1.本技术涉及多层板加工的技术领域,尤其是涉及一种控制多层混压板压合层偏的方法。
背景技术:
2.多层板,一般是指拥有三层以上的导电图形层,并通过与其间的绝缘材料以相隔层压而制成的pcb板。随着电子技术向高速、多功能和便携低耗等方向发展,多层数pcb板的应用越来越广泛,其层数及密度也越来越高,对应的结构也日趋复杂。
3.在多层板上会钻有盲孔或者埋孔,以实现局部几层的板间电气连通的功能,由于盲孔只是连通若干板,并不是贯穿所有的板,埋孔是在多层板内部的孔,不会穿过多层板的表面,所以在盲孔和埋孔的加工过程中需要进行多次压合过程。
4.而多次压合过程中往往是存在层偏等明显缺陷的,层偏可能起因于层间滑移、材料涨缩等,目前常用的方法是利用销钉和四槽定位以使得多层板在压合过程中保持一定的准确性,即,在材料上开设有槽孔,在叠合多层材料时,使得材料套在销钉上。
5.但是由于材料的涨缩性始终还是会存在,在多次层压过程中,槽孔不可避免的会出现自身变形松垮或者被层压产生的材料形变拉扯变形,从而压合时槽孔与销钉孔之间的固定不紧还是会造成层偏,难以实现精准的多次层压过程,尤其是当层压材料为较软性材料时,更加难以保证多次层压的精准性。
技术实现要素:
6.为了解决上述技术问题,本技术提供一种控制多层混压板压合层偏的方法,其具有压合更加精准的优点。
7.为达到上述目的,本发明的技术方案如下:一种控制多层混压板压合层偏的方法,其包括以下步骤:步骤1、对已制作图形的芯板进行氧化处理;步骤2、在第一次待层压的若干层材料上开出若干一次槽孔;步骤3、依次将多层待压合的材料叠合在一起,以使得一次槽孔对应套在多个竖立的销钉上完成定位,并进行第一次压合过程;步骤4、待第一次压合结束后,对多个一次槽孔进行树脂塞孔处理,即利用树脂将多个一次槽孔封堵实,此时第一次压合后的多层板为第一多层板;步骤5、在第一多层板上开出若干的二次槽孔,并在第二次待层压的材料上开出若干的二次槽孔;步骤6、将第一多层板和若干第二次待层压的材料叠合在一起,以使得二次槽孔套在多个竖立的销钉上完成定位,并进行第二次压合过程;重复步骤4、步骤5以及步骤6,以实现多次层压过程。
8.实现上述技术方案,在第一次层压结束后,将一次槽孔利用树脂塞孔进行封堵实,
当第二次层压时,再次利用钻机等机器在第一次层压的多层板上重新开出新的二次槽孔,该槽孔可以在封堵实的树脂塞孔内开,也可以在其它位置开,在其它位置开新的二次槽孔需要对应调整销钉的位置,因为是新钻的二次槽孔,所以其可保证较小的变形,从而保证与销钉之间固定的稳固性,保证第二次层压过程中的稳定性;第三次以及后续多次压合过程中每次压合都重新竖直塞老的槽孔,然后开出新的槽孔,从而保证每次层压过程的精准性,虽牺牲一定的效率,但是明显提高了多次层压的精度,尤其是在较厚,精度要求较高的多层板压合过程中适用性更好。
9.作为本技术的其中一个优选方案,所述步骤4中的树脂塞孔过程包括:步骤(1)、利用高温胶带将第一多层板上除了塞孔的其它孔封住,其中贯通孔需要两面进行贴合封住,对于若干一次槽孔需在其底面贴合高温胶带,以使得一次槽孔底面封闭;步骤(2)、烤板150
°
,60分钟;步骤(3)、利用塞孔机由正面塞孔,将树脂填充在一次槽孔内,随后进行刮树脂操作;步骤(4)、撕胶带,将除塞孔的其它孔上的高温胶带撕除,此时一次槽孔上的高温胶带不撕除;步骤(5)、烤板80
°
x60分钟,然后烤板110
°
x30分钟,然后烤板130
°
x30分钟,最后烤板150
°
x60分钟,使得树脂完全固化在一次槽孔内;步骤(6)、对树脂进行打磨,先使用320目砂纸整体粗磨一次,再400目砂纸检查,打磨树脂;最终使用800目砂纸整体抛光;步骤(7)、检测铜厚,检查塞孔不可有凹陷;步骤(8)、利用钻孔机器,重新在第一多层板上钻孔。
10.重复以上步骤,对于二次槽孔、三次槽孔以及以后的多次槽孔处理方式同上。
11.作为本技术的其中一个优选方案,在步骤(3)中应检查树脂塞孔的效果,例如塞孔内部是否有凹陷导致树脂填充不实。
12.作为本技术的其中一个优选方案,在步骤(1)之前,还要在板上钻排气孔,以使得金属化过程产生的水汽完全散出,减少对树脂塞孔过程的影响。
13.作为本技术的其中一个优选方案,所述步骤2中提及的若干层材料包括但不限定于:铜箔、半固化片、内层板、不锈钢、隔离板、牛皮纸、外层钢板等。
14.作为本技术的其中一个优选方案,所述步骤2中钻孔选用机械钻机进行钻孔。
15.作为本技术的其中一个优选方案,所述氧化处理流程包括依次设置的除油(酸洗 碱洗)
