一种hoy卷绒丝送料装置
技术领域
1.本实用新型属于纺织品生产制造领域,尤其涉及一种hoy卷绒丝送料装置。
背景技术:
2.hoy-高取向丝是通过纺丝速度6km/min以上的超高速纺,在稳定的纺丝线上,由高张应力(指张力所产生的应力)引起的颈缩和取向诱导结晶,形成高取向高结晶的纤维结构。该技术省去了牵伸部件或牵伸设备,高聚物经熔融喷丝、冷却固化、上油后,即卷绕成可直接用于纺织的涤纶长丝。
3.hoy生产工艺中由于纺速的提高,喷丝头拉伸倍率剧增,熔体细流自喷丝孔挤出的剪切速率增加,纺程上丝条运行具有较高的惯性力,并与周围空气的摩擦阻力增大,从而使纺丝过程中很容易产生毛丝与断头。
技术实现要素:
4.本实用新型的目的在于:提供一种hoy卷绒丝送料装置,上油机构采用双道喷油嘴上油,上油均匀,可以降低、匀化纺丝张力,减少成形过程中产生的条干不匀,避免丝条断头,同时调整喷油嘴位置,减小丝条与空气摩擦阻力,避免产生毛丝。
5.为了实现上述目的,本实用新型采用了如下技术方案:一种hoy卷绒丝送料装置,其特征在于,包括:纺丝箱体、侧吹风机构、无风区机构、上油机构、预网络器、导丝辊、加热辊、主网络器和卷绕头,纺丝箱体内设置有计量泵和纺丝组件,计量泵通过熔体分配管道连接纺丝组件,纺丝组件包括用于挤出熔体的喷丝板,侧吹风机构用于冷却固化喷丝板喷出的熔体细流并形成丝束,喷丝板和侧吹风机构之间设置有用于形成无风区域的无风区机构,丝束穿过用于喷涂油剂的上油机构,上油机构包括第一喷油嘴和第二喷油嘴,第一喷油嘴和第二喷油嘴对称布置在丝束上下两侧,上油后的丝束依次经过纺丝甬道、预网络器、导丝辊、加热辊和主网络器后绕制在卷绕头上。
6.作为上述技术方案的进一步描述:
7.无风区域设置在喷丝板下方50~100mm处。
8.作为上述技术方案的进一步描述:
9.纺丝甬道和预网络器之间设置有剪刀吸嘴导丝钩。
10.作为上述技术方案的进一步描述:
11.第一喷油嘴的油嘴中心与侧吹风机构之间的距离为10-15厘米。
12.作为上述技术方案的进一步描述:
13.加热辊的温度为80~106℃。
14.作为上述技术方案的进一步描述:
15.油剂为竹本油剂。
16.作为上述技术方案的进一步描述:
17.油剂的浓度为11.9-13.3%。
18.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
19.1、本实用新型中,丝条加工时,进入纺丝箱体后的熔体经管道进入计量泵,再通过熔体分配管道进入纺丝组件,在纺丝组件内精确计量的熔体经过过滤后经喷丝板挤出为熔体细流,该熔体细流在一定风型分布的侧吹风机构内均匀稳定地被冷却固化形成丝束,无风区机构形成的无风区使熔体细流的骤冷区下移,增加熔体细流的缓冲区域,会使熔体细流的冷却更加均匀,之后丝束进入上油机构实现集束上油,之后通过纺丝甬道,经预网络器、导丝辊、加热辊和主网络器后,在卷绕头上卷装。上油机构通过第一喷油嘴和第二喷油嘴实现双道喷油嘴上油,上油均匀,可以降低、匀化纺丝张力,减少成形过程中产生的条干不匀。
20.2、本实用新型中,第一喷油嘴的油嘴中心与侧吹风机构之间的距离为10-15厘米。油嘴位置调整至距喷丝板80~100cm处,油嘴中心距侧吹风窗13cm处,可减小丝条与空气摩擦阻力,丝束受到侧吹风紊流及野风干扰大幅降低,丝条每根单纤维张力均匀,纺丝过程稳定。
附图说明
21.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
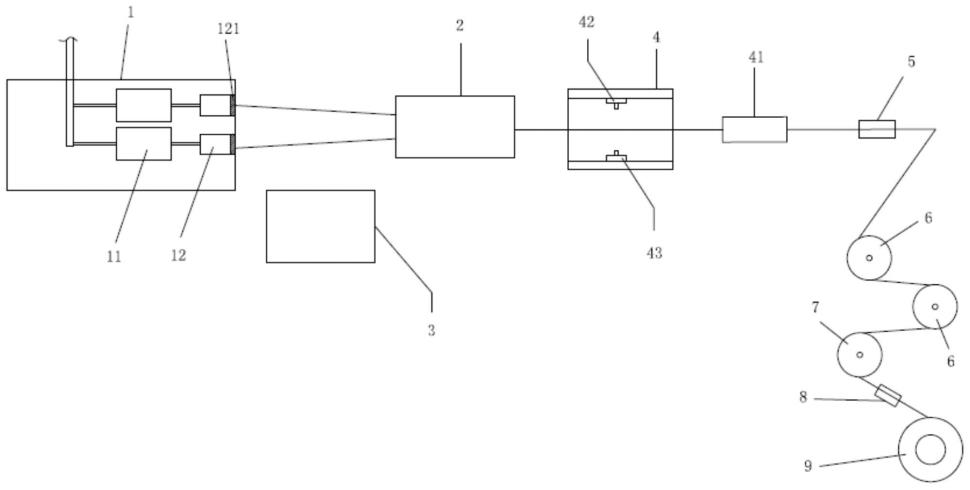
22.图1为一种hoy卷绒丝送料装置的生产流程示意图。
23.图例说明:
24.1、纺丝箱体;11、计量泵;12、纺丝组件;121、喷丝板;2、侧吹风机构;3、无风区机构;4、上油机构;41、纺丝甬道;42、第一喷油嘴;43、第二喷油嘴;5、预网络器;6、导丝辊;7、加热辊;8、主网络器;9、卷绕头。
具体实施方式
25.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
26.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
