1.本实用新型属于注塑模具技术领域,具体涉及一种牛角进胶方式的模具。
背景技术:
2.注塑成型技术是目前广泛应用的工业生产技术之一,模具应用于注塑工艺,其根据产品的形状设计模具的型腔,通过向型腔内注入塑形材料成型,脱模得到产品。对于不规则形状的产品,常常会使用到注塑的方式,在对具有牛角的注塑件进行注塑的时候,该模具中具有浇注通道,在浇注通道的两侧设置有牛角形状的牛角浇口,并且与牛角浇口连通的还有注塑产品的产品腔。
3.现有技术中,这种牛角进胶方式的塑料熔体在流动过程中形成的取向效应,使得各个方向收缩不均匀,使产品整体性得到削弱,导致制品翘曲变形,且浇口位置容易拖胶,易产生烘印,造成产品不合格,在对产品的外观要求严格的情况下,就导致了成品的合格率大幅下降,造成资源的严重浪费。
技术实现要素:
4.本实用新型的目的在于提供一种牛角进胶方式的模具,用于解决现有技术中存在的制品翘曲变形、易产生烘印等影响产品美观所造成的合格率低、资源浪费的问题。
5.本实用新型的目的可以通过以下技术方案实现:
6.一种牛角进胶方式的模具,包括动模板以及与所述动模板相对应的定模板,所述动模板和所述定模板之间形成浇注系统和两个型腔,所述浇注系统包括浇注通道和分流系统,所述浇注通道与所述分流系统相连通;
7.所述分流系统包括分流道,所述分流道的一端与牛角流道相连通,所述牛角流道的尖角端与浇头相连通,所述浇头上开设有若干浇孔,每个所述浇孔上沿轴线方向开设有三个灌胶通道,所述浇头与所述型腔相连通。
8.作为本实用新型进一步的方案:三个所述灌胶通道呈等腰三角形排布。
9.作为本实用新型进一步的方案:所述等腰三角形排布为夹角60
°
的等边三角形排布
10.作为本实用新型进一步的方案:所述浇注通道为空心圆台管状结构。
11.作为本实用新型进一步的方案:所述分流系统有两个,两个所述分流系统对称设置在所述浇注通道的两侧。
12.作为本实用新型进一步的方案:两个所述分流系统通过底壁相连接,所述底壁内设置有凹位。
13.作为本实用新型进一步的方案:所述凹位呈空心圆角矩体状结构且顶部开口,所述凹位深度小于所述底壁厚度的二分之一。
14.作为本实用新型进一步的方案:所述定模板下方固定连接有支撑板,所述支撑板上方安装有顶板,所述顶板上固定安装有相对设置的带弹簧的复位杆,所述复位杆贯穿所
述定模板且与所述型腔邻接,所述顶板下方连接有顶杆。
15.作为本实用新型进一步的方案:所述浇注通道直径较小的一侧贯穿所述动模板并延伸至所述动模板外部,所述浇注通道直径较大的一侧与所述分流道相连通。
16.本实用新型的有益效果:
17.(1)本实用新型所公开的一种牛角进胶方式的模具通过在浇孔上沿轴线方向设置三个灌胶通道的方式进胶,可以减小胶料的流动,使得垂直向收缩大,提高注射压力,降低了速率,减小了切应力的负作用,从而增强了取向效应,使取向方向的拉伸强度和弯曲强度得到提高,提高成品合格率;
18.(2)本实用新型所公开的一种牛角进胶方式的模具通过将三个灌胶通道采用呈等腰三角形的排布方式,可以保证胶料的流动前沿,缩短流程。作为本实用新型更优选地方案,当等腰三角形排布方式为夹角60
°
的等边三角形排布时,可以保证胶料能同时到达型腔末端,并使其流程为最短,可以进一步增强取向效应,提高胶件精度;
19.(3)本实用新型所公开的一种牛角进胶方式的模具通过减小凹位深度,增加圆角过渡,避免了产生烘印和拱变,提高了产品美观。
附图说明
20.下面结合附图对本实用新型作进一步的说明。
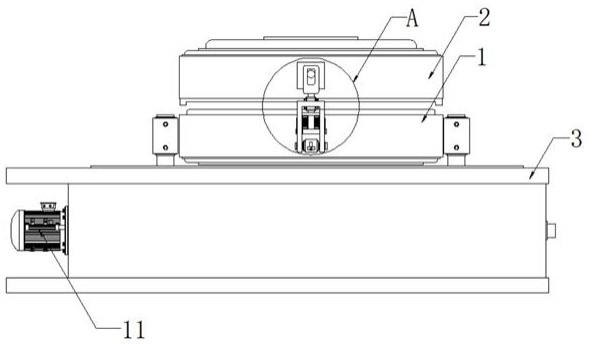
21.图1是本实用新型提出的一种牛角进胶方式的模具整体结构示意图;
22.图2是本实用新型提出的一种牛角进胶方式的模具分流系统结构示意图;
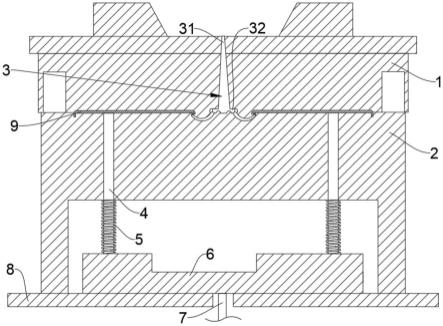
23.图3是本实用新型提出的一种牛角进胶方式的模具底壁剖面结构示意图;
