1.本实用新型涉及木工技术领域,具体涉及一种门扇造型复合线。
背景技术:
2.目前门扇的材料主要是木材、金属以及合成材料三大类,其中木材门扇制作起来尤为耗时间,传统木材门扇需要数个小时才能完成,传统的木材门扇制作是由一个人来完成制作的,包括了原材料的搬运、涂胶、复合、压合等工序,而单人操作工作进度慢、效率不高且工费较高,劳动强度大;另外,其现有的设备都是单台放置,自动化程度低,需要人工不断搬运加工,不仅效率低下,还增加了工人的劳动强度,所以如何快速有效的提高门扇造型复合的效率成为了当前急需解决的难题。
技术实现要素:
3.针对现有技术存在的效率低,成本高的缺陷,本实用新型提供一种门扇造型复合线用于克服上述缺陷。
4.一种门扇造型复合线,包括基板上料线和芯板上料复合线;所述基板上料线和芯板上料复合线平行设置;
5.所述基板上料线由左往右依次包括第一进料运输机、单面涂胶机以及第二进料运输机,所述第一进料运输机和第二进料运输机分别设置在所述单面涂胶机的进料端和出料端;
6.所述芯板上料复合线由左往右依次包括上料模组、翻转机、定位转向运输机、进料皮带机、自动进出压料机以及出料模组;
7.所述定位转向运输机与第二进料运输机之间设置有横向皮带机。
8.作为优选方案,所述定位转向运输机与第二进料运输机的输送方向一致,所述横向皮带机的输送方向与定位转向运输机的输送方向垂直。
9.作为优选方案,所述上料模组包括芯板上料地辊和第一纵向辊筒输送机,所述芯板上料地辊和第一纵向辊筒输送机平行设置,所述第一纵向辊筒输送机设置在所述翻转机的进料端。
10.作为优选方案,所述上料模组还包括二工位龙门上料机,所述二工位龙门上料机架设在芯板上料地辊和第一纵向辊筒输送机的上方,所述二工位龙门上料机用于将芯板上料地辊上的芯板输送至第一纵向辊筒输送机上。
11.作为优选方案,所述出料模组包括第二纵向辊筒输送机和复合板下料地辊,所述第二纵向辊筒输送机和复合板下料地辊平行设置,且所述第二纵向辊筒输送机设置于所述自动进出压料机的出料端。
12.作为优选方案,所述出料模组还包括二工位龙门卸料机,所述二工位龙门卸料机架设于所述第二纵向辊筒输送机和复合板下料地辊的上方,所述二工位龙门卸料机用于将第二纵向辊筒输送机的复合板输送至复合板下料地辊上。
13.作为优选方案,所述第一进料运输机的进料端设置有基板上料地辊,所述基板上料地辊用于将面板和底板输送至第一进料运输机。
14.作为优选方案,所述第二进料运输机远离单面涂胶机的一端设有加厚工件台,所述加厚工件台的进料端设置有加厚工件上料地辊。
15.有益效果:本实用新型提供的门扇造型复合线,通过上料模组将芯板输送至翻转机,并经翻转机输送至定位转向运输机,此时将面板放置在第一进料运输机上,由第一进料运输机带动面板经过单面涂胶机进行涂胶,涂胶的面板进入横向皮带机,由人工将涂胶的面板复合在芯板上,面板与芯板复合后,送回翻转机进行翻转换面,再送入定位转向运输机内,此时将底板放置在第一进料运输机上由第一进料运输机带动底板经过单面涂胶机进行涂胶,涂胶的底板进入横向皮带机,由人工将涂胶的底板复合在芯板的另一面,即可形成三层复合门扇,复合后的板材经进料皮带机送入自动进出压料机内进行冷压成型,再由出料模组进行卸料送往下一道工序,本实用新型只需少数人工辅助参与即可实现门扇造型复合的过程,既降低了人工的劳动强度以及人工成本,又能大幅提高门扇造型复合的效率。
附图说明
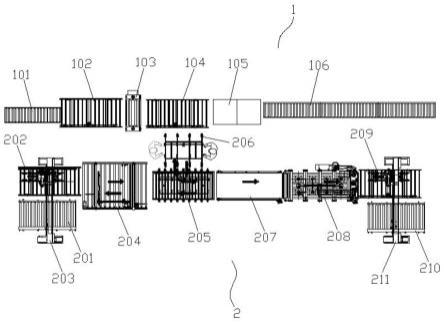
16.图1为本实用新型的结构示意图。
17.图中:1-基板上料线;2-芯板上料复合线;101-基板上料地辊;102-第一进料运输机;103-单面涂胶机;104-第二进料运输机;105-加厚工件台;106-加厚工件上料地辊;201-芯板上料地辊;202-第一纵向辊筒输送机;203-二工位龙门上料机;204-翻转机;205-定位转向运输机;206-横向皮带机;207-进料皮带机;208-自动进出压料机;209-第二纵向辊筒输送机;210-复合板下料地辊;211-二工位龙门卸料机。
具体实施方式
18.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
19.在本实用新型中,需要说明的是,术语“上”、“下”、“内”、“外”、“左”、“右”、“之间”、“靠近”、“远离”、“进料端”、“出料端”、“相同”、“相反”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制;术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性;此外,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
