1.本发明涉及塑料合金板材生产领域,具体为一种工程塑料合金板材生产工艺及其上油装置。
背景技术:
2.塑料合金是利用物理共混或化学接枝的方法获得的高性能、功能化、专业化的新材料,塑料合金产品广泛运用于汽车、电子、精密仪器、办公设备、包装材料、建筑材料等领域,它能改善和提高现有塑料的性能并降低成本,成为塑料产业中使用最广泛的品种之一,根据其特性,建筑工程上使用到由塑料合金制作而成的板材,为了使最终板材的外表光滑美观,在板材加工过程中通常需要对板材表面涂抹木蜡油。
3.现有技术中对板材加工的上油通常由手动刷涂完成,部分通过机械化完成涂油的上油装置,如申请号cn201520905668.0提出的一种改进的板材上油装置,在对板材上油的过程中仍然存在以下问题问题:
4.1.在手动涂抹木蜡油时通常使用刮片在板材上往复的刮涂,达到均匀涂抹的目的,同时也能使木蜡油更好的与板材相融,涂抹完成后,通常需要将板材上多余的木蜡油刮下,现有技术中的板材上油装置通过涂油辊将木蜡油涂抹在板材表面,这种涂抹方式无法很好的掌握木蜡油在板材上的用量,无法将多余的木蜡油很好的刮下,且通过滚动的涂油辊涂油无法确保涂油均匀。
5.2.当需要对板材双面进行上油,在木蜡油涂抹完一面后需要对其进行风干或热加工加速木蜡油的固定,手动涂油的过程需要等待木蜡油自然风干或借助工具对其进行风干,再对板材反面进行上油,这个过程耗费大量的时间,现有技术中的风干装置对输送辊上的板材进行风干,在板材固定完全凭借风力风干的效率较慢,无法有效的提高板材的生产效果。
6.所以需要针对上述问题设计一种工程塑料合金板材生产工艺及其上油装置。
技术实现要素:
7.本发明的目的在于提供一种工程塑料合金板材生产用上油装置,以解决上述背景技术中提出现有的上油装置通过涂油辊将木蜡油涂抹在板材表面,这种涂抹方式无法很好的掌握木蜡油在板材上的用量,无法将多余的木蜡油很好的刮下,且通过滚动的涂油辊涂油无法确保涂油均匀,当需要对板材双面进行上油,在木蜡油涂抹完一面后需要对其进行风干或热加工加速木蜡油的固定,手动涂油的过程需要等待木蜡油自然风干或借助工具对其进行风干,再对板材反面进行上油,这个过程耗费大量的时间,现有技术中的风干装置对输送辊上的板材进行风干,在板材固定完全凭借风力风干的效率较慢,无法有效的提高板材的生产效果的问题。
8.为实现上述目的,本发明提供如下技术方案:一种工程塑料合金板材生产用上油装置,包括:
9.上油舱,其内部设置有所述上油机构,所述上油机构上方设置有所述涂抹机构,所述涂抹机构下方设置有所述夹持机构,所述夹持机构内部设置有所述板材本体;
10.热加工舱,其位于所述上油舱右侧,所述热加工舱上方设置有所述加热灯带,所述加热灯带下方设置有所述翻面机构。
11.优选的,所述涂抹机构包括电机,所述电机右侧连接有所述丝杆,所述丝杆左侧设置有所述皮带,且所述丝杆上方设置有所述滑动块,所述滑动块外侧连接有所述刮板。
12.优选的,所述丝杆为往复螺纹丝杆,所述滑动块内壁与所述丝杆为螺纹连接,所述刮板与所述板材本体相接触。
13.优选的,所述上油机构包括抽油泵,所述抽油泵上下连接有所述油管,所述油管下方设置有所述油箱,所述油箱上方设置有所述隔板,所述隔板中部设置有所述喷油头。
14.优选的,所述上油舱上下各设置有所述油箱,且所述上方油箱下方同样连接有所述喷油头,所述上下油箱通过所述油管连接。
15.优选的,所述夹持机构包括夹块,所述夹块内部设置有所述夹持块,所述夹持块左侧连接有所述伸缩杆,所述伸缩杆左侧连接有所述弹簧,所述夹块左侧连接有所述连接杆,所述连接杆左侧连接有所述滑块,所述滑块下方设置有所述电动滑轨。
16.优选的,所述板材本体两侧与所述夹持块相接触,所述夹持块两侧为弧面,且所述夹持块通过所述弹簧与所述连接杆连接,构成伸缩复位结构。
17.优选的,所述翻面机构包括推动块,所述推动块内部设置有所述推槽,所述推槽右侧设置有所述推杆,所述推杆设置在所述滑块上方,所述连接杆外侧连接有所述齿轮,所述齿轮下方设置有所述齿条杆,且所述齿轮上方设置有所述卡块,所述齿条杆外侧设置有所述滑杆。
18.优选的,所述连接杆与所述滑块为轴承连接,所述卡块与所述推杆为一体化结构,且所述卡块与所述连接杆为一体化连接。
19.本发明提供另一种技术方案,一种工程塑料合金板材生产工艺;