24.图4是本实用新型提出的一种牛角进胶方式的模具浇孔结构示意图。
25.图中:1、动模板;2、定模板;3、浇注系统;4、复位杆;5、弹簧;6、顶板;7、顶杆;8、支撑板;9、型腔;31、浇注通道;32、分流系统;321、分流道;322、牛角流道;323、浇头;324、浇孔;325、凸起;326、底壁;327、凹位;329、尖角端;3240、灌胶通道。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
27.如图1-4所示,一种牛角进胶方式的模具,包括动模板1以及与动模板1相匹配的定模板2,动模板1和定模板2之间形成浇注系统3和两个型腔9,浇注系统3包括浇注通道31和分流系统32,分流系统32包括分流道321,分流道321的一端与牛角流道322相连通,牛角流道322的尖角端329与浇头323相连通,浇头323上开设有若干浇孔324,每个浇孔324上沿轴线方向开设有三个灌胶通道3240,浇头323与型腔9相连通,通过在浇孔324上沿轴线方向设置三个灌胶通道3240的方式进胶,可以减小胶料的流动,使得垂直向收缩大,提高注射压力,降低了速率,减小了切应力的负作用,从而增强了取向效应,使取向方向的拉伸强度和弯曲强度得到提高,提高成品合格率。
28.作为本实用新型更优的方案,三个灌胶通道3240采用呈等腰三角形的排布方式,
可以保证胶料的流动前沿,缩短流程;进一步地,等腰三角形排布方式为夹角60
°
的等边三角形排布,可以保证胶料能同时到达型腔9末端,并使其流程为最短,可以进一步增强取向效应,提高胶件精度。
29.浇注通道31为空心圆台管状结构,浇注通道31的上端贯穿动模板1并延伸至动模板1外部,浇注通道31的底部与分流道321相连通,分流系统32有两个,两个分流系统32对称设置在浇注通道31的两侧,两个分流系统32通过底壁326相连接,底壁326的两侧设置有凸起325,底壁326内部设置有凹位327,凹位327呈空心圆角矩体状结构且顶部开口,凹位327深度小于底壁326厚度的二分之一,定模板2底部连接有支撑板8,支撑板8上安装有顶板6,顶板6中心位置的下方连接有顶杆7,顶板6上方安装有相对设置地带弹簧5的复位杆4,复位杆4的顶端贯穿定模板2并与型腔9邻接。
30.本实用新型所涉及到的一种牛角进胶方式的模具的工作原理如下:
31.动模板1与相对应的定模板2闭合,从浇注通道31注胶,胶料从浇注通道31流向分流系统32的分流道321内,分流道321内的胶料流入牛角流道322的尖角位,尖角位上设置有浇头323,浇头323上开设有呈等腰三角形排布的三个灌胶通道3240,浇头323与型腔9连通,通过灌胶通道3240注胶,注胶完成后,待冷却结束,动模板1移开,由顶杆7推动顶板6,弹簧5压缩,复位杆4将型腔9顶起取件,完成注胶工艺。通过在浇孔324上沿轴线方向设置三个灌胶通道3240的方式进胶,可以减小胶料的流动,使得垂直向收缩大,提高注射压力,降低了速率,减小了切应力的负作用,从而增强了取向效应,使取向方向的拉伸强度和弯曲强度得到提高,提高成品合格率;通过将三个灌胶通道3240采用呈等腰三角形的排布方式,可以保证胶料的流动前沿,缩短流程,等腰三角形排布为夹角60
°
的等边三角形排布方式,可以保证胶料能同时到达型腔9末端,并使其流程为最短,可以进一步增强取向效应,提高胶件精度;通过减小凹位327深度,凹位327深度小于底壁326厚度的二分之一,增加圆角过渡,避免了产生烘印和拱变,提高了产品美观。
32.以上对本实用新型的一个实施例进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍归属于本实用新型的专利涵盖范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。