20.如图1所示,本实用新型提供一种门扇造型复合线,包括基板上料线1和芯板上料复合线2;所述基板上料线1和芯板上料复合线2平行设置;所述基板上料线1由左往右依次包括第一进料运输机102、单面涂胶机103以及第二进料运输机104,所述第一进料运输机102和第二进料运输机104分别设置在所述单面涂胶机103的进料端和出料端;所述芯板上料复合线2由左往右依次包括上料模组、翻转机204、定位转向运输机205、进料皮带机207、
自动进出压料机208以及出料模组;所述定位转向运输机205与第二进料运输机104之间设置有横向皮带机206。本实用新型提供的门扇造型复合线,通过上料模组将芯板输送至翻转机204,并经翻转机204输送至定位转向运输机205,此时将面板放置在第一进料运输机102上,由第一进料运输机102带动面板经过单面涂胶机103进行涂胶,涂胶的面板进入横向皮带机206,由人工将涂胶的面板复合在芯板上,面板与芯板复合后,送回翻转机204进行翻转换面,再送入定位转向运输机205内,此时将底板放置在第一进料运输机102上由第一进料运输机102带动底板经过单面涂胶机103进行涂胶,涂胶的底板进入横向皮带机206,由人工将涂胶的底板复合在芯板的另一面,即可形成三层复合门扇,复合后的板材经进料皮带机207送入自动进出压料机208内进行冷压成型,再由出料模组进行卸料送往下一道工序,本实用新型只需少数人工辅助参与即可实现门扇造型复合的过程,既降低了人工的劳动强度以及人工成本,又能大幅提高门扇造型复合的效率。
21.在本实用新型的一些示例中,所述定位转向运输机205与第二进料运输机104的输送方向一致,所述横向皮带机206的输送方向与定位转向运输机205的输送方向垂直;采用该方案,面板或者底板经过单面涂胶机103后进入第二进料运输机104,并由人工取出放置在横向皮带机206上,由横向皮带机206将面板或底板送入定位转向运输机205与芯板复合,该过程能有效避免面板、底板以及芯板之间的上料协调性,能大幅提高板材的输送效率,进而提高门扇造型复合效率。
22.在本实用新型的一些示例中,所述上料模组包括芯板上料地辊201和第一纵向辊筒输送机202,所述芯板上料地辊201和第一纵向辊筒输送机202平行设置,所述第一纵向辊筒输送机202设置在所述翻转机204的进料端;所述上料模组还包括二工位龙门上料机203,所述二工位龙门上料机203架设在芯板上料地辊201和第一纵向辊筒输送机202的上方,所述二工位龙门上料机203用于将芯板上料地辊201上的芯板输送至第一纵向辊筒输送机202上;所述翻转机204具备输送以及翻转的功能,且芯板上料地辊201具有移动和升降的功能,采用该方案,通过芯板上料地辊201完成芯板的大范围移动,并由二工位龙门上料机203将芯板移动至第一纵向辊筒输送机202上并自动对齐,该过程由龙门吊自动上料,减轻了人工劳动强度,且提升了送料的效率。
23.在本实用新型的一些示例中,所述出料模组包括第二纵向辊筒输送机209和复合板下料地辊210,所述第二纵向辊筒输送机209和复合板下料地辊210平行设置,且所述第二纵向辊筒输送机209设置于所述自动进出压料机208的出料端;所述出料模组还包括二工位龙门卸料机211,所述二工位龙门卸料机211架设于所述第二纵向辊筒输送机209和复合板下料地辊210的上方,所述二工位龙门卸料机211用于将第二纵向辊筒输送机209的复合板输送至复合板下料地辊210上,同理,复合板下料地辊210也具备移动和升降的功能,以便于复合门扇的大范围移动,减轻人工搬运强度,且由二工位龙门卸料机211下料取代人工,能大幅提升卸料的效率。
24.在本实用新型的一些示例中,所述第一进料运输机102的进料端设置有基板上料地辊101,所述基板上料地辊101用于将面板和底板输送至第一进料运输机102。
25.在本实用新型的其他示例中,所述第二进料运输机104远离单面涂胶机103的一端设有加厚工件台105,所述加厚工件台105的进料端设置有加厚工件上料地辊106。
26.在本说明书的描述中,参考术语“一个实施方式”、“某些实施方式”、“示意性实施
方式”、“示例”、“具体示例”、或“一些示例”等的描述意指结合所述实施方式或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施方式或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施方式或示例中以合适的方式结合。
27.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点 ,对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
28.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。