1.本实用新型涉及半导体测试技术领域。更具体地,涉及一种测试装置及测试设备。
背景技术:
2.当前,在进行半导体芯片等产品进行测试时,现有技术的测试设备一般包括机械手搬运芯片、测试模组进行测试、空料盘移栽和识别系统,可适配产品进行不同功能的测试。现有的测试设备在进行测试时,根据芯片测试时间长短适配的测试模组工位较多,每个测试组件可以同时共测试4site芯片,最高支撑28site并行测试,但此种设备测试工站较多的时候,产品的上下料效率低,等待时间较长,机械手在搬运的运行避让点较多,取放料效率低,产品料盘的搬运效率比较低,从而影响测试设备的运行效率。
技术实现要素:
3.鉴于上述问题,本实用新型的至少一个目的在于提供一种测试装置及测试设备,提高了产品的测试及搬运效率,自动化程度高,可高效的对产品进行多种信号性能测试。
4.为达到上述目的,本实用新型采用下述技术方案:
5.本实用新型的第一个实施例提供一种测试装置,所述测试装置包括:基台;
6.运料机构,所述运料机构包括上料工位、分选工位、上空料盘工位和下空料盘工位,所述运料机构用于承载产品料盘进行上料及分选下料;
7.产品扫描机构,设置于所述运料机构的上料工位的边侧,用于对上料工位上的待测产品进行扫描纪录;
8.产品测试工站,所述产品测试工站用于对产品进行不同信号性能的测试;
9.产品分料机构,所述产品分料机构用于将上料工位上的产品搬运到产品测试工站上进行测试,在测试完成后,将产品测试工站上的产品搬运到分选工位进行分选下料;
10.空料盘搬运机构,所述空料盘搬运机构用于将上料工位处的空料盘搬运至下空料盘工位或分选工位。
11.优选地,所述产品分料机构包括机械手和设置在机械手上的移料组件,所述移料组件用于对产品测试工站上的产品进行取料和放料的切换。
12.优选地,所述移料组件包括移料支座、第一移料部件和第二移料部件,其中,所述第一移料部件和第二移料部件设置在移料支座的两侧,所述第一移料部件和第二移料部件用于在移料支座的旋转下进行取料和放料的切换。
13.优选地,所述移料组件包括移料支座、第一移料部件和第二移料部件,其中,所述第一移料部件和第二移料部件设置在移料支座的一侧,所述第一移料部件和第二移料部件用于在移料支座的平移下进行取料和放料的切换。
14.优选地,在基台上的产品暂存平台,所述产品暂存平台用于产品在检测过程中的存放。
15.优选地,所述空料盘搬运机构包括设置于所述运料机构上方的搬运支板,所述搬
运支板上设置有搬运模组,所述搬运模组上设置有提升模组,所述提升模组用于将空料盘提升,所述搬运模组用于对空料盘进行搬运。
16.优选地,所述产品扫描机构包括第一直线移动模组、设置在所述第一直线移动模组活动端的第二直线移动模组以及设置于所述第二直线移动模组的活动端的视觉扫描器。
17.优选地,所述产品测试工站包括测试模组,所述测试模组的下侧设置有测试台,所述测试模组的下端设置有与测试台相对应的快拆测试压头。
18.优选地,所述测试模组设置有多个,多个测试模组分别测试产品的不同性能或者同时测试产品的相同性能。
19.本实用新型的第二个实施例还提供一种测试设备,其特征在于,包括基架,所述基架承载所述的测试装置。
20.本实用新型的有益效果如下:
21.本实用新型提供的测试装置通过运料机构进行产品的上料测试和产品的下料分选,产品上下料和分选效率高,产品运料等待时间短,测试效率高;测试装置上的产品在分料机构的搬运下进行上料测试和分选下料,分料机构上的机械手控制移料组件进行搬运测试,搬运效率高,测试完成后,移料组件将产品移送至分选工位,运行快速,分选下料效率高;测试装置上的空料盘搬运机构快速的对上料工位和分选工位的空料盘进行搬运,测试装置整体运行效率高;测试装置上的多个产品测试工站,产品在分料机构的搬运下,进行多种信号功能的测试,测试功能齐全。本实用新型提供的测试设备自动化程度高,产品测试效率高,具备大规模批量自动化检测能力。
附图说明
22.下面结合附图对本实用新型的具体实施方式作进一步详细的说明。
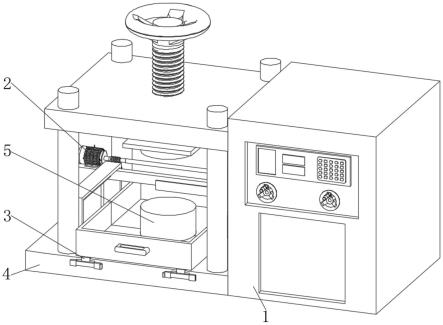
23.图1示出本实用新型所提供测试装置的结构示意图。
24.图2示出本实用新型所提供测试装置的产品分料机构的结构示意图。
