技术特征:
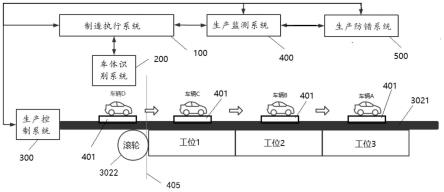
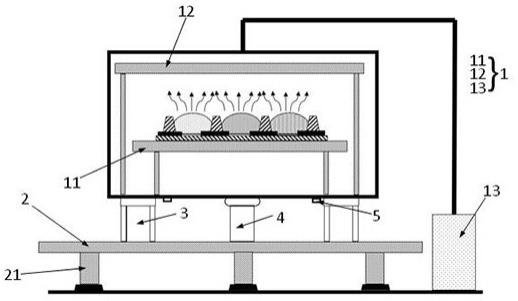
1.一种带防错预警功能的可变工位的汽车产线,使用输送线带动待组装车辆前进,沿所述输送线设置有多个与生产工序对应的工位,其特征在于,由制造执行系统、车体识别系统、生产控制系统、生产监测系统和生产防错系统构成;所述制造执行系统连接到所述车体识别系统、所述生产控制系统、所述生产监测系统和所述生产防错系统;所述制造执行系统保存多组制造参数,并根据所述车体识别系统采集的车辆信息,选择其中一组下发给所述生产控制系统和所述生产防错系统;所述生产控制系统根据所述制造参数,配置每个所述工位的所述全部生产工序;所述生产监测系统采集产线状态信息,反馈至所述制造执行系统,对产线生产实现闭环控制;所述生产防错系统根据所述制造参数配置异常处理规范,并结合所述产线状态信息,发出提醒或者警告。2.根据权利要求1所述的带防错预警功能的可变工位的汽车产线,其特征在于,所述制造执行系统包含产线管理模块、车辆管理模块、防错管理模块、生产管理模块、数据库模块和快速通信模块;所述产线管理模块提供人机交互接口接收人工输入的所述制造参数,还用于调度所述车辆管理模块、所述防错管理模块和所述生产管理模块协同工作;所述车辆管理模块连接到所述车体识别系统,将所述车体识别系统采集到的所述车辆信息传递给所述产线管理模块;所述防错管理模块连接到所述生产监测系统和所述生产防错系统,将所述制造参数下发到所述生产防错系统,并将所述生产监测系统采集到的所述产线状态信息传递给所述产线管理模块和所述生产防错系统;所述生产管理模块连接到所述生产控制系统,向所述生产控制系统传递的所述车辆信息和所述制造参数;所述快速通信模块提供所述生产控制系统、所述生产监测系统和所述生产防错系统之间的直接通信连接,用于绕开所述生产管理模块进行快速数据交互;所述制造参数、所述车辆信息保存在所述数据库模块中。3.根据权利要求1所述的带防错预警功能的可变工位的汽车产线,其特征在于,所述车体识别系统包含rfid读取模块;所述rfid读取模块扫描安装在所述待组装车辆上的射频标签,读取所述车辆信息;所述车辆信息至少包含车辆识别码。4.根据权利要求1所述的带防错预警功能的可变工位的汽车产线,其特征在于,所述配置管理模块包含文件存储单元和通信单元;所述文件存储单元保存对应所述待组装车辆的所述制造参数;所述通信单元用于将所述文件存储单元连接到所述制造执行系统和所述生产模块。5.根据权利要求4所述的带防错预警功能的可变工位的汽车产线,其特征在于,所述配置管理模块包含文件存储单元和通信单元;所述文件存储单元保存对应所述待组装车辆的所述制造参数;所述通信单元用于将所述文件存储单元连接到所述制造执行系统和所述生产模块;所述通信单元使用柔性接口连接不同型号的所述生产模块,从而使得所述制造执行系统与所述生产控制系统之间的通信连接方式不随所述生产模块的型号改变。6.根据权利要求1所述的带防错预警功能的可变工位的汽车产线,其特征在于,所述生产监测系统包含载具、车辆监测模块、载具监测模块、行程采集模块和感应开关;所述载具固定在产线的所述输送线上,装载所述待组装车辆前进,依次经过所述工位;所述车辆监测模块采集所述待组装车辆在所述载具上的安置状态信息;从产线入口开始,依次安装所述载具监测模块和所述感应开关;所述载具监测模块采集所述载具在所述输送线上的就位状态信息;当所述载具和所述待组装车辆越过所述感应开关时,上报限位状态
信息;所述行程采集模块采集所述输送线的行程状态信息;由所述生产监测系统上报的所述产线状态信息,包含所述安置状态信息、所述就位状态信息、所述限位状态信息和所述行程状态信息。7.根据权利要求6所述的带防错预警功能的可变工位的汽车产线,其特征在于,所述行程采集模块包含数据采集单元、数据计算单元和数据存储单元;所述数据采集单元是编码器;所述数据计算单元将所述编码器的数据,转换为所述行程状态信息;所述数据存储单元连接到所述数据采集单元和所述数据计算单元。8.