1.本实用新型涉及铝合金生产技术领域,具体为一种用于电机端盖的铝合金压铸装置。
背景技术:
2.铝合金是以铝为基添加一定量其他合金化元素的合金,是轻金属材料之一,铝合金除具有铝的一般特性外,由于添加合金化元素的种类和数量的不同又具有一些合金的具体特性,铝合金有良好的铸造性能和塑性加工性能,良好的导电、导热性能,良好的耐蚀性和可焊性,可作结构材料使用,在航天、航空、交通运输、建筑、机电、轻化和日用品中有着广泛的应用。
3.在对铝合金部件加工时,普遍采用的压铸方式对其进行产品加工,因此需要使用压铸装置对其进行快速加工,但现有的压铸装置在使用时,大都只对一种型号的物料进行加工,因在加工时需要更换大量的部件,才能对其他型号的物料进行加工,并且在成型时,一般是采用自然冷却的方式进行产品加工,这样在生产时容易降低生产的效率。
技术实现要素:
4.本实用新型的目的在于提供一种用于电机端盖的铝合金压铸装置,具备能够根据加工物料的需求对部件进行更换和能够加快物料冷却速度的优点,解决了现有的压铸装置在使用时,大都只对一种型号的物料进行加工,因在加工时需要更换大量的部件,才能对其他型号的物料进行加工,并且在成型时,一般是采用自然冷却的方式进行产品加工,这样在生产时容易降低生产效率的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种用于电机端盖的铝合金压铸装置,包括工作台,所述工作台的一侧固定连接有电机,所述工作台的内腔通过轴承安装有螺纹杆,所述电机的输出端贯穿至工作台的内腔并与螺纹杆固定连接,所述螺纹杆的表面螺纹套设有螺纹块,所述螺纹块的顶部固定连接有第一安装块,所述第一安装块的内腔设置有安装机构,所述工作台顶部的左侧固定连接有支撑框,所述支撑框的顶部贯穿设置有电动推杆,所述电动推杆的输出端贯穿至支撑框的内腔并设置有压铸机构,所述工作台正面的右侧固定连接有控制器。
6.优选的,所述工作台顶部的两侧均焊接有支撑板,两个支撑板相对的一侧焊接有导向滑杆,导向滑杆的表面活动套设有导向块,导向块靠近第一安装块的一侧与第一安装块固定连接。
7.优选的,所述支撑框内腔顶部的两侧均焊接有加强筋,所述工作台底部的四角均焊接有支撑腿。
8.优选的,所述安装机构包括安装槽,所述安装槽的数量为两个,所述安装槽开设于第一安装块内腔的底部,两个安装槽相对的一侧均开设有活动槽,所述活动槽的内腔固定连接有第一弹簧,两个第一弹簧相反的一侧均焊接有第一限位块,所述第一安装块的内腔
活动连接有压铸盒,所述压铸盒底部的两侧均焊接有第二安装块,两个第二安装块相对的一侧均开设有限位槽,所述第一安装块的两侧均开设有通孔,所述第一安装块的两侧均焊接有安装框,所述安装框的表面固定连接有制冷器,所述制冷器的输出端贯穿至安装框的内腔,两个安装框相反的一侧均镶嵌安装有冷却风扇,所述制冷器和冷却风扇的输入端均与控制器电连接。
9.优选的,所述压铸盒顶部的两侧均开设有导向孔,所述压铸盒的两侧均焊接有把手。
10.优选的,所述控制器的输出端分别与电机和电动推杆电连接,所述第一安装块内腔底部的两侧均固定连接有导向杆。
11.优选的,所述压铸机构包括安装板,所述安装板的顶部与电动推杆的输出端固定连接,所述安装板顶部的两侧均焊接有安装盒,所述安装盒的内腔固定连接有第二弹簧,两个第二弹簧相反的一侧均焊接有第二限位块,所述安装板的两侧均贯穿设置有定位销,所述安装板的底部活动设置有压铸块,所述压铸块顶部的两侧均焊接有限位板,所述限位板的顶部贯穿至安装板的顶部。