20.第一步:配料,按配比将丁二烯乳胶、接枝聚合物和san共聚合物混合,并对其进行充分搅拌;
21.第二步:脱水,将混合后的材料经过湿工艺处理,使混合料脱去大量水分,得到胶粒或胶块和san粒子;
22.第三步:挤出,将胶粒或胶块及san粒子送入挤出机内进行干燥、混合并挤出;
23.第四步:定型,将挤出机处理挤出后的材料经过抛光、修边等方式,制作为板材;
24.第五步:切割上油,将成型后的大块板材切割为小块板材,并对其进行上油;
25.第六步:热处理,通过热处理的方式将涂抹过木蜡油的板材进行烘干定型。
26.与现有技术相比,本发明的有益效果是:该工程塑料合金板材生产用上油装置,采用新型的结构设计,同时对板材双面进行涂抹,并使用刮板对其进行均匀涂抹,将多余的木蜡油刮下,刮下的木蜡油从隔板缝隙流入油箱中,达到再利用的效果,在上油后将木蜡油固定时,通过加热灯带的热加工,并通过翻转机构使板材自动的来回反转,提高木蜡油干涸的效率;
27.1.将板材通过夹持机构夹持固定,为了使板材表面能够被完成的涂抹到,夹持机构通过将板材从侧面挤压的方式夹持,在喷油头对板材上下喷涂上木蜡油后,通过丝杆传
动带动的刮板对板材上下进行往复的刮涂,使木蜡油涂抹均匀的同时,将多余的木蜡油刮下,多余的木蜡油向下掉落至隔板,并从隔板缝隙中流入油箱内,达到节能省材的目的;
28.2.涂抹完成的板材在电动滑轨的传动下进入到热加工舱,热加工舱上方设置加热灯带对板材进行热加工烘干,同时热加工舱内设置有翻转机构,在电动滑轨往复的传动下将板材进行往复的翻面,加快板材上油脂的烘干效果,并且对板材两面都能起到均匀的烘干效果,减少了单面涂抹等待烘干的时间耗费,使板材加工的效率更高。
附图说明
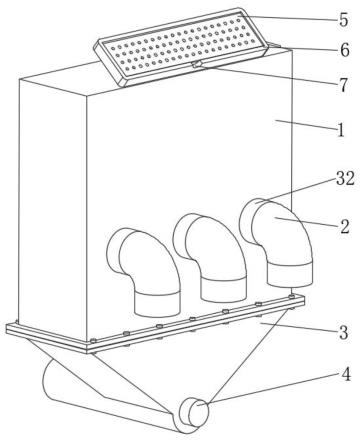
29.图1为本发明整体正面剖视结构示意图;
30.图2为本发明涂抹机构正视结构示意图;
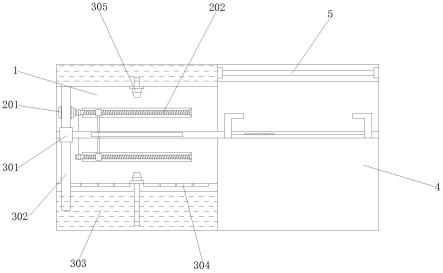
31.图3为本发明上油舱侧视剖面结构示意图;
32.图4为本发明夹持机构侧视放大结构示意图;
33.图5为本发明夹持机构俯视结构示意图;
34.图6为本发明隔板俯视结构示意图;
35.图7为本发明翻面机构俯视结构示意图;
36.图8为本发明翻面机构侧视结构示意图;
37.图9为本发明翻面机构立体结构示意图。
38.图中:1、上油舱;2、涂抹机构;201、电机;202、丝杆;203、滑动块;204、刮板;205、皮带;3、上油机构;301、抽油泵;302、油管;303、油箱;304、隔板;305、喷油头;4、热加工舱;5、加热灯带;6、板材本体;7、夹持机构;701、夹块;702、滑块;703、电动滑轨;704、连接杆;705、弹簧;706、伸缩杆;707、夹持块;8、翻面机构;801、推动块;802、齿条杆;803、齿轮;804、卡块;805、推杆;806、滑杆;807、推槽。
具体实施方式
39.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.请参阅图1-9,本发明提供一种技术方案:一种工程塑料合金板材生产用上油装置包括:
41.上油舱1,其内部设置有上油机构3,上油机构3上方设置有涂抹机构2,涂抹机构2下方设置有夹持机构7,夹持机构7内部设置有板材本体6;
42.热加工舱4,其位于上油舱1右侧,热加工舱4上方设置有加热灯带5,加热灯带5下方设置有翻面机构8。
43.本例中涂抹机构2包括电机201,电机201右侧连接有丝杆202,丝杆202左侧设置有皮带205,且丝杆202上方设置有滑动块203,滑动块203外侧连接有刮板204,丝杆202为往复螺纹丝杆,滑动块203内壁与丝杆202为螺纹连接,刮板204与板材本体6相接触,上下两个刮板204对板材本体6进行均匀涂抹。
44.上油机构3包括抽油泵301,抽油泵301上下连接有油管302,油管302下方设置有油
箱303,油箱303上方设置有隔板304,隔板304中部设置有喷油头305,上油舱1上下各设置有油箱303,且上方油箱303下方同样连接有喷油头305,上下油箱303通过油管302连接,在对板材本体6进行双面喷涂的同时,将多余的木蜡油回收再利用,达到节能省材的目的。