根据权利要求1所述的带防错预警功能的可变工位的汽车产线,其特征在于,所述生产防错系统包含预警配置模块、预警模块、停产模块和工位传感模块;所述预警配置模块从所述制造执行系统下发的所述制造信息中,生成所述异常处理规范,包含预警线和停产线,并下发到所述预警模块和所述停产模块;所述工位传感模块安装在所述生产控制系统上,采集所述工位的生产工序完成信息;所述预警配置模块采集所述产线状态信息和所述生产工序完成信息,下发到所述预警模块和停产模块,当将所述产线状态信息满足所述预警线时,所述预警模块发送预警,当所述产线状态信息满足所述停产线时,所述停产模块停止车辆生产过程并报警。9.一种利用如权利要求1所述的带防错预警功能的可变工位的汽车产线进行汽车组装的方法,其特征在于,包含步骤:首先,针对所述待安装车辆部署产线;其次,根据所述待组装车辆的所述车辆信息初始化产线,确定所述工位的数量、位置和长度;最后,所述待组装车辆进入产线,开始生产。10.根据权利要求9所述的汽车组装的方法,其特征在于,在对所述待安装车辆进行产线部署时,首先,调整所述生产控制系统、所述生产监测系统和所述生产防错系统;在所述生产控制系统中,调整生产模块,并利用所述柔性接口将新增的所述生产模块连接到配置管理模块,而不修改所述生产控制系统与所述制造执行系统之间的通信接口;在所述生产防错系统中调整工位传感模块;然后,在所述制造执行系统中配置所述工位、所述生产控制系统、所述生产监测系统和生产防错系统;在所述制造执行系统中,调整对应所述待安装车辆的所述制造参数,用于指定产线包含的所述工位的数量、位置和长度,也用于指定每个所述工位对应的所述生产工序,还用于配置所述生产防错系统中的所述异常处理规范;最后,可选的将配置完成后不再使用的多余设备在所述生产控制系统、所述生产监测系统和生产防错系统中移除,包含在所述生产控制系统中,移除多余的所述生产模块。11.根据权利要求9所述的汽车组装的方法,其特征在于,在初始化产线的过程时:首先,启动所述生产监测系统开始采集所述产线状态信息;其次,利用所述生产防错系统核验所述待组装车辆状态;再次,所述车体识别系统读取所述车辆信息;然后,所述制造执行系统基于所述车体识别系统上报的车辆信息,从自身保存的多组制造参数中选择一组,配置产线上所述工位的数量、位置和长度,并将选中的所述制造参数
下发给所述生产控制系统和所述生产防错系统;最后,所述生产控制系统根据收到的所述制造参数,配置每个所述工位的所述生产工序;所述生产防错系统根据收到的所述制造参数,配置异常处理规范。12.根据权利要求9所述的汽车组装的方法,其特征在于,所述待组装车辆的生产过程,包含步骤:步骤s1,所述生产监测系统采集所述产线状态信息上报给所述制造执行系统;步骤s2,所述制造执行系统结合当前产线的所述工位的位置和长度,以及所述产线状态信息中包含的所述待组装车辆在所述输送线上的位置信息,确定所述待组装车辆的当前工位,发送给所述生产控制系统;步骤s3,所述生产控制系统执行所述当前工位对应的所述生产工序;同时,所述生产防错系统结合所述产线状态信息、所述生产工序完成信息和所述异常处理规范,当所述当前工位发生异常时,发出提醒或者警告;步骤s4,完成所述当前工位的所述生产工序后,所述制造执行系统驱动所述待组装车辆沿着所述输送线前进,并回到步骤s1。
技术总结
本发明涉及汽车制造领域,特别是一种带防错预警功能的可变工位的汽车产线,由制造执行系统、车体识别系统、生产控制系统、生产监测系统和生产防错系统构成。制造执行系统动态规划工位的数量、位置和长度。车体识别系统识别车辆信息,制造执行系统根据车辆信息,完成对工位的规划,并将车辆信息下发至生产控制系统,完成生产工序规划。生产控制系统使用柔性接口连接不同的生产模块。生产监测系统采集数据实现闭环控制。当产线异常时,生产防错系统发出报警或终止生产。本发明还包含利用带防错预警功能的可变工位的汽车产线进行汽车生产的方法。本发明根据不同车辆信息,不仅可以实现更优化的产线规划,还能实时监控产线状态,确保产线的可靠性。产线的可靠性。产线的可靠性。
技术研发人员:尹可杰 陈赛 谢立
受保护的技术使用者:依柯力信息科技(上海)股份有限公司
技术研发日:2022.10.20
技术公布日:2023/1/13
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。