12.优选的,所述安装板的内腔镶嵌安装有限位套,所述安装板的底部固定连接有定位块,所述压铸块的顶部开设有定位槽,所述安装板顶部的两侧均焊接有导向柱,所述第二限位块的顶部焊接有拉板。
13.与现有技术相比,本实用新型的有益效果如下:
14.本实用新型通过第一安装块、安装槽、活动槽、第一弹簧、第一限位块、第二安装块、限位槽、压铸盒、通孔、安装框、冷却风扇、制冷器、安装板、压铸块、限位板、安装盒、定位销和第二限位块的配合使用,解决了现有的压铸装置在使用时,大都只对一种型号的物料进行加工,因在加工时需要更换大量的部件,才能对其他型号的物料进行加工,并且在成型时,一般是采用自然冷却的方式进行产品加工,这样在生产时容易降低生产效率的问题。
附图说明
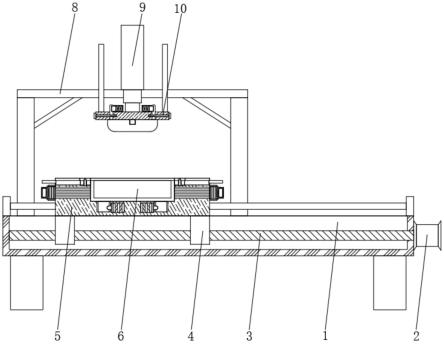
15.图1为本实用新型结构剖视示意图;
16.图2为本实用新型安装机构剖视分解示意图;
17.图3为本实用新型压铸机构剖视分解示意图;
18.图4为本实用新型结构主视示意图。
19.图中:1工作台、2电机、3螺纹杆、4螺纹块、5第一安装块、6安装机构、7控制器、8支撑框、9电动推杆、10压铸机构、11安装槽、12活动槽、13第一弹簧、14第一限位块、15第二安装块、16限位槽、17压铸盒、18通孔、19安装框、20冷却风扇、21制冷器、22安装板、23压铸块、24限位板、25安装盒、26定位销、27第二限位块、28第二弹簧。
具体实施方式
20.请参阅图1-图4,一种用于电机端盖的铝合金压铸装置,包括工作台1,工作台1的一侧固定连接有电机2,工作台1的内腔通过轴承安装有螺纹杆3,电机2的输出端贯穿至工作台1的内腔并与螺纹杆3固定连接,螺纹杆3的表面螺纹套设有螺纹块4,螺纹块4的顶部固定连接有第一安装块5,第一安装块5的内腔设置有安装机构6,工作台1顶部的左侧固定连
接有支撑框8,支撑框8的顶部贯穿设置有电动推杆9,电动推杆9的输出端贯穿至支撑框8的内腔并设置有压铸机构10,工作台1正面的右侧固定连接有控制器7。
21.工作台1顶部的两侧均焊接有支撑板,两个支撑板相对的一侧焊接有导向滑杆,导向滑杆的表面活动套设有导向块,导向块靠近第一安装块5的一侧与第一安装块5固定连接。
22.支撑框8内腔顶部的两侧均焊接有加强筋,工作台1底部的四角均焊接有支撑腿。
23.安装机构6包括安装槽11,安装槽11的数量为两个,安装槽11开设于第一安装块5内腔的底部,两个安装槽11相对的一侧均开设有活动槽12,活动槽12的内腔固定连接有第一弹簧13,两个第一弹簧13相反的一侧均焊接有第一限位块14,第一安装块5的内腔活动连接有压铸盒17,压铸盒17底部的两侧均焊接有第二安装块15,两个第二安装块15相对的一侧均开设有限位槽16,第一安装块5的两侧均开设有通孔18,第一安装块5的两侧均焊接有安装框19,安装框19的表面固定连接有制冷器21,制冷器21的输出端贯穿至安装框19的内腔,两个安装框19相反的一侧均镶嵌安装有冷却风扇20,制冷器21和冷却风扇20的输入端均与控制器7电连接。
24.压铸盒17顶部的两侧均开设有导向孔,压铸盒17的两侧均焊接有把手。
25.控制器7的输出端分别与电机2和电动推杆9电连接,第一安装块5内腔底部的两侧均固定连接有导向杆。
