1.本发明属于无纺布技术领域,具体涉及一种柔软无纺布的制备方法。
背景技术:
2.聚丙烯无纺布是将纤维通过气流或机械成网,然后经水刺、针刺或热轧修整,最后经后整理构成的无编织的布料。聚丙烯无纺布具有质轻、柔软、透气性好的优点,因此被广泛应用于婴儿纸尿裤、成人失禁裤、卫生巾等一次性卫生用品的表面层和底膜、弹性腰围等部位,能有效提高使用人员的舒适度。
3.近年来,随着人们对各类一次性卫生用品的质量要求越来越高,生产厂家对无纺布的各项性能指标也提出了更高的要求,尤其是如何进一步提高无纺布的柔软性和蓬松度,同时使其兼具良好的强度,是目前研究的重点。
4.专利cn112575447a中公开了一种阻燃型聚丙烯纺粘无纺布的加工工艺,通过将氰尿酸三聚氰胺、3,4-二羟基苯乙醇与聚丙烯三者一起熔融混合,使得聚丙烯较少被软融,从而使纤维间热粘力提高,提高无纺布的强度,并使其具有一定的阻燃性;同时通过加入γ-缩水甘油醚氧丙基三甲氧基硅烷与叠氮聚乙二醇硅烷相配合,使得聚丙烯纤维表面的低分子膜层的均匀性提高,提高无纺布的柔软性。但是该方案引入的氰尿酸三聚氰胺、3,4-二羟基苯乙醇与聚丙烯相容性较差,且其分子链交联度较高,在熔融混合后会逐步迁移在熔体表面,使聚丙烯纤维丝表面形成一层硬壳,在一定程度上限制了无纺布柔软性和蓬松度的进一步提高。
5.专利cn114262986a公开了一种柔软sms拒水无纺布,包括纺粘层和熔喷层,其纺粘层包括以下重量份数的物质:84-92.2份聚丙烯、0.3-2.5份消光白、5-10份弹性体、2.5-3.5份柔软母粒;其主要采用聚醚改性有机硅油与聚丙烯、聚氨酯和sbs弹性体相配合制备柔软母粒,使得柔软母粒获得较佳的粘度以及柔软性,进而稳定改善无纺布的柔软度。但是该无纺布组分较为复杂,有机硅油的加入在提高无纺布柔软性的同时也会影响其亲肤性,同时针对如何提高聚丙烯无纺布的强度,该专利也未给出解决方案。
6.因此,需要对聚丙烯无纺布的原料组成和制备工艺进行进一步研究,从根本上提高无纺布的柔软性和蓬松度,同时使其兼具良好的强度。
技术实现要素:
7.本发明要解决的技术问题是:提供一种柔软无纺布的制备方法,制备的无纺布蓬松性好,立体感更强,兼具高柔软度、高强度、高悬垂性,且不易起毛,棉柔感强,能大大提高下游产品的柔软性。
8.本发明所述的柔软无纺布的制备方法,包括以下步骤:(1)纺丝冷却:将聚丙烯、短链硅化合物、亲聚丙烯聚合物、塑性体、钛白粉混合后,熔融加热,过滤分配,然后纺丝冷却,气流拉伸,得到改性聚丙烯纤维丝;(2)牵伸铺网:将改性聚丙烯纤维丝进行铺网,得到三层纤网;
(3)热轧加固:将三层纤网通过热轧机进行复合,热轧机温度为140-150℃,压力为45-55kpa,得到柔软无纺布。
9.步骤(1)中,所述聚丙烯在230℃、2.16kg条件下的熔体质量流动速率为30-43g/10min,等规指数≥95.0%,灰分≤0.02wt%,拉伸弹性模量≥1280mpa,拉伸屈服应力≥30.0mpa,拉伸断裂应力≥8mpa。
10.步骤(1)中,所述短链硅化合物为氨基有机硅树脂,优选为上海松亚化工有限公司生产的zr-2505;短链硅化合物的加入量为聚丙烯质量的3-8%,优选为5%。
11.步骤(1)中,所述亲聚丙烯聚合物为聚丙烯弹性体(poe),优选为埃克森美孚公司生产的7020bf;亲聚丙烯聚合物的加入量为聚丙烯质量的1%-5%,优选为2%。
12.本发明采用的短链硅化合物和亲聚丙烯聚合物,在纤维中与聚丙烯有良好的相容性,不会像酰胺类物质一样析出表面,有利于改善产品滑度,产品更干爽,产品使用时喷胶量更少。