→
水洗
→
微蚀
→
水洗
→
预浸
→
氧化
→
水洗
→
di水洗
→
烘干。
16.综上所述,本技术包括以下至少一种有益技术效果:1.在每次层压结束后将此时存在的槽孔重新进行树脂塞孔,然后在下次层压前,重新在多层板上开出新的槽孔,从而保证每次层压过程中槽孔的变形都是最小化的,保证销钉的固定精确作用,从而保证每次层压过程中多层板之间的对齐压合都是精准的,进而提高多次压合的准确性。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
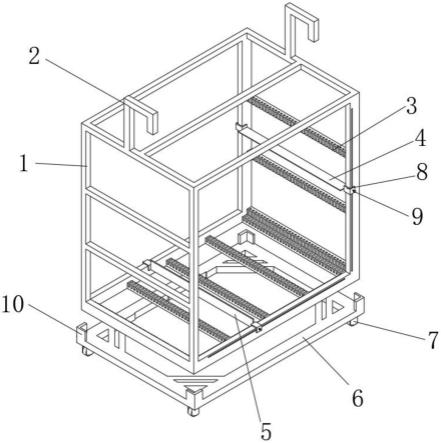
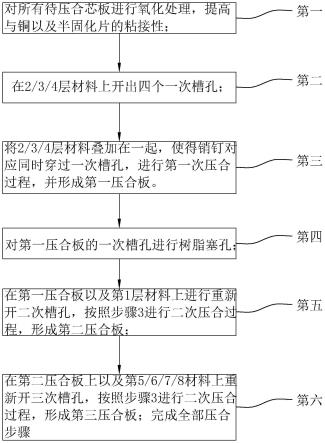
18.图1是本实施例中多层板的结构示意图;图2是操作步骤流程图。
19.附图标记:a、埋孔;b、盲孔;c、通孔。
具体实施方式
20.以下结合附图1-2对本技术作进一步详细说明。
21.参照图1和图2,为本技术实施例公开的一种控制多层混压板压合层偏的方法,在本实施例中针对具有八层结构的多层板压合过程进行解释,在该多层板内具有盲孔b,埋孔a以及通孔。其中,对于每层的材质不做具体说明,其根据压合需求可以为芯板、半固化片、铜箔等。具体每层已用阿拉伯数字进行标明。
22.其包括以下步骤:第一、对已制作图形的芯板进行氧化处理,在本实施例中氧化过程为依次设置的除油(酸洗 碱洗)
→
水洗
→
微蚀
→
水洗
→
预浸
→
氧化
→
水洗
→
di水洗
→
烘干,目的是去除各层材料上的脏污,表面进行处理以提高与半固化片以及覆铜的粘接性;第二、在第一次待层压的若干层材料上开出若干一次槽孔,在本实施例中为在2/3/4层材料上开出四个一次槽孔,四个一次槽孔分别开设在材料的四条边侧的中心位置,钻一次槽孔选用机械钻机进行钻孔;第三、依次将多层待压合的材料叠合在一起,以使得一次槽孔对应套在多个竖立的销钉上完成定位,并进行第一次压合过程;在本实施例中即将2/3/4层材料叠加在一起,使得销钉对应同时穿过一次槽孔,进行第一次压合过程,并形成第一压合板;第四、待第一次压合结束后,对第一压合板上的多个一次槽孔进行树脂塞孔处理,即利用树脂将多个一次槽孔封堵实;第五、在第一多层板上开出若干的二次槽孔,并在第二次待层压的材料上开出若干的二次槽孔,在本实施例中即在第一压合板以及第1层材料上进行重新开二次槽孔,按照第三步骤进行二次压合过程,形成第二压合板;第六、将第一多层板和若干第二次待层压的材料叠合在一起,以使得二次槽孔套在多个竖立的销钉上完成定位,并进行第二次压合过程;在本实施例中即在第二压合板上以及第5/6/7/8材料上重新开三次槽孔,按照步骤3进行二次压合过程,形成第三压合板;重复以上步骤,以实现多次层压过程。
23.其中第四步骤中的树脂塞孔过程包括:前序准备,在芯板上钻排气孔,实现后续金属化过程中水汽的排出,并进行微蚀操作,以提高后续铜与树脂的结合力;步骤(1)、利用高温胶带将第一多层板上除了塞孔的其它孔封住,其中贯通孔需要两面进行贴合封住,对于若干一次槽孔需在其底面贴合高温胶带,以使得一次槽孔底面封闭;
步骤(2)、烤板150
°
,60分钟;步骤(3)、利用塞孔机由正面塞孔,将树脂填充在一次槽孔内,随后进行刮树脂操作;另外在本步骤中需要对塞孔效果进行检测,即需要保证树脂将一次槽孔内填充饱满;步骤(4)、撕胶带,将除塞孔的其它孔上的高温胶带撕除,此时一次槽孔上的高温胶带不撕除;步骤(5)、烤板80
°
x60分钟,然后烤板110
°
x30分钟,然后烤板130
°
x30分钟,最后烤板150
°
x60分钟,使得树脂完全固化在一次槽孔内;步骤(6)、对树脂进行打磨,先使用320目砂纸整体粗磨一次,再400目砂纸检查,打磨树脂;最终使用800目砂纸整体抛光;步骤(7)、检测铜厚,检查塞孔不可有凹陷;步骤(8)、利用钻孔机器,重新在第一多层板上钻孔;重复以上步骤,对于二次槽孔、三次槽孔以及以后的多次槽孔处理方式同上。
24.本技术实施例一种控制多层混压板压合层偏的方法的实施原理为:在每次层压结束后将此时存在的槽孔重新进行树脂塞孔,然后在下次层压前,重新在多层板上开出新的槽孔,从而保证每次层压过程中槽孔的变形都是最小化的,保证销钉的固定精确作用,从而保证每次层压过程中多层板之间的对齐压合都是精准的,进而提高多次压合的准确性。
25.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。