1.本发明涉及智能制造技术领域,具体涉及产品的生产方法。
背景技术:
2.制造领域的工艺规划文件一般指工艺规程、fema及控制计划。工艺规程规划有编制—审核—发放执行三个过程,工艺工程师编制工艺文件并由工艺团队审核,审核完成后打印发放至生产现场执行。现有方法在编制过程存在以下问题:
3.1.工艺文件编制采用“人工 excel”或“人工 工艺文件模板”的半自动方式进行,存在编制慢、易出错的问题;
4.2.工艺规划以工艺工程师经验为主,容易出现因工艺工程师缺乏经验导致工艺文件内容与现场不一致、技术要求现场无法执行、内容缺项等问题;
5.3.工艺文件管理属于动态管理,当现场需要进行工艺调整时,因为人工修订速度慢,难以立即发现立即调整,工艺文件存在与现场脱节的情况;
6.4.在产品的生产过程中需要人工监控,容错率较低。
技术实现要素:
7.本发明的目的之一在于提供一种基于智能制造的产品生产方法,以解决背景技术提出了的问题之一;目的之二在于提供一种基于智能制造的产品生产系统。
8.为了实现上述目的,本发明采用的技术方案如下:
9.一种基于智能制造的产品生产方法,其特征在于:所述方法具体为:
10.基于导入的待加工产品的3d模型、生产要求以及工艺规划边界,匹配对应的工艺文件模板;
11.根据定义的生产要求,结合生产待加工产品的国标、企标设计标准、工艺标准、加工标准、工程师经验数据库、历史产品工艺数据库或者现场工艺数据库至少之一,制定生产待加工产品的工艺文件,并将工艺文件发布至生产设备;
12.在生产的过程中,实时监测当前的设备运行参数是否位于最优的设备运行参数范围,若是,则设备继续进行运行;若不是,则自动调整该设备的运行参数位于当前时刻的最优的设备运行参数范围内,然后设备继续运行。
13.根据上述技术手段,由于在生产过程中实施了监测,因此无需人工监控,即重新调整设备的运行参数,有效的提高了容错率。
14.进一步,设定所述最优设备运行参数范围的方法为:基于knn算法针对历史设备运行参数以及产品质量数据进行标准化处理,得到每一时刻最高的产品质量所对应最优的设备运行参数范围。
15.一种基于上述的方法的基于智能制造的产品生产系统,包括:
16.工艺文件模板库,包含工艺文件模板;
17.工艺数据库,至少包括制备所要加工产品所对应的国标、企标设计标准、工艺标
准、加工标准、工程师经验数据库、历史产品工艺数据或者现场工艺数据至少之一;
18.工艺文件模板匹配模块,配置为基于导入的待加工产品的3d模型、生产要求以及工艺规划边界,在所述工艺模板库中匹配对应的工艺文件模板;
19.工艺模板制备模块,配置为基于定义的生产要求、所述工艺数据库以及所匹配的工艺文件模板,制定生产待加工产品的工艺文件,并将工艺文件发布至生产设备;
20.监控模块,配置为在生产的过程中,实时监测当前的设备运行参数是否位于最优的设备运行参数范围,若是,则设备继续进行运行;若不是,则自动调整该设备的运行参数位于当前时刻的最优的设备运行参数范围内,然后设备继续运行。
21.根据上述技术手段,由于设置了工艺文件模板匹配模块以及工艺模板制备模块,在制备工艺文件时可基于工艺文件模板库,工艺文件的制备能够基于历史文件和国家标准等,能快速编制工艺文件、使用过程中具备自我学习自我优化及工艺文件快速移植的功能,提高工艺文件编制、优化效率,降低出错率。实现了生产现场进行产品切换时,只需导入产品3d数据、重新定义生产要求,即可实现工艺文件及现场生产工艺的自动切换。
22.进一步,所述工艺文件模板库中的工艺文件模板为人工定义、编制。
23.进一步,当待加工产品生产完成时,将合格的待加工产品加工过程的生产工艺参数和设备运行参数录入所述工艺数据库中。
24.进一步,所述监控模块通过如下方法设定最优的设备运行参数范围:
25.基于knn算法针对历史设备运行参数以及产品质量数据进行标准化处理,得到每一时刻最高的产品质量所对应最优的设备运行参数范围。
26.进一步,所述工艺模板制备模块通过网联或5g通讯方式将设计完成的工艺文件发布至生产设备系统中。
27.本发明的有益效果:
28.本发明提高了生产产品的效率,减少了出错几率,并且不受制于工程师经验,同时能快速编制工艺文件、使用过程中具备自我学习自我优化及工艺文件快速移植的功能,提高工艺文件编制、优化效率,降低出错率。
附图说明
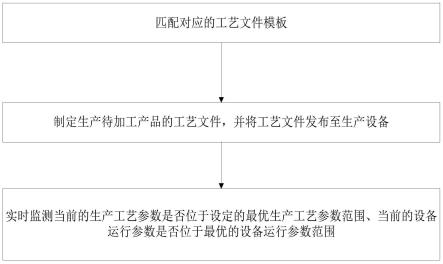
29.图1为本发明实施例1的流程图;
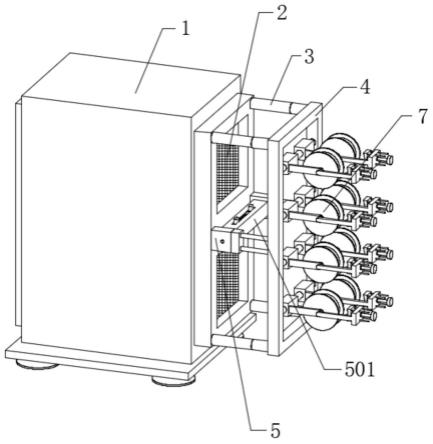
