1.本实用新型涉及主轴压装技术领域,特别涉及一种主轴压装器具。
背景技术:
2.在现有技术中,在对主轴进行装配时,通常是通过一定重量的物体捶打主轴的一端,从而将主轴压入主轴箱体中,并使得主轴上的轴承与主轴箱体中的轴承孔实现过盈配合,实现对主轴的装配。
3.这种捶打装配的方式,虽然能够获得足够的压装力,但是会存在以下的缺点:1.在捶打时,对主轴的冲击力较大,容易使主轴以及主轴上的轴承发生变形;2.在捶打过程中,无法有效控制捶打力的大小,导致装配质量不可控。
技术实现要素:
4.本实用新型的目的是解决现有技术中的不足之处,提供一种主轴压装器具。
5.本实用新型的目的是通过如下技术方案实现的:一种主轴压装器具,包括第一安装件、第二安装件、螺杆、第一螺杆螺母、第二螺杆螺母、第一扭矩施加体、第二扭矩施加体,第二安装件安装于主轴的一端,第一安装件安装于主轴箱体一端的外侧,第一安装件和第二安装件上均设有螺杆通孔;在压装主轴时,螺杆同时穿过主轴以及第一安装件和第二安装件上的螺杆通孔,第一螺杆螺母和第二螺杆螺母连接于螺杆上,第一螺杆螺母与第一安装件抵靠,第二螺杆螺母与第二安装件抵靠;第一扭矩施加体、第二扭矩施加体分别对第一螺杆螺母和第二螺杆螺母施加扭矩。
6.本实用新型在对主轴进行压装时,将主轴预先放入主轴箱体中的压装位置,将第一安装件安装于主轴箱体一端的外侧,将第二安装件安装于主轴的一端,在压装时,第二安装件位于主轴的轴向延长线上;将螺杆穿过主轴,主轴同时穿过第一安装件和第二安装件上的螺杆通孔,在螺杆两端安装第一螺杆螺母和第二螺杆螺母,通过第一扭矩施加件和第二扭矩施加件对第一螺杆螺母和第二螺杆螺母施加扭矩,在第一螺杆螺母和第二螺杆螺母的推动下,将主轴以平稳的速度压入主轴箱体中,从而完成主轴的压装。本实用新型在对主轴进行压装时,压装过程较为平稳,不会对主轴产生较大的冲击力,因而避免了对主轴和轴承造成变形和损伤;主轴的压入速度由螺杆螺母的旋转速度决定,因此压装速度可控;并且本实用新型是通过对螺杆螺母施加扭矩的方式产生对主轴的压装力,在实际装配时,可采用扭矩扳手作为扭矩施加件,能够施加稳定的扭矩,从而实现对压装力的控制,进而保证了装配质量的可控性。
7.作为优选,所述第一扭矩施加体和第二扭矩施加体均为扳手。
8.作为优选,至少有一个扳手为扭矩扳手。扭矩扳手能够提供可控的扭矩,保证压装力的可控性。
9.作为优选,所述第一安装件上靠近主轴箱体的一侧设有间距板。
10.作为优选,所述第一安装件为矩形板状结构,第二安装件为与主轴横截面相适配
的圆形板状结构。
11.作为优选,所述螺杆的长度至少为主轴箱体长度的1.5倍。
12.本实用新型的有益效果是:本实用新型在对主轴进行压装时,压装过程较为平稳,不会对主轴产生较大的冲击力,因而避免了对主轴和轴承造成变形和损伤;并且本实用新型是通过对螺杆螺母施加扭矩的方式产生对主轴的压装力,通过扭矩扳手作为扭矩施加件,能够施加稳定的扭矩,从而实现对压装力的控制,进而保证了装配质量的可控性。
附图说明
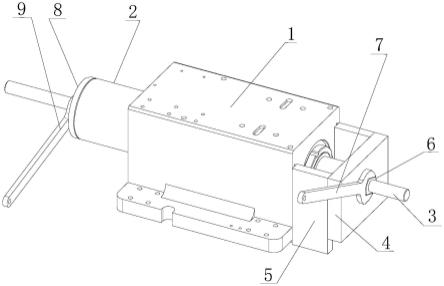
13.图1为本实用新型的结构示意图。
14.图2为主轴在压装前的示意图。
15.图3为主轴压装完成后的示意图。
