1.本实用新型涉及酒盒包装运输技术领域,具体涉及一种酒盒套袋机。
背景技术:
2.为了提升酒盒的美观性和避免在运输过程中对酒盒造成伤害,一般会在酒盒的外侧进行套袋处理。目前酒盒的套袋操作是在产品下线后,采用人工套袋的方式将酒盒装入到袋体内。人工套袋的方式,人手在套袋过程中容易在酒盒的表面留下指纹,从而使得工作人员需要在后期出厂时对酒盒表面进行重新清理,增加了人力成本的投入,不但工作效率低,而且人工成本高,劳动强度量大;市场时虽然也有自动套袋机,但是需要用对折膜——装酒盒——热封膜成袋,热封容易使袋损坏和皱褶,不美观,而且设备出故障热封刀会损坏酒盒,套袋合格率低并造成损失。
技术实现要素:
3.本实用新型的目的在于克服上述不足,提供了一种酒盒套袋机,结构简单,便于操作,实现自动化酒盒套袋,生产效率高,大大节约了人工成本;采用点断式料卷进行套袋,省去了裁膜及热封,包装美观,袋与袋之间点断式连接,通过伺服送袋机构的一次运动实现送袋,二次运动实现袋分离,大大解决了工序,提高了套袋合格率。
4.本实用新型的目的是这样实现的:
5.一种酒盒套袋机,包括机架、电动放卷机构、压袋机构、伺服送袋机构、开袋机构、人工上料输送线、推料入袋机构和升降推送出料机构,所述升降推送出料机构包括出料平台、酒盒升降机构和酒盒出料机构,点断式的袋卷经电动放卷机构放卷后进入压袋机构,袋卷的袋与袋之间通过点断连接,伺服送袋机构一次运动将袋卷送入开袋机构,二次运动将袋卷头部的袋分离,开袋机构将分离下来的袋撑开,人工上料输送线上的未套袋的酒盒经推盒入袋机构推送进入撑开的袋,套袋的酒盒放置在酒盒升降机构的酒盒平台上,所述酒盒升降机构向下升降,酒盒出料机构将套袋后的酒盒推至出料平台。
6.优选的,压袋机构和伺服送袋机构间歇运动带动袋卷进入开袋机构,压袋机构和伺服送袋机构分别作用在点断处两侧,伺服送袋机构二次运动将第一个袋与袋卷分离。
7.优选的,所述电动放卷机构包括气胀轴和电机,所述气胀轴上套设有袋卷,所述气胀轴由电机驱动转动,所述袋卷从气胀轴出来后依次经过第一随动辊筒、配重竹帘和第二随动辊筒进入压袋机构。
8.优选的,所述压袋机构包括支撑架,所述支撑架固定在机架上,所述支撑架上设有下支撑板和下压气缸,所述下支撑板固定不动,所述下压气缸通过连接板固定在支撑架的顶部,所述下压气缸的气缸杆连接压板,袋卷进入压板与下支撑板之间。
9.优选的,所述伺服送袋机构包括同步带直线模组,所述同步带直线模组为双滑台,每个滑台上设有夹持气缸、下夹板和上夹板,所述上夹板和夹持气缸固定在滑台上,所述夹持气缸的气缸杆连接下夹板,上夹板和下夹板之间夹持袋卷。
10.优选的,所述开袋机构包括上吸组件和下吸组件,所述上吸组件和下吸组件分别固定在支撑架上,所述上吸组件包括开袋气缸,所述开袋气缸的气缸杆连接上吸盘固定架,所述上吸盘固定架连接上真空吸盘;所述下吸组件包括固定设置的下真空吸盘上、下真空吸盘吸住袋口的上下两边,开袋气缸上升后打开袋口。
11.优选的,所述开袋机构右侧设有人工上料输送线和推料入袋机构,所述推料入袋机构设置在人工上料输送线的上方。
12.优选的,所述人工上料皮带线包括皮带输送线、挡料板和光电开关,所述光电开关固定在挡料板上,待套袋的酒盒从上料口进入皮带输送线,经皮带输送线向后输送被挡料板挡住停止运动,所述光电开关感应酒盒到位后皮带输送线停止运动,所述推盒入袋机构的推头将酒盒从皮带输送线推入已打开的袋口。
13.优选的,所述出料平台设置在开袋机构的下方,酒盒升降机构将套袋酒盒从开袋位下降到出料位,酒盒出料机构将套袋酒盒推至出料平台。
14.本实用新型的有益效果是:
15.本实用新型结构简单,便于操作,实现自动化酒盒套袋,生产效率高,大大节约了人工成本;采用点断式料卷进行套袋,省去了裁膜及热封,袋与袋之间点断式连接,通过伺服送袋机构的一次运动实现送袋,二次运动实现袋分离,大大解决了工序,提高了套袋合格率。
附图说明
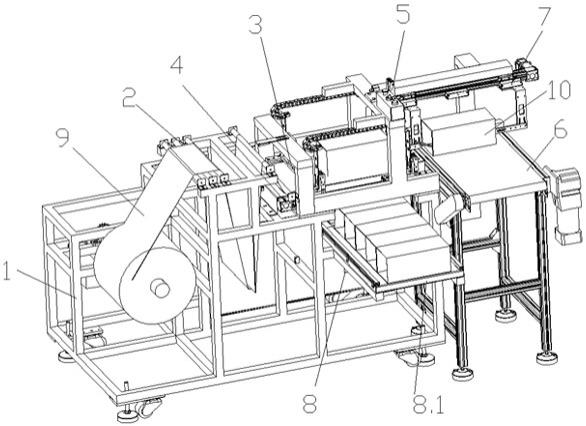