45.夹持机构7包括夹块701,夹块701内部设置有夹持块707,夹持块707左侧连接有伸缩杆706,伸缩杆706左侧连接有弹簧705,夹块701左侧连接有连接杆704,连接杆704左侧连接有滑块702,滑块702下方设置有电动滑轨703,板材本体6两侧与夹持块707相接触,夹持块707两侧为弧面,且夹持块707通过弹簧705与连接杆704连接,构成伸缩复位结构,通过对板材本体6侧面夹持,确保板材本体6上下两面都能完全的被涂抹。
46.翻面机构8包括推动块801,推动块801内部设置有推槽807,推槽807右侧设置有推杆805,推杆805设置在滑块702上方,连接杆704外侧连接有齿轮803,齿轮803下方设置有齿条杆802,且齿轮803上方设置有卡块804,齿条杆802外侧设置有滑杆806,连接杆704与滑块702为轴承连接,卡块804与推杆805为一体化结构,且卡块804与连接杆704为一体化连接,通过对板材本体6进行翻转,提高烘干效率,提高板材加工效率。
47.本发明提供一种工程塑料合金板材生产工艺:
48.第一步:配料,按配比将丁二烯乳胶、接枝聚合物和san共聚合物混合,并对其进行充分搅拌;
49.第二步:脱水,将混合后的材料经过湿工艺处理,使混合料脱去大量水分,得到胶粒或胶块和san粒子;
50.第三步:挤出,将胶粒或胶块及san粒子送入挤出机内进行干燥、混合并挤出;
51.第四步:定型,将挤出机处理挤出后的材料经过抛光、修边等方式,制作为板材;
52.第五步:切割上油,将成型后的大块板材切割为小块板材,并对其进行上油;
53.第六步:热处理,通过热处理的方式将涂抹过木蜡油的板材进行烘干定型。
54.工作原理:使用本装置时,首先根据图1-6,当对加工好的塑料合金板材进行上油处理时,自上油舱1的左侧将板材推入夹持机构7内部,夹持块707两侧呈弧形,当板材本体6被推入时,夹持块707受力向两侧收缩,夹持块707连接的伸缩杆706向两侧收缩,同时弹簧705受压收缩,并在其本身复位弹力下对板材本体6提供夹持力,完成夹持后,通过操作电动滑轨703,使板材本体6进入上油舱1内,当板材本体6移动到上油舱1中部时,电动滑轨703停止滑动,启动的喷油头305(根据生产需求和成本设置通过感应开启或手动开启的喷油头305,喷头开关方式为现有技术)对板材本体6上下进行喷涂,随后启动电机201,使电机201带动丝杆202旋转,连接在电机201上丝杆202通过皮带205带动下方丝杆202旋转,当丝杆202旋转时,丝杆202上的滑动块203在丝杆202上滑动,滑动块203右侧连接的刮板204与板材本体6相接触,上下两个丝杆202上各设置有一个刮板204,对板材本体6的上下两面进行刮涂,将木蜡油涂抹均匀的同时,将多余的木蜡油从板材本体6两侧刮下,防止多余的木蜡油在板材本体6上方堆积,造成涂抹不均,被刮下的木蜡油落至隔板304上,并从隔板304间的缝隙向下流入至油箱303内,达到节能省材的目的。
55.根据图7-9,木蜡油涂抹完成后,通过电动滑轨703的传动,使板材本体6传送至热加工舱4内,热加工舱4上方设置有加热灯带5,对板材本体6进行烘干处理,进入热加工舱4后,将电动滑轨703设置为往复滑动模式,当滑块702滑动至热加工舱4右侧顶端时,右侧设置的推动块801将滑块702上方的推杆805向外侧推动,带动连接在推杆805下方的连接杆
704在滑块702内向外滑动,连接杆704外侧连接的齿轮803从滑杆806上滑动,此时滑块702向回传动至热加工舱4左侧,直至滑块702移动至左侧顶端,推杆805进入左侧的推动块801的推槽807内,推动块801推动推杆805向内侧滑动,使连接杆704连接的齿轮803向内侧滑动至齿条杆802上,齿条杆802上的齿块与齿轮803相啮合,使再度向右侧滑动的齿轮803发生旋转,从而带动连接杆704进行180
°
的翻转,重复上述操作,滑块702在热加工舱4内往复滑动时,板材本体6在内部进行反复的翻转,使板材本体6受热均匀,加速烘干效率,该装置对板材一次进行双面涂抹同时进行双面烘干,大大提高了塑料合金板材的生产效率,以上便是整个工程塑料合金板材生产用上油装置的功能介绍与操作步骤,本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
56.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。