13.步骤(1)中,所述塑性体为乙烯-α-烯烃共聚物,230℃、2.16kg条件下熔体质量流动速率为39.7g/10min,190℃、2.16kg条件下熔体质量流动速率为20.6g/10min;优选为湖南立为新材料有限公司生产的lw0142;塑性体的加入量为聚丙烯质量的3-8%,优选为5%。
14.在纺丝冷却时,塑性体能减缓纤维冷却时间,得到纤维更细的无纺布,纤维细度在14-15微米。
15.步骤(1)中,所述钛白粉的粒径为0.2-0.4μm;钛白粉的加入量为聚丙烯质量的1-2%,优选为1.2%。
16.步骤(1)中,熔融加热温度为220-250℃。
17.步骤(1)中,过滤分配的过滤孔径为300-500目;分配时采用“衣架”式分配,通道由两部分组成,最上方为“衣架”状的主通道,“衣架”状流通道的形状与分配箱体的中央位置相对称,并扩展到两端的最宽位置,同时逐渐下垂,其横截面尺寸则随着离中央位置渐远而变小,另一部分为垂直的扁平狭缝,狭缝的宽度保持一致,但高度则由中部最高向两端逐渐变低。
18.步骤(1)中,纺丝冷却的冷风风量为6000-10000m3/min,温度为10-18℃,湿度为65%,风速为0.5-2m/s。
19.步骤(1)中,气流拉伸的气流压力为0.05-0.12mpa,牵伸气流速度为3000-10000m/min,丝速为1500-5000m/min。
20.本发明通过调整冷风风量和牵伸气流的速度,使纤维丝在牵伸过程中,横向丝更多,使得无纺布产品强度更高且更加蓬松。
21.与现有技术相比,本发明的有益效果如下:(1)本发明采用短链硅化合物、亲聚丙烯聚合物和塑性体对聚丙烯进行改性,其中短链硅化合物、亲聚丙烯基团在纤维中与聚丙烯有良好的相容性,改善了无纺布中添加的小分子物质易析出的问题,产品更干爽,在使用时喷胶量更少,在纺丝冷却时,塑性体能减缓纤维冷却时间,得到纤维更细的无纺布;(2)本发明制备的无纺布纤维更细,兼具高柔软度和高强度,在使用时可以以更低的克重满足产品指标要求,而且伸长率较小,在上机使用时纵向变形率小,加工速度快;(3)本发明制备的无纺布和市面上同类产品相比,蓬松性好,立体感更强,兼具高
柔软度、高强度、高悬垂性,且不易起毛,棉柔感强,能大大提高下游产品的柔软性。
具体实施方式
22.下面结合实施例对本发明作进一步说明。实施例中所使用的原料,如无特别说明,均为市售常规原料;实施例中所使用的工艺方法,如无特别说明,均为本领域常规方法。
23.实施例中所采用的部分原料说明如下:聚丙烯:230℃、2.16kg条件下熔体质量流动速率为30-43g/10min,等规指数≥95.0%,灰分≤0.02wt%,拉伸弹性模量≥1280mpa,拉伸屈服应力≥30.0mpa,拉伸断裂应力≥8mpa;氨基有机硅树脂:上海松亚化工有限公司生产的zr-2505;聚丙烯弹性体(poe):埃克森美孚公司生产的7020bf;乙烯-α-烯烃共聚物:湖南立为新材料有限公司生产的lw0142,230℃、2.16kg条件下熔体质量流动速率为39.7g/10min,190℃、2.16kg条件下熔体质量流动速率为20.6g/10min。