16.图1为本实用新型的结构示意图。
17.图2为电动放卷机构的结构示意图。
18.图3为压袋机构的结构示意图。
19.图4为伺服送袋机构的结构示意图。
20.图5为开袋机构的结构示意图。
21.图6为人工上料输送线的结构示意图。
22.图7为推料入袋机构的结构示意图。
23.图8为酒盒升降机构的结构示意图。
24.图9为酒盒出料机构的结构示意图。
25.其中:机架1;电动放卷机构2;气胀轴2.1;电机2.2;第一随动辊筒2.3;配重竹帘2.4;第二随动辊筒2.5;压袋机构3;支撑架3.1;下支撑板3.2;下压气缸3.3;导向辊3.4;支撑柱3.5;底板3.6;连接板3.7;压板3.8;伺服送袋机构4;同步带直线模组4.1;滑台4.1.1;夹持气缸4.2;下夹板4.3;上夹板4.4;来料平台4.5;开袋机构5;开袋气缸5.1;上吸盘固定架5.2;连接板5.3;上真空吸盘5.4;平台板5.5;下真空吸盘5.6;下吸盘固定架5.7;吊装立柱5.8;支撑柱5.9;安装底板5.10;人工上料输送线6;皮带输送线6.1;挡料板6.2;光电开关6.3;推料入袋机构7;电动滑台7.1;推头7.2;推料电机7.3;滑座7.4;连接座7.5;固定板7.6;升降推送出料机构8;出料平台8.1;酒盒升降机构8.2;酒盒平台8.2.1;升降气缸8.2.2;升降固定板8.2.3;升降导杆8.2.4;酒盒出料机构8.3;推板8.3.1;推送气缸8.3.2;固定板8.3.3;推送导杆8.3.4;袋卷9;酒盒10。
具体实施方式
26.参见图1-9,本实用新型涉及一种酒盒套袋机,包括机架1、电动放卷机构2、压袋机构3、伺服送袋机构4、开袋机构5、人工上料输送线6、推料入袋机构7和升降推送出料机构8,所述机架1上设有电动放卷机构2、压袋机构3、伺服送袋机构4和开袋机构5,所述开袋机构5右侧设有人工上料输送线6和推料入袋机构7,所述推料入袋机构7设置在人工上料输送线6的上方,所述升降推送出料机构8包括出料平台8.1、酒盒升降机构8.2和酒盒出料机构8.3,点断式的袋卷9经电动放卷机构1放卷后进入压袋机构3,袋卷的袋与袋之间通过点断连接,压袋机构3和伺服送袋机构4间歇运动带动袋卷进入开袋机构5,压袋机构3和伺服送袋机构4分别作用在点断处两侧,伺服送袋机构4再次运动将第一个袋与袋卷分离,开袋机构5将分离下来的袋撑开,人工上料输送线6上的未套袋的酒盒经推盒入袋机构7推送进入撑开的袋,套袋的酒盒放置在酒盒升降机构8.2的酒盒平台8.2.1上,所述酒盒升降机构8.2向下升降,酒盒出料机构8.3将套袋后的酒盒10推至出料平台8.1。
27.当第一个袋到达开袋机构的开袋位时,压料机构3压住袋卷的下一个袋,由于袋与袋之间点断连接,伺服送袋机构4夹持第一个袋的袋尾向右移动,第一个袋与袋卷从点断处分离。
28.所述电动放卷机构2包括气胀轴2.1和电机2.2,所述气胀轴2.1上套设有袋卷9,所述气胀轴2.1由电机2.2驱动转动,所述袋卷9从气胀轴2.1出来后依次经过第一随动辊筒2.3、配重竹帘2.4和第二随动辊筒2.5进入压袋机构3,确保进入压袋机构3的袋卷平整,电机2.2与气胀轴2.1通过链轮链条连接,气胀轴2.1通过轴承座转动设置在机架1上。
29.所述压袋机构3包括支撑架3.1,所述支撑架3.1固定在机架1上,所述支撑架3.1上设有下支撑板3.2、下压气缸3.3和导向辊3.4,所述导向辊3.4设置在支撑架3.1的前侧,所述下支撑板3.2通过支撑柱3.5固定在底板3.6上,所述底板3.6固定在机架1上,所述下压气缸3.3通过连接板3.7固定在支撑架3.1的顶部,所述下压气缸3.1的气缸杆连接压板3.8,袋卷进入压板3.8与下支撑板3.2之间。
30.所述伺服送袋机构4包括同步带直线模组4.1,所述同步带直线模组4.1为双滑台,每个滑台4.1.1上设有夹持气缸4.2、下夹板4.3和上夹板4.4,所述上夹板4.4和夹持气缸4.2固定在滑台4.1.1上,所述夹持气缸4.2的气缸杆连接下夹板4.3,上夹板4.4和下夹板4.3之间夹持袋卷,并带动袋卷直线移动。所述同步带模组4.1的入口处设有来料平台4.5,来料平台4.5放置袋卷耷拉,便于袋卷的运输。
