
85.步骤s300,待组装车辆进入产线,开始生产。
86.请参阅图8,步骤s100中,还具体包含步骤:
87.步骤s101,调整生产控制系统、生产监测系统和生产防错系统的设备。
88.在生产控制系统中,利用柔性接口将新增的生产模块连接到配置管理模块,而不修改生产控制系统与制造执行系统之间的通信接口。在生产防错系统中调整工位传感模块。在生产防错系统中调整预警模块或者停产模块,并将新增的预警模块或者停产模块连接到预警配置模块。
89.步骤s102,在制造执行系统中配置工位、生产控制系统、生产监测系统和生产防错系统。
90.在制造执行系统中,调整对应待安装车辆的制造参数包含:
91.1、指定产线的工位配置,即包含的工位的数量、位置和长度。
92.2、指定每个工位对应的生产工序,即每个工位有多少生产模块参与,各个生产模块需要执行的操作以及其先后顺序。
93.3、指定配置异常处理规范,即配置预警线(即各类需要预警的出错条件)和停产线(即各类需要停机的出错条件)。
94.每个工位都可以设置多个预警线和停产线。
95.步骤s103,将配置完成后不再使用的多余设备在生产控制系统、生产监测系统和生产防错系统中移除。
96.在生产控制系统中,移除多余的生产模块。
97.此步骤可选,只要满足产线规划,也可以保留各个模块不变,只是不再制造参数中引用,以备后续再次被使用到。
98.请参阅图9,步骤s200中,还具体包含步骤:
99.步骤s201,启动生产监测系统开始采集产线状态信息。
100.步骤s202,生产防错系统核验待组装车辆状态。
101.对新进入产线的待组装车辆进行核验。生产防错系统利用载具监测模块的传感器(如欧姆龙e3jk-tr12-c)识别到载具到达产线入口,然后利用车辆监测模块的传感器(欧姆龙wlg2-ld),检测待组装车辆是否被正确安置在载具上,核验通过,允许载具携带待组装车辆进入产线。
102.步骤s203,车体识别系统读取待组装车辆的车辆信息。
103.待组装车辆进入产线后,车体识别系统通过rfid读取模块(如simatic rf360t)识别车辆信息,传输给制造执行系统。
104.步骤s204,制造执行系统完成产线规划。
105.制造执行系统利用车辆信息中的车辆识别码,从自身保存的多组制造参数中选择一组,完成对可变工位的数量、位置和长度的规划,并将制造参数下发给生产控制系统和生产防错系统。
106.步骤s205,生产控制系统和生产防错系统完成规划。
107.生产控制系统根据收到的制造参数,配置每个工位的生产工序。生产防错系统根据收到的制造参数,配置异常处理规范,即设置具体的报警线和停产线条件。
108.请参阅图10,步骤s300中,还具体包含步骤:
109.步骤s301,生产监测系统采集产线状态信息上报给制造执行系统。
110.当待组装车辆通过感应开关所在位置时,生产监测系统将信息发送给制造执行系统,制造执行系统为待组装车辆设置在行程的零点。之后,生产监测系统定期上报输送线的行程状态信息,以及每个工位上生产工艺的执行情况,上报给制造执行系统。
111.步骤s302,制造执行系统结合当前产线的工位的位置和长度,以及产线状态信息中包含的待组装车辆在输送线上的位置信息,确定待组装车辆的当前工位,发送给生产控制系统。
112.制造执行系统比对待组装车辆在输送线上的位置,其位置处于某个工位的位置和长度区间内时,判定待组装车辆进入此工位。生产防错系统监测待组装车辆的在输送线上的位置,如果长时间无法抵达正确的工位位置,或者在非工位位置停止,则触发停止线动作。
113.步骤s303,生产控制系统执行当前工位对应的生产工序。同时,生产防错系统结合产线状态信息和异常处理规范,在当前工位发生异常时,发出提醒或者警告。
114.生产防错系统根据当前工位需要完成的生产工序,以及已经完成的生产工序情况,当发现进度不符合预期时,触发预警线。当待组装车辆已经越过工位但生产工序仍未完成时,触发停产线。
115.步骤s304,完成当前工位的生产工序后,制造执行系统驱动待组装车辆沿着输送线前进,并回到步骤s301。
116.当生产过程触发预警线时中预置的条件时,生产防错系统以声音或屏幕闪烁向工作人员报警(例如通过安装在电脑或手持终端为载体的软件程序)。当生产过程触发停产线时中预置的条件时,生产防错系统或者向制造执行系统上报,由制造执行系统执行停机操作,或者直接向生产控制系统发送停机指令。
117.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。