25.图3示出本实用新型所提供测试装置的移料组件的结构示意图。
26.图4示出本实用新型所提供测试装置的产品扫描的结构示意图。
27.图5示出本实用新型所提供测试装置的产品测试工站的结构示意图。
28.图6示出本实用新型所提供测试装置的空料盘搬运机构的结构示意图。
29.图7示出本实用新型所提供测试设备的结构示意图。
具体实施方式
30.下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部结构。
31.在本实用新型的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
32.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
33.在本实施例的描述中,术语“上”、“下”、“左”、“右”等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅仅用于在描述上加以区分,并没有特殊的含义。
34.本实施例提供的测试装置主要对大批量、多信号性能的产品进行测试,测试效率高,分选下料效率高,现有的测试设备在测试时,测试工站较多的时候,产品的上下料效率低,等待时间较长,机械手在搬运的运行避让点较多,取放料效率低,产品料盘搬运效率低。
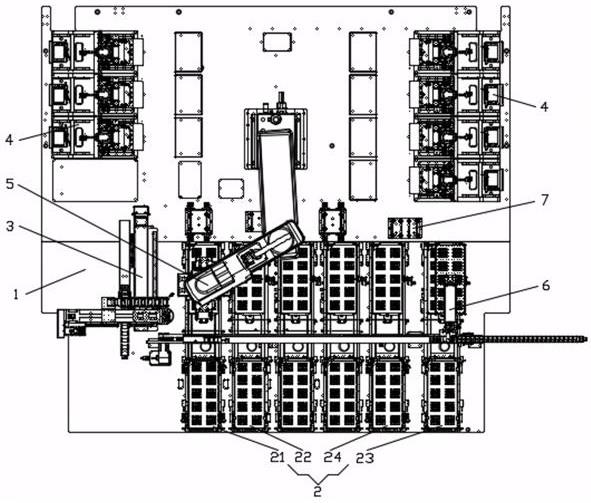
35.结合图1所示,本实施例提供种用于产品测试的测试装置,所述测试装置包括:基台1;
36.运料机构2,所述运料机构2包括上料工位21、分选工位22、上空料盘工位23和下空料盘工位24,所述运料机构2用于承载产品料盘进行上料及分选下料;
37.产品扫描机构3,设置于所述运料机构的上料工位21的边侧,用于对上料工位21上的待测产品进行扫描纪录;
38.产品测试工站4,所述产品测试工站4用于对产品进行不同信号性能的测试;
39.产品分料机构5,所述产品分料机构5用于将上料工位21上的产品搬运到产品测试工站4上进行测试,在测试完成后,将产品测试工站4上的产品搬运到分选工位22进行分选下料;
40.空料盘搬运机构6,所述空料盘搬运机构6用于将上料工位21处的空料盘搬运至下空料盘工位24或分选工位22。
41.本实用新型提供的测试装置,载满产品的料盘通过运料机构2的上料工位21进行产品的上料,产品在上料工位21的运行下,从上料端移动到取料端,产品扫描机构3进行取料端的产品进行扫描纪录,之后,产品分料机构5将纪录过的产品搬运到多个产品检测工站4上进行性能检测,多个产品测试工站4可以对产品进行多个信号性能的检测,多个产品检测工站4根据需要设置多个检测工位进行产品检测,可适用大批量产品检测。
42.产品在检测之后,根据产品的检测结果分为合格品和非合格品,分选工位22设置了合格品下料工位和非合格品下料工位,合格品工位和非合格品工位上设置有承载产品检测过后的料盘,分料机构5按照产品的检测结果搬运至分选工位22上的料盘上,当料盘料满时,料盘在分选工位22的运行下,从接料端移动至下料端进行下料,进行合格品和非合格品的有序下料,分选效率高。
43.在进行产品的上料和分选下料的过程中,当上料工位21的取料端的料盘取空时,空料盘搬运机构6将取空的料盘抬起并搬运至下空料盘工位24,下空料盘工位24运行,将空料盘移动至下料端进行下料;当合格品下料工位和非合格品下料工位上的料盘在下料端待下料时,上空料盘工位23的上料端依次进行空料盘上料并移动至搬运端,空料盘搬运机构6
将搬运端的空料盘依次搬运至当合格品下料工位和非合格品下料工位上的接料端,待分料机构5分选上料。
44.在本优选实施方式中,如图2-3所示,所述产品分料机构5包括机械手51和设置在机械手51上的移料组件52,所述移料组件52用于对产品测试工站4上的产品进行取料和放料的切换,