16.图中:1、主轴箱体,2、主轴,3、螺杆,4、第一安装件,5、间距板,6、第一螺杆螺母,7、第一扭矩施加体,8、第二安装件,9、第二扭矩施加体,10、第二螺杆螺母,12、轴承,13、轴承螺母。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本实用新型保护的范围。
18.本领域技术人员应理解的是,在本实用新型的揭露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本实用新型的限制。
19.可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
20.如图1-3所示,一种主轴压装器具,包括第一安装件4、第二安装件8、螺杆3、第一螺杆螺母6、第二螺杆螺母10、第一扭矩施加体7、第二扭矩施加体9,第二安装件8安装于主轴2的一端,第一安装件4安装于主轴箱体1一端的外侧。其中,第一安装件4上靠近主轴箱体1的一侧设有间距板5。在安装第一安装件4时,间距板5位于第一安装件4与主轴箱体1之间,间距板5能够保证第一安装件4与主轴箱体外侧之间具有合适的间隔距离。第一安装件4为矩形板状结构,第二安装件8为与主轴2横截面相适配的圆形板状结构。
21.第一安装件4和第二安装件8上均设有螺杆通孔,螺杆通孔为圆孔且略大于螺杆3的外径。在压装主轴2时,螺杆3同时穿过主轴2以及第一安装件4和第二安装件8上的螺杆通孔,第一螺杆螺母6和第二螺杆螺母10连接于螺杆3上,第一螺杆螺母6与第一安装件4抵靠,第二螺杆螺母10与第二安装件8抵靠,通过第一扭矩施加体7、第二扭矩施加体9分别对第一螺杆螺母6和第二螺杆螺母10施加扭矩。
22.为了保证螺杆3具有足够的长度并且在压装主轴时能够同时穿过第一安装件和第二安装件,本实施例中,螺杆3的长度至少为主轴箱体长度的1.5倍。
23.本实施例中,第一扭矩施加体7和第二扭矩施加体9均为扳手,且为了保证扭矩的可控,至少有一个扳手为扭矩扳手。
24.本实用新型在对主轴进行压装时,将主轴预先放入主轴箱体中的压装位置,将第一安装件安装于主轴箱体一端的外侧,将第二安装件安装于主轴的一端,在压装时,第二安装件位于主轴的轴向延长线上;将螺杆穿过主轴,主轴同时穿过第一安装件和第二安装件上的螺杆通孔,在螺杆两端安装第一螺杆螺母和第二螺杆螺母,通过第一扭矩施加件和第二扭矩施加件对第一螺杆螺母和第二螺杆螺母施加扭矩,在第一螺杆螺母和第二螺杆螺母的推动下,将主轴以平稳的速度压入主轴箱体中,从而完成主轴的压装。本实用新型在对主轴进行压装时,压装过程较为平稳,不会对主轴产生较大的冲击力,因而避免了对主轴和轴承造成变形和损伤;主轴的压入速度由螺杆螺母的旋转速度决定,因此压装速度可控;并且本实用新型是通过对螺杆螺母施加扭矩的方式产生对主轴的压装力,通过扭矩扳手作为扭矩施加件,能够施加稳定的扭矩,从而实现对压装力的控制,进而保证了装配质量的可控性。
25.本实用新型不局限于上述最佳实施方式,任何人在本实用新型的启示下都可得出其他各种形式的产品,但不论在其形状或结构上作任何变化,凡是具有与本技术相同或相近似的技术方案,均落在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。