1.本实用新型涉及焊接工艺生产装置技术领域,具体为一种铰页座焊接定型纠正装置。
背景技术:
2.焊接,也称作熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。除了在工厂中使用外,焊接还可以在多种环境下进行,如野外、水下和太空等等;
3.而在生产大型的铰链的铰页座时,需要通过焊接工艺将铰页座的底板端和连接端焊接组成在一起而形成,而在焊接的过程中,由于受到高温的作用,会导致底板端产生形变,需要进行矫正。
4.所以需要针对上述问题设计一种铰页座焊接定型纠正装置,能够在电梯失控下坠时对电梯进行制动限位,避免对乘坐人员造成伤害。
技术实现要素:
5.本实用新型的目的在于提供一种铰页座焊接定型纠正装置,以解决上述背景技术中提出的问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种铰页座焊接定型纠正装置,包括:
7.底板座,其为装置的底部支撑结构,所述底板座的上方安装有支撑架,所述支撑架的内部固定安装有液压油缸,所述液压油缸的竖直中心线与所述底板座的竖直中心线相重合;
8.通槽,其贯穿开设在所述底板座的内侧,所述通槽关于所述底板座的竖直中心线左右对称两组设置;
9.调节滑块,其滑动安装在所述通槽的内侧,所述调节滑块与所述通槽之间一一对应设置,所述调节滑块的结构为t字型结构;
10.支撑台,其固定安装在所述调节滑块的上端;
11.丝杆,其转动安装在所述底板座的底端,所述丝杆与所述调节滑块之间一一对应设置;
12.工件本体,其放置在所述支撑台的上端。
13.优选的,所述液压油缸还包括:
14.挤压部,其套接设置在所述液压油缸的下端伸缩部,所述挤压部与所述液压油缸之间构成可拆卸结构。
15.优选的,所述挤压部还包括有:
16.锁紧杆,其贯穿安装在所述挤压部的右侧,所述锁紧杆与所述挤压部之间的连接
方式为螺纹连接,所述挤压部通过锁紧杆与所述液压油缸的伸缩端之间构成卡合结构。
17.优选的,所述调节滑块还包括有:
18.螺纹套,其固定安装在所述调节滑块的底端内侧,所述丝杆贯穿连接在所述螺纹套的内侧,所述螺纹套与所述丝杆之间的连接方式为螺纹连接。
19.优选的,所述丝杆还包括有:
20.转动盘,其固定安装在所述丝杆的外端,所述转动盘与所述丝杆之间一一对应设置。
21.优选的,所述工件本体还包括有:
22.平底端,其为所述工件本体的底部基础段;
23.焊接端,其为所述工件本体的焊接段,所述焊接端与所述平底端之间的连接方式为焊接连接。
24.与现有技术相比,本实用新型的有益效果是:该铰页座焊接定型纠正装置,采用新型的结构设计,通过液压油缸向工件本体施加压力的方式对工件本体进行矫正,一方面能够提高矫正的便捷性,减少工人的劳动强度,另外还能够增加矫正过程中的安全性;
25.1.通过挤压部与液压油缸的可拆卸的结构,能够方便根据矫正工件不同的大小,对挤压部的大小进行更换,并且通过锁紧杆方便对挤压部和液压油缸伸缩端之间进行锁紧和拆卸,提高操作的便捷性;
26.2.利用丝杆的转动并且与螺纹套的咬合作用,可以带动调节滑块在通槽内进行滑动,从而可以对两个支撑台之间的间距进行调节,方便根据矫正工件的尺寸的大小不同进行调节,从而能够便于放置不同的工件,提高工件放置的稳定性。
附图说明
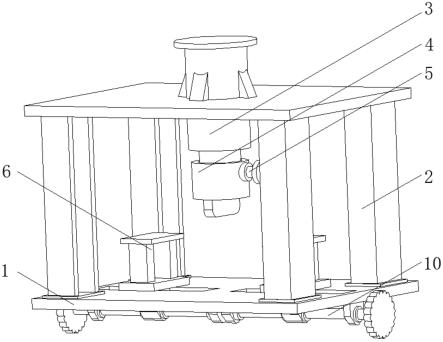
27.图1为本实用新型等轴测结构示意图;