27.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
28.在本实用新型实施例的描述中,需要说明的是,术语“上”、“内”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的机构或
元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
29.在本实用新型的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
30.请参阅图1,本实用新型提供一种技术方案:一种hoy卷绒丝送料装置,其特征在于,包括:纺丝箱体1、侧吹风机构2、无风区机构3、上油机构4、预网络器5、导丝辊6(数量具体为2个)、加热辊7、主网络器8和卷绕头9,纺丝箱体1内设置有计量泵11和纺丝组件12,计量泵11通过熔体分配管道连接纺丝组件12,纺丝组件12包括用于挤出熔体的喷丝板121,侧吹风机构2用于冷却固化喷丝板121喷出的熔体细流并形成丝束,喷丝板121和侧吹风机构2之间设置有用于形成无风区域的无风区机构3,丝束穿过用于喷涂油剂的上油机构4,上油机构4包括第一喷油嘴42和第二喷油嘴43,第一喷油嘴42和第二喷油嘴43对称布置在丝束上下两侧,上油后的丝束依次经过纺丝甬道41、预网络器5、导丝辊6、加热辊7和主网络器8后绕制在卷绕头9上。
31.无风区域设置在喷丝板121下方50~100mm处。聚酯熔体高速从喷丝板被挤出,由于高分子物的弹性记忆效应,形成了挤出胀大现象。此时的熔体细流温度自然很高(270℃左右),其细流十分脆弱,经不起任何气流的影响,因此在喷丝板下约50~100mm的距离内应与外界隔绝气流交换。无风区高度增大,凝固点下移、取向度降低、张力下降、伸长增大,减小纤维径向差异即减少皮芯结构的形成,无风区高度在75mm左右最佳。
32.纺丝甬道41和预网络器5之间设置有剪刀吸嘴导丝钩。剪刀吸嘴导丝钩一方面进行导丝,另一方面能够将丝条上的毛丝、飘丝等进行过滤,提高加工质量。
33.第一喷油嘴42的油嘴中心与侧吹风机构2之间的距离为10-15厘米。油嘴位置调整至距喷丝板80~100cm处,油嘴中心距侧吹风窗13cm处,可减小丝条与空气摩擦阻力,丝束受到侧吹风紊流及野风干扰大幅降低,丝条每根单纤维张力均匀,纺丝过程稳定。侧吹风机构2的冷却风风速为0.75m/s,冷却吹风风速波动范围≤0.4%,相对湿度要求达到90%,冷却风温为22℃,纺况较为稳定,飘丝现象少。
34.加热辊7的温度为80~106℃。hoy丝束到达此位置时加热辊取向结晶基本已稳定,为保证在后加工时的卷曲稳定效果,需对hoy的结构进行定型,在定型中,高速纺丝产生的超分子结构进一步完善和提高,定型温度可选择在80~106℃的范围内,后道卷曲性能较好。
35.油剂为竹本油剂。油剂采用竹本油剂,热稳定性好、沸点高、烟雾少,减少在导丝辊上的分解结垢,提高导丝辊的导丝效果,避免造成丝条在卷绕过程中的张力波动,保证丝束内部结构的均一性。另外,竹本油剂的润滑性、抱合性、乳化性、渗透性和抗静电性能优,上油均匀,进而降低、匀化纺丝张力,避免丝条断头。
36.油剂的浓度为11.9-13.3%。通过双道喷油嘴上油提高上油量,同时降低油剂浓度,以减少毛丝和断头。
37.工作原理:丝条加工时,进入纺丝箱体1后的熔体经管道进入计量泵11,再通过熔
体分配管道进入纺丝组件12,在纺丝组件12内精确计量的熔体经过过滤后经喷丝板121挤出为熔体细流,该熔体细流在一定风型分布的侧吹风机构2内均匀稳定地被冷却固化形成丝束,无风区机构3形成的无风区使熔体细流的骤冷区下移,增加熔体细流的缓冲区域,会使熔体细流的冷却更加均匀,之后丝束进入上油机构4实现集束上油,通过纺丝甬道41,经预网络器5、导丝辊6、加热辊7和主网络器8后,在卷绕头9上卷装。上油机构4通过第一喷油嘴42和第二喷油嘴43实现双道喷油嘴上油,上油均匀,可以降低、匀化纺丝张力,减少成形过程中产生的条干不匀。
38.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。