31.所述开袋机构5包括上吸组件和下吸组件,所述上吸组件和下吸组件分别固定在支撑架3.1上,所述上吸组件包括开袋气缸5.1、上吸盘固定架5.2和连接板5.3,所述开袋气缸5.1通过连接板5.3固定在支撑架3.1上,所述开袋气缸5.1的气缸杆连接上吸盘固定架5.2,所述上吸盘固定架5.2连接上真空吸盘5.4;所述下吸组件包括平台板5.5、下真空吸盘5.6、下吸盘固定架5.7,所述平台板5.5通过吊装立柱5.8连接下吸盘固定架5.7,所述下吸盘固定架5.7连接下真空吸盘5.6,所述下真空吸盘5.6的吸盘口与平台板5.5齐平,所述平台板5.5通过支撑柱5.9连接安装底板5.10,所述安装底板5.10固定在支撑架3.1上,上、下真空吸盘5.4、5.9吸住袋口的上下两边,开袋气缸5.1上升后打开袋口。
32.所述人工上料皮带线6包括皮带输送线6.1、挡料板6.2和光电开关6.3,所述光电开关6.3固定在挡料板6.2上,待套袋的酒盒10从上料口进入皮带输送线6.1,经皮带输送线
6.1向后输送被挡料板6.2挡住停止运动,所述光电开关6.3感应酒盒到位后皮带输送线6.1停止运动。所述推盒入袋机构7包括电动滑台7.1和推头7.2,推料电机7.3驱动电动滑台7.1的滑座7.4直线移动,所述滑座7.4通过连接座7.5连接推头7.2,所述推头7.2将酒盒10从皮带输送线6.1推入已打开的袋口,所述电动滑台7.1通过固定板7.6固定在支撑架3.1上。
33.所述出料平台8.1设置在开袋机构3的下方,酒盒升降机构8.2将套袋酒盒从开袋位下降到出料位,酒盒出料机构8.3将套袋酒盒推至出料平台8.1。
34.所述酒盒升降机构8.2包括酒盒平台8.2.1、升降气缸8.2.2和升降固定板8.2.3,所述升降固定板8.2.3固定在机架1上,所述升降气缸8.2.2固定在升降固定板8.2.3上,升降气缸8.2.2的气缸杆伸出升降固定板8.2.3后连接酒盒平台8.2.1,升降气缸8.2.2带动酒盒平台8.2.1上下移动。
35.所述酒盒平台8.2.1还连接升降导杆8.2.4,所述升降固定板8.2.3上对应升降导杆8.2.4设有直线轴承,所述升降导杆8.2.4与升降气缸8.2.2的气缸杆同步升降,使升降气缸8.2.2升降平稳。
36.所述酒盒出料机构8.3包括推板8.3.1、推送气缸8.3.2和固定板8.3.3,所述固定板8.3.3固定在机架1上,所述推送气缸8.3.2固定在固定板8.3.3上,推送气缸8.3.2的气缸杆伸出固定板8.3.3后连接推板8.3.1,推送气缸8.3.2带动推板8.3.1前后移动。
37.所述推板8.3.1连接推送导杆8.3.4,所述固定板8.3.3上对应推送导杆8.3.4设有直线轴承,所述推送导杆8.3.4与推送气缸8.3.2的气缸杆同步移动,使推送气缸8.3.2推料平稳。
38.工作原理:
39.1.袋卷人工套在气胀轴上,袋卷一头绕过随动滚筒拉到压袋机构,压袋机构动作压住物料;
40.2.伺服送料机构夹住第一个袋的袋头,压袋机构松开,伺服送料机构拉动袋头到开袋位置,真空开袋机构气缸下压,打开上下的真空吸盘吸住袋口上下两边;
41.3.压料机构压住袋卷的下一个袋,伺服送袋机构夹持第一个袋的袋尾向右移动,第一个袋与袋卷分离;
42.4.开袋气缸上升后打开袋口;
43.5.酒盒为人工排好上料,光电开关感应到位皮带线停止,推盒入袋机构将酒盒推送入袋;
44.6.推送入袋后,升降气缸带动酒盒平台下降,推送气缸将降到下层的装好袋的酒盒推送到出料平台,出料方式为一个挤一个排好,达到一定数量后人工取走即可。
45.除上述实施例外,本实用新型还包括有其他实施方式,凡采用等同变换或者等效替换方式形成的技术方案,均应落入本实用新型权利要求的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。