1.本实用新型属于轴瓦加工制造技术领域,更具体地说,特别涉及一种轴瓦剪切一次成型装置。
背景技术:
2.轴瓦是发动机主轴上的部件,轴瓦的制造是将轴瓦板料通过冲压模具加工为半圆柱面的结构。
3.现有轴瓦板料的下料、成型和钢印分多道工序完成,工作效率不高,成型整形块和模具调整不方便,在模具更换后,还需要对下料气缸和下料块等部件进行相应的调整,下料气缸和下料块还需要进行相应的测量调试,导致模具更换的时间耗费较长,更换模具后前期的调试步骤较多导致设备故障率高,模具成本高,工人劳动强度大。
技术实现要素:
4.为了解决上述技术问题,本实用新型提供一种轴瓦剪切一次成型装置,通过下整形模具和对应型号的下料气缸固定设置在一起,更换模具时统一更换,模具可快速更换,且更换后无需进行下料气缸的调整,减少调试的工序,更换和调试速度更加快速,以适应不同品种的轴瓦。
5.本实用新型一种轴瓦剪切一次成型装置的目的与功效,由以下具体技术手段所达成:
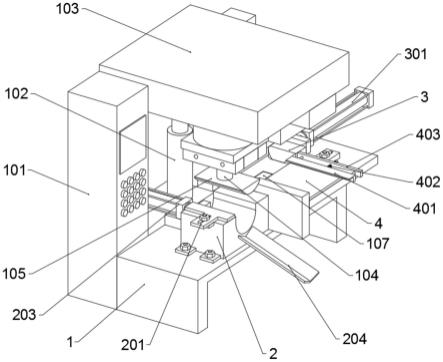
6.一种轴瓦剪切一次成型装置,包括冲床架体;所述冲床架体后部左侧设置有控制箱,控制箱内部设置有plc控制模块,冲床架体后部右侧设置有液压升降缸,液压升降缸的升降杆和冲床块固定连接,冲床块底部左侧滑动设置有连接杆,连接杆和冲床块之间设置有螺旋弹簧,冲床块底部右侧固定设置有上剪切模具,连接杆底端固定设置有上模整形块,冲床架体中部设置有剪切台,剪切台中部固定设置有字模,字模处于下剪切模具的前部,字模处于上剪切模具的垂直下方,上剪切模具和下剪切模具前后为交错设置,冲床架体中部固定设置有下整形模具,下整形模具顶部和上限位板尾部矩形槽螺栓紧固,下整形模具后部固定设置有下料气缸,下料气缸的伸缩杆和下料块固定连接,下整形模具前部固定设置有下料引导槽,下整形模具上部设置有u形的模腔,上模整形块处于下整形模具u形模腔的垂直上方,下料块和下整形模具u形模腔滑动连接,冲床架体中部设置有上料推块,上料推块和上料气缸的伸缩杆固定连接,上料气缸和剪切台固定连接,上料推块底部和剪切台顶部滑动连接,上料推块和上料气缸和下整形模具和上限位板水平直线对齐设置,下整形模具顶部和剪切台为齐平设置,冲床架体中部固定设置有下剪切模具,下剪切模具上部滑动设置有侧限位条,侧限位条和后固定架滑动连接,中螺杆首端和侧限位条转动连接,中螺杆中部和后固定架螺接,后固定架和剪切台顶部螺丝固定。
7.本实用新型至少包括以下有益效果:
8.1、本实用新型通过侧限位条的移动,侧限位条调整进料的宽度,适应剪切板料宽
度尺寸的调整,适应不同轴瓦尺寸的加工,节省换料后的调整工序。
9.2、本实用新型通过剪切台和上剪切模具进行板料的剪切操作,上剪切模具下压剪切后的板料和字模进行打钢印的操作,剪切和打钢印二合一处理,缩减了加工工序,提升了加工效率。
10.3、本实用新型通过下整形模具和对应型号的下料气缸固定设置在一起,更换模具时统一更换,模具可快速更换,且更换后无需进行下料气缸的调整,减少调试的工序,更换和调试速度更加快速,以适应不同品种的轴瓦。
11.4、本实用新型通过上料推块进行剪切后板料的上料,下料块进行成型轴瓦的下料,全自动完成,只需要一人操作即可,降低了工人的劳动强度。
附图说明
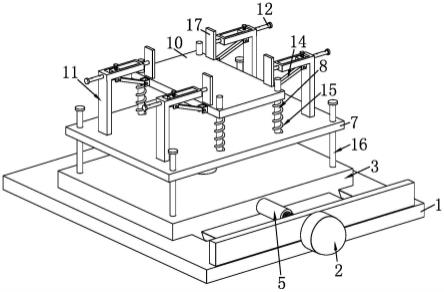
12.图1是本实用新型三维结构示意图。
13.图2是本实用新型上模整形块结构示意图。
14.图3是本实用新型下整形模具结构示意图。
15.图4是本实用新型上料推块结构示意图。
16.图5是本实用新型下剪切模具结构示意图。
17.图中,部件名称与附图编号的对应关系为:
18.1、冲床架体;101、控制箱;102、液压升降缸;103、冲床块;104、连接杆;105、上模整形块;106、上剪切模具;107、字模;108、剪切台;2、下整形模具;201、上限位板;202、下料块;203、下料气缸;204、下料引导槽;3、上料推块;301、上料气缸;4、下剪切模具;401、侧限位条;402、中螺杆;403、后固定架。
具体实施方式
19.下面结合附图和实施例对本实用新型的实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不能用来限制本实用新型的范围。
20.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置”、“连接”、“固定”、“旋接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
21.实施例:
22.如附图1至附图5所示:
23.本实用新型提供一种轴瓦剪切一次成型装置,包括冲床架体1;冲床架体1后部左侧设置有控制箱101,控制箱101内部设置有plc控制模块,冲床架体1后部右侧设置有液压升降缸102,液压升降缸102的升降杆和冲床块103固定连接,冲床块103底部左侧滑动设置有连接杆104,连接杆104和冲床块103之间设置有螺旋弹簧,螺旋弹簧支撑连接杆104和上模整形块105压紧固定板料,冲床块103底部右侧固定设置有上剪切模具106,连接杆104底端固定设置有上模整形块105,冲床架体1中部设置有剪切台108,剪切台108中部固定设置