28.图2为本实用新型正视结构示意图;
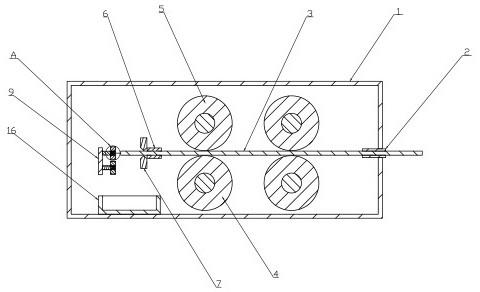
29.图3为本实用新型正视剖视结构示意图。
30.图中:1、底板座;2、支撑架;3、液压油缸;4、挤压部;5、锁紧杆; 6、支撑台;7、通槽;8、调节滑块;9、螺纹套;10、丝杆;11、转动盘; 12、工件本体;13、平底端;14、焊接端。
具体实施方式
31.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
32.请参阅图1-3,本实用新型提供一种技术方案:一种铰页座焊接定型纠正装置,包括:底板座1,其为装置的底部支撑结构,底板座1的上方安装有支撑架2,支撑架2的内部固定安装有液压油缸3,液压油缸3的竖直中心线与底板座1的竖直中心线相重合;通槽7,其贯穿开设在底板座1的内侧,通槽7关于底板座1的竖直中心线左右对称两组设置;液压油缸3还包括:挤压部 4,其套接设置在液压油缸3的下端伸缩部,挤压部4与液压油缸3之间构成可拆卸结构,挤压部4还包括有:锁紧杆5,其贯穿安装在挤压部4的右侧,锁紧杆5与挤压部4
之间的连接方式为螺纹连接,挤压部4通过锁紧杆5与液压油缸3的伸缩端之间构成卡合结构,该铰页座焊接定型纠正装置,通过液压油缸3向工件本体12施加压力的方式对工件本体12进行矫正,一方面能够提高矫正的便捷性,减少工人的劳动强度,另外还能够增加矫正过程中的安全性
33.一种铰页座焊接定型纠正装置,包括:调节滑块8,其滑动安装在通槽7 的内侧,调节滑块8与通槽7之间一一对应设置,调节滑块8的结构为t字型结构;支撑台6,其固定安装在调节滑块8的上端;丝杆10,其转动安装在底板座1的底端,丝杆10与调节滑块8之间一一对应设置;调节滑块8还包括有:螺纹套9,其固定安装在调节滑块8的底端内侧,丝杆10贯穿连接在螺纹套9的内侧,螺纹套9与丝杆10之间的连接方式为螺纹连接,丝杆10 还包括有:转动盘11,其固定安装在丝杆10的外端,转动盘11与丝杆10之间一一对应设置,利用丝杆10的转动并且与螺纹套9的咬合作用,可以带动调节滑块8在通槽7内进行滑动,从而可以对两个支撑台6之间的间距进行调节,方便根据矫正工件的尺寸的大小不同进行调节,从而能够便于放置不同的工件,提高工件放置的稳定性;
34.一种铰页座焊接定型纠正装置,包括:工件本体12,其放置在支撑台6 的上端,工件本体12还包括有:平底端13,其为工件本体12的底部基础段;焊接端14,其为工件本体12的焊接段,焊接端14与平底端13之间的连接方式为焊接连接,方便对工件进行矫正。
35.工作原理:使用本装置时,首先根据图1-3所示,首先根据矫正工件的尺寸大小,握住转动盘11,并且带动丝杆10进行转动,然后通过丝杆10与螺纹套9之间的螺纹咬合,带动调节滑块8在底板座1的通槽7内进行滑动,从而带动支撑台6进行移动,使得两个支撑台6之间的距离进行调整,然后再将工件本体12的平底端13的两端分别放置在支撑台6上,使得焊接端14 朝向液压油缸3方向,然后再控制支撑架2上的液压油缸3向下伸出,使得液压油缸3带动挤压部4顶动焊接端14进行矫正,并且在矫正时,可以根据工件本体12尺寸大小对挤压部4进行更换,并且通过锁紧杆5对挤压部4进行安装锁定,就这样完成了铰页座焊接定型纠正装置的使用过程。
36.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。