26.压铸机构10包括安装板22,安装板22的顶部与电动推杆9的输出端固定连接,安装板22顶部的两侧均焊接有安装盒25,安装盒25的内腔固定连接有第二弹簧28,两个第二弹簧28相反的一侧均焊接有第二限位块27,安装板22的两侧均贯穿设置有定位销26,安装板22的底部活动设置有压铸块23,压铸块23顶部的两侧均焊接有限位板24,限位板24的顶部贯穿至安装板22的顶部。
27.安装板22的内腔镶嵌安装有限位套,安装板22的底部固定连接有定位块,压铸块23的顶部开设有定位槽,安装板22顶部的两侧均焊接有导向柱,第二限位块27的顶部焊接有拉板。
28.通过设置导向柱,能够在安装板22移动时对其进行导向限位,以防安装板22在移动时发生晃动,通过定位槽和定位块的配合,能够在压铸块23安装时对其进行限位,以防压铸块23发生晃动,通过设置限位套,能够对定位销26进行限位,以防定位销26从安装板22内脱落,通过设置拉板,便于使用者对第二限位块27进行拉动,通过导向滑杆和导向块的配合,能够在第一安装块5移动时对其进行导向限位,通过设置加强筋,能够增加支撑框8的稳定性,通过导向杆和导向槽的配合,能够在压铸盒17安装时对压铸盒17进行导向限位。
29.使用时,使用者先根据压铸的需求对压铸部件进行更换,然后使用者先对压铸块23进行更换,使用者将定位销26从安装板22内拔出,以此解除定位销26对限位板24的限位,同时使用者通过拉板对第二限位块27进行拉动,使第二限位块27从限位板24内移出,解除第二限位块27对限位板24的限位,然后使用者将压铸块23取下,随后使用者将相应型号的压铸块23安装至安装板22上,同时使用者对压铸盒17进行更换,使用者通过把手带动压铸盒17向上进行移动,使压铸盒17能够从第一安装块5内移出,在压铸盒17抬起时带动第二安装块15向上进行移动,以此解除第一限位块14对第二安装块15的限位,然后使用者对相应型号的压铸盒17进行更换安装,在更换完成后,使用者将物料放置到压铸盒17内,然后使用
者通过控制器7对电子部件进行操控,电机2的输出端带动螺纹杆3进行转动,螺纹杆3通过螺纹连接带动螺纹块4进行移动,螺纹块4在移动时带动第一安装块5进行移动,使第一安装块5带动物料移动至支撑框8内,同时通过控制器7对电动推杆9进行操控,随后控制器7的输出端通过安装板22带动压铸块23向下进行移动,以此对物料进行压铸加工,同时通过控制器7对制冷器21和冷却风扇20进行操控,制冷器21先对安装框19内进行制冷,然后冷却风扇20通过通孔18将安装框19内的冷气导入第一安装块5内,以此加快物料成型的速度。
30.综上所述:该用于电机端盖的铝合金压铸装置,通过第一安装块5、安装槽11、活动槽12、第一弹簧13、第一限位块14、第二安装块15、限位槽16、压铸盒17、通孔18、安装框19、冷却风扇20、制冷器21、安装板22、压铸块23、限位板24、安装盒25、定位销26和第二限位块27的配合使用,解决了现有的压铸装置在使用时,大都只对一种型号的物料进行加工,因在加工时需要更换大量的部件,才能对其他型号的物料进行加工,并且在成型时,一般是采用自然冷却的方式进行产品加工,这样在生产时容易降低生产效率的问题。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