有字模107;冲床架体1中部固定设置有下整形模具2,下整形模具2上部设置有u形的模腔,上模整形块105处于下整形模具2u形模腔的垂直上方,下料块202和下整形模具2u形模腔滑动连接,下整形模具2的模具结构设计为一次成型,整形与成型合二为一,产品加工的稳定性也大大提高;
24.冲床架体1中部设置有上料推块3,上料推块3和上料气缸301的伸缩杆固定连接,上料气缸301和剪切台108固定连接,上料推块3底部和剪切台108顶部滑动连接,上料推块3和上料气缸301和下整形模具2和上限位板201水平直线对齐设置,下整形模具2顶部和剪切台108为齐平设置,上料推块3推动裁剪后的板料移动至下整形模具2,减少了人员的手动操作,提升了工作效率;冲床架体1中部固定设置有下剪切模具4,下剪切模具4上部滑动设置有侧限位条401,侧限位条401和后固定架403滑动连接,中螺杆402首端和侧限位条401转动连接,上剪切模具106和下剪切模具4前后为交错设置,上剪切模具106和下剪切模具4进行裁剪板料操作,中螺杆402中部和后固定架403螺接,后固定架403和剪切台108顶部螺丝固定,通过转动中螺杆402,中螺杆402和侧限位条401沿后固定架403进行移动,侧限位条401调整进料的宽度,适应剪切板料宽度尺寸的调整,适应不同轴瓦尺寸的加工。
25.其中,下整形模具2顶部和上限位板201尾部矩形槽螺栓紧固,下整形模具2后部固定设置有下料气缸203,下料气缸203的伸缩杆和下料块202固定连接,下整形模具2前部固定设置有下料引导槽204,通过下整形模具2和对应型号的下料气缸203和下料块202预先固定设置在一起,更换模具时,下整形模具2和对应型号的下料气缸203和下料块202统一更换,使得模具可快速更换,且更换后无需进行下料气缸203长度和下料块202尺寸的调整,减少了调试的工序,降低了工人的劳动强度,更换和调试速度更加快速。
26.其中,字模107处于下剪切模具4的前部,字模107处于上剪切模具106的垂直下方,上剪切模具106下压剪切后的板料和字模107进行打钢印的操作,剪切和打钢印二合一处理,缩减了加工工序,提升了加工效率。
27.本实施例的具体使用方式与作用:
28.本实用新型中,本设备主要用于发动机半圆轴瓦板料下料成型的加工,用于瓦直径:φ35-150mm、瓦宽:16mm-80mm、壁厚:1.5mm-4.5mm的规格范围内的产品,工作节拍每分钟60循环(自由调整),原料金属卷通过送料机进行平整并经过侧限位条401和上剪切模具106之间的通道进行送料,轴瓦成型的工作效率为50-60片/min,模具结构简单,加工效率高,剪切、打钢印、压弯成型、下料等工序同步完成,通过上料推块3进行剪切后板料的上料,下料块202进行成型轴瓦的下料,全自动完成,只需要一人看护即可,甚至一人看护几台设备,降低了工人的劳动强度,控制箱101内部的专用plc控制模块进行控制,控制箱101控制液压升降缸102、下料气缸203、上料气缸301的启动和运行间隔设置,性能稳定可靠;下整形模具2的模具结构设计为一次成型,整形与成型合二为一,产品加工的稳定性也大大提高,液压升降缸102带动冲床块103和上模整形块105、上剪切模具106同步下降,上模整形块105将板料沿着下整形模具2模腔进行弯曲变形,下料气缸203推动下料块202将成型的轴瓦推出沿倾斜的下料引导槽204滑动至传送皮带中,下整形模具2可快换,下整形模具2易损件更换方便,通过下整形模具2和对应型号的下料气缸203和下料块202预先固定设置在一起,更换模具时,下整形模具2和对应型号的下料气缸203和下料块202统一更换,使得模具可快速更换,且更换后无需进行下料气缸203长度和下料块202尺寸的调整,减少了调试的工序,降
低了工人的劳动强度,更换和调试速度更加快速,以适应不同品种宽度的轴瓦,通过剪切台108和上剪切模具106进行板料的剪切操作,上剪切模具106下压剪切后的板料和字模107进行打钢印的操作,剪切和打钢印二合一处理,缩减了加工工序,提升了加工效率,通过转动中螺杆402,中螺杆402和侧限位条401沿后固定架403进行移动,侧限位条401调整进料的宽度,适应剪切板料宽度尺寸的调整,适应不同轴瓦尺寸的加工,节省了换料后的侧限位条401重新固定调整的工序,未改进前,设备的适用性单一,工序烦杂,工装模具更换频繁,改善后,轴瓦模具更换更加方便,产品合格率较高,一致性较好,工作效率提高,适用性较强;改善后外观质量高,100%合格,适用品种更多,大大减轻了工人的劳动强度,提高了产品质量和生产效率。
29.本实用新型未详述之处,均为本领域技术人员的公知技术。
30.本实用新型的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本实用新型限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本实用新型的原理和实际应用,并且使本领域的普通技术人员能够理解本实用新型从而设计适于特定用途的带有各种修改的各种实施例。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。