24.实施例1一种柔软无纺布的制备方法,包括以下步骤:(1)纺丝冷却:以质量份数计,将100份聚丙烯、5份氨基有机硅树脂、2份聚丙烯弹性体、5份乙烯-α-烯烃共聚物、1.2份钛白粉(粒径0.2-0.4μm之间)混合后,在240℃熔融加热,采用300目的孔径进行过滤分配,然后设置冷风风量为8000m3/min,温度为15℃,湿度为65%,风速为1m/s,进行纺丝冷却,再设置气流压力为0.1mpa,牵伸气流速度为8000m/min,丝速为3000m/min,进行气流拉伸,得到改性聚丙烯纤维丝,纤维细度在14-15微米;(2)牵伸铺网:将改性聚丙烯纤维丝进行铺网,得到三层纤网;(3)热轧加固:将三层纤网通过热轧机进行复合,热轧机温度为145℃,压力为50kpa,得到柔软无纺布。
25.实施例2一种柔软无纺布的制备方法,包括以下步骤:(1)纺丝冷却:以质量份数计,将100份聚丙烯、3份氨基有机硅树脂、1份聚丙烯弹性体、4份乙烯-α-烯烃共聚物、1.5份钛白粉(粒径0.2-0.4μm之间)混合后,在220℃熔融加热,采用400目的孔径进行过滤分配,然后设置冷风风量为9000m3/min,温度为10℃,湿度为65%,风速为1.5m/s,进行纺丝冷却,再设置气流压力为0.05mpa,牵伸气流速度为3000m/min,丝速为1500m/min,进行气流拉伸,得到改性聚丙烯纤维丝,纤维细度在14-15微米;(2)牵伸铺网:将改性聚丙烯纤维丝进行铺网,得到三层纤网;(3)热轧加固:将三层纤网通过热轧机进行复合,热轧机温度为140℃,压力为55kpa,得到柔软无纺布。
26.实施例3一种柔软无纺布的制备方法,包括以下步骤:(1)纺丝冷却:以质量份数计,将100份聚丙烯、6份氨基有机硅树脂、3份聚丙烯弹性体、8份乙烯-α-烯烃共聚物、2份钛白粉(粒径0.2-0.4μm之间)混合后,在250℃熔融加热,采用500目的孔径进行过滤分配,然后设置冷风风量为7000m3/min,温度为15℃,湿度为
65%,风速为0.5m/s,进行纺丝冷却,再设置气流压力为0.1mpa,牵伸气流速度为7000m/min,丝速为4000m/min,进行气流拉伸,得到改性聚丙烯纤维丝,纤维细度在14-15微米,旦数1.4旦;(2)牵伸铺网:将改性聚丙烯纤维丝进行铺网,得到三层纤网;(3)热轧加固:将三层纤网通过热轧机进行复合,热轧机温度为150℃,压力为45kpa,得到柔软无纺布。
27.实施例4一种柔软无纺布的制备方法,包括以下步骤:(1)纺丝冷却:以质量份数计,将100份聚丙烯、8份氨基有机硅树脂、5份聚丙烯弹性体、3份乙烯-α-烯烃共聚物、1份钛白粉(粒径0.2-0.4μm之间)混合后,在230℃熔融加热,采用300目的孔径进行过滤分配,然后设置冷风风量为10000m3/min,温度为12℃,湿度为65%,风速为1m/s,进行纺丝冷却,再设置气流压力为0.1mpa,牵伸气流速度为5000m/min,丝速为2000m/min,进行气流拉伸,得到改性聚丙烯纤维丝,纤维细度在14-15微米;(2)牵伸铺网:将改性聚丙烯纤维丝进行铺网,得到三层纤网;(3)热轧加固:将三层纤网通过热轧机进行复合,热轧机温度为145℃,压力为45kpa,得到柔软无纺布。
28.实施例5一种柔软无纺布的制备方法,包括以下步骤:(1)纺丝冷却:以质量份数计,将100份聚丙烯、7份氨基有机硅树脂、4份聚丙烯弹性体、6份乙烯-α-烯烃共聚物、1.8份钛白粉(粒径0.2-0.4μm之间)混合后,在240℃熔融加热,采用400目的孔径进行过滤分配,然后设置冷风风量为6000m3/min,温度为18℃,湿度为65%,风速为2m/s,进行纺丝冷却,再设置气流压力为0.12mpa,牵伸气流速度为10000m/min,丝速为5000m/min,进行气流拉伸,得到改性聚丙烯纤维丝,纤维细度在14-15微米;(2)牵伸铺网:将改性聚丙烯纤维丝进行铺网,得到三层纤网;(3)热轧加固:将三层纤网通过热轧机进行复合,热轧机温度为150℃,压力为50kpa,得到柔软无纺布。