45.进一步地,所述移料组件52包括移料支座521、第一移料部件522和第二移料部件523,其中,所述第一移料部件522和第二移料部件523设置在移料支座521的两侧,所述第一移料部件522和第二移料部件523用于在移料支座521的旋转下进行取料和放料的切换,工作时,其中,移料组件52上的第一移料部件522或第二移料部件523将上料工位21取料端的料盘上的未检测的产品吸附并移送至产品检测工站4进行检测,在对产品检测工站4移送放料检测之前,移料组件52上的未吸附产品的第一移料部件522或第二移料部件523先将产品检测工站4上的已检测的产品进行取料,吸附有第一移料部件522或第二移料部件523再将未检测的产品进行放料检测。具体地,第一移料部件522和第二移料部件523中一个在产品检测工站4上的取料完成时,由机械手51带动移料支座51旋转,第一移料部件522和第二移料部件523中另外一个旋转至放料检测位进行放料,取料和放料效率高。
46.进一步地,本实用新型还可根据需要设置水平切换移料的移料组件52,所述移料组件52包括移料支座521、第一移料部件522和第二移料部件523,其中,所述第一移料部件522和第二移料部件523设置在移料支座521的一侧,所述第一移料部件522和第二移料部件523用于在移料支座521的平移下进行取料和放料的切换。具体地,由第一移料部件522和第二移料部件523中一个待取料的部件在产品检测工站4上的取料完成时,由机械手51带动水平移动,第一移料部件522和第二移料部件523找你另外一个平移至放料检测位进行放料,第一移料部件522和第二移料部件523在水平切换移料时,移动行程距离短,切换快速,可适用于更为狭小的空间进行切换。
47.在本优选实施方式中,如图1所示,为了增加产品检测的灵活性,对产品进行多种信号性能的检测和产品检测后的有序下料,所述测试装置还包括设置在基台1上的产品暂存平台7,所述产品暂存平台7用于产品在检测过程中的存放,产品暂存平台7可实现产品的暂存等待,保证测试装置的有序运行。
48.在本优选实施方式中,如图6所示,所述空料盘搬运机构6包括设置于所述运料机构2上方的搬运支板61,所述搬运支板61上设置有搬运模组62,所述搬运模组62上设置有提升模组63,所述提升模组63用于将空料盘提升,所述搬运模组62用于对空料盘进行搬运。工作时,当上料工位21的取料端的料盘取空时,提升模组63将取空的料盘抬起,搬运模组62搬运至下空料盘工位24,下空料盘工位24运行,将空料盘移动至下料端进行下料;当合格品下料工位和非合格品下料工位上的料盘在下料端待下料时,上空料盘工位23的上料端依次进行空料盘上料并移动至搬运端,提升模组63将空料盘抬起,搬运模组62将空料盘依次搬运至当合格品下料工位和非合格品下料工位上的接料端,待分料机构5分选上料,测试装置运行检测过程中,搬运效率高。
49.在本优选实施方式中,如图4所示,所述产品扫描机构3包括第一直线移动模组31、设置在所述第一直线移动模组31活动端的第二直线移动模组32以及设置于所述第二直线移动模组32的活动端的视觉扫描器33。在产品扫描机构3进行产品的扫描时,视觉扫描器33
可在第一直线移动模组31和第二直线移动模组32的调节下进行扫描,自动扫描,扫描快速,扫描范围广、效率高。
50.在本优选实施方式中,如图5所示,所述产品测试工站4包括测试模组41,所述测试模组41的下侧设置有测试台42,所述测试模组41的下端设置有与测试台42相对应的快拆测试压头43,在产品测试工站4进行产品的测试时,产品放置在测试台42上,由测试模组41带动快拆测试压头43进行产品的检测,测试效率高,同时,快拆测试压头43可根据产品的型号的不同,快速的进行更换,适配产品检测范围广。
51.进一步地,所述测试模组41设置有多个,多个测试模组41分别测试产品的不同性能或者同时测试产品的相同性能。
52.本实用新型提供的测试设备,如图7所示,包括基架10,所述基架10承载所述的测试装置,测试设备自动化程度高,产品测试效率高,具备大规模批量自动化检测能力。
53.显然,本实用新型的上述实施例仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定,对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动,这里无法对所有的实施方式予以穷举,凡是属于本实用新型的技术方案所引伸出的显而易见的变化或变动仍处于本实用新型的保护范围之列。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。