29.对比例1本对比例的柔软无纺布不添加塑性体,制备方法包括以下步骤:(1)纺丝冷却:以质量份数计,将100份聚丙烯、5份氨基有机硅树脂、2份聚丙烯弹性体、1.2份钛白粉(粒径0.2-0.4μm之间)混合后,在240℃熔融加热,采用300目的孔径进行过滤分配,然后设置冷风风量为8000m3/min,温度为15℃,湿度为65%,风速为1m/s,进行纺丝冷却,再设置气流压力为0.1mpa,牵伸气流速度为8000m/min,丝速为3000m/min,进行气流拉伸,得到改性聚丙烯纤维丝,纤维细度在14-15微米;(2)牵伸铺网:将改性聚丙烯纤维丝进行铺网,得到三层纤网;(3)热轧加固:将三层纤网通过热轧机进行复合,热轧机温度为145℃,压力为50kpa,得到柔软无纺布。
30.对比例2本对比例的柔软无纺布不添加短链硅化合物,制备方法包括以下步骤:(1)纺丝冷却:以质量份数计,将100份聚丙烯、2份聚丙烯弹性体、5份乙烯-α-烯烃
共聚物、1.2份钛白粉(粒径0.2-0.4μm之间)混合后,在240℃熔融加热,采用300目的孔径进行过滤分配,然后设置冷风风量为8000m3/min,温度为15℃,湿度为65%,风速为1m/s,进行纺丝冷却,再设置气流压力为0.1mpa,牵伸气流速度为8000m/min,丝速为3000m/min,进行气流拉伸,得到改性聚丙烯纤维丝,纤维细度在20-22微米;(2)牵伸铺网:将改性聚丙烯纤维丝进行铺网,得到三层纤网;(3)热轧加固:将三层纤网通过热轧机进行复合,热轧机温度为145℃,压力为50kpa,得到柔软无纺布。
31.对比例3本对比例减小冷风风量和牵伸气流速度,制备方法包括以下步骤:(1)纺丝冷却:以质量份数计,将100份聚丙烯、5份氨基有机硅树脂、2份亲聚丙烯聚合物(质量比1:1的聚丙烯均聚物与聚丙烯共聚物)、5份乙烯-α-烯烃共聚物、1.2份钛白粉(粒径0.2-0.4μm之间)混合后,在240℃熔融加热,采用300目的孔径进行过滤分配,然后设置冷风风量为2000m3/min,温度为15℃,湿度为65%,风速为1m/s,进行纺丝冷却,再设置气流压力为0.1mpa,牵伸气流速度为2000m/min,丝速为1000m/min,进行气流拉伸,得到改性聚丙烯纤维丝,纤维细度在26-28微米;(2)牵伸铺网:将改性聚丙烯纤维丝进行铺网,得到三层纤网;(3)热轧加固:将三层纤网通过热轧机进行复合,热轧机温度为145℃,压力为50kpa,得到柔软无纺布。
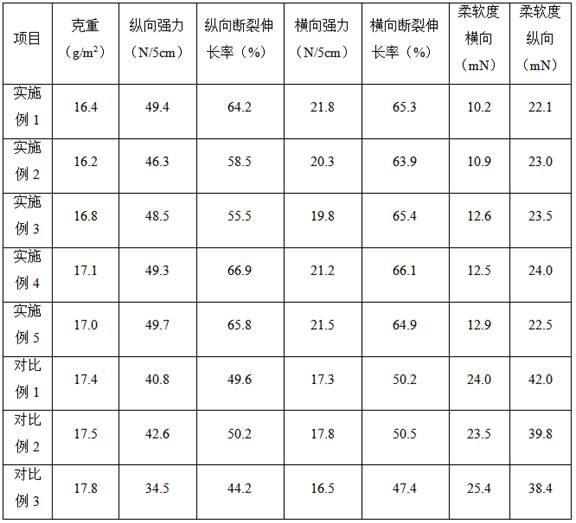
32.将各实施例和对比例制备的无纺布进行性能测试,其中纵向强力、纵向断裂伸长率、横向强力、横向断裂伸长率参照标准gb/t12914-2018进行测试,柔软度参照标准gb/t8942-2016进行测试。结果如表1所示。
33.表1性能测试结果
从表1的测试结果可以看出,本发明采用短链硅化合物、亲聚丙烯聚合物和塑性体对聚丙烯进行改性,并通过调整冷风风量和牵伸气流的速度,能够增加横向丝的数量,得到纤维更细、强度更高的无纺布,且无纺布更加蓬松柔软。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。