30.图2为实施例2的生产系统结构图。
31.其中,1-工艺文件模板库;2-工艺文件模板匹配模块;3-工艺数据库;4-监控模块;5-工艺文件制备模块。
具体实施方式
32.以下将参照附图和优选实施例来说明本发明技术方案的实施方式,本领域技术人员可由本说明书中所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。应当理解,优选实施例仅为了说明本发明,而不是为了限制本发明的保护范围。
33.需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构
想,遂图式中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
34.实施例1
35.本实施例提出了一种基于智能制造的产品生产方法,如图1所示,方法具体为:
36.s1:基于导入的待加工产品的3d模型、生产要求以及工艺规划边界,匹配对应的工艺文件模板。
37.s2:根据定义的生产要求,结合生产待加工产品的国标、企标设计标准、工艺标准、加工标准、工程师经验数据库、历史产品工艺数据库或者现场工艺数据库至少之一,制定生产待加工产品的工艺文件,并将工艺文件发布至生产设备;
38.s3:在生产的过程中,实时监测当前的设备运行参数是否位于最优的设备运行参数范围,若是,则设备继续进行运行;若不是,则自动调整该设备的运行参数位于当前时刻的最优的设备运行参数范围内,然后设备继续运行。
39.该步骤需要基于计算机算法来实施,是基于智能制造收集的生产数据结合人工智能开发的一套算法,该算法可以根据生产工艺参数、设备运行参数、产品质量数据等搭建工艺算法模型并持续迭代优化,其具体实施方法如下:
40.(1)调取历史生产工艺参数、设备运行参数、产品质量数据,建立“生产过程数据-产品质量”关系基础表,本实施例中如表1所示,以加工压铸机生产为例,表1只式出了部分参数项目,仅作为解释作用。
41.表1生产过程数据-产品质量关系基础表
[0042][0043]
(2)采用knn算法或其他算法将“生产过程数据-产品质量”关系基础表中的各类数据进行标准化数据处理,得出最优的“生产过程数据-产品质量”算法模型(即计算出最优的工艺范围、设备运行参数,在此范围内能得到最高的产品质量),生产过程数据-产品质量算法模型能够得到每一时刻所对应的最优设备运行参数范围。
[0044]
(3)当产品生产过程数据超出最优“生产过程数据-产品质量”算法模型中的工艺范围时,设备停止工作,同时自动调整设备参数至该时刻的最优的设备运行参数范围内,然后设备继续运行。达到实时监控产品质量、自动调整工艺参数及设备设定参数的目的。
[0045]
例如,在某一时刻的缸套温度1不在最优的设备运行参数范围内,则停止加热缸套1的设备,然后自动调整该设备的加热温度,调整后的加热温度位于该时刻的最优的设备运行参数范围内。
[0046]
工艺参数是由系统自动生成写入设备,并且系统在不断的优化工艺参数并不断的写入。
[0047]
实施例2
[0048]
本实施例提出了一种基于智能制造的产品生产系统,基于实施例1,如图2所示,包
括:
[0049]
工艺文件模板库1,包含工艺文件模板,工艺文件模板为人工提前人工定义、编制,然后通过it转换后上传工艺文件模板库1,规划工艺文件时自动调动该模板库对应的工艺文件模板,工艺文件模板库1,需要更新时由人工重新上传新模板即可。
[0050]
工艺数据库3,至少包含制造该产品的国标、企标设计标准、工艺标准、加工标准、工程师经验数据库、历史产品工艺数据或者现场工艺数据至少之一,该工艺数据库3包含的可应用的历史数据越多对后期自动规划的工艺精准度越有效,工艺数据库3可通过人工不断更新标准、工程师数据库,也可以通过不断采集现场工艺数据持续更新工艺数据库3内容。
[0051]
工艺文件模板匹配模块2,配置为基于导入的待加工产品的3d模型、生产要求以及工艺规划边界,在工艺模板库中匹配对应的工艺文件模板;
[0052]
工艺模板制备模块5,配置为基于定义的生产要求、工艺数据库以及所匹配的工艺文件模板,制定生产待加工产品的工艺文件,并将工艺文件发布至生产设备;
[0053]
以制定采用加工中心加工直径为20mm的加工孔工艺为例:工艺模板制备模块5首先调用工艺数据库3中的同类产品的历史产品工艺数据或现场工艺数据,搜索是否有该类孔加工工艺,如有则初步采用该工艺并调动国标、企标或加工标准等检查该工艺是否符合标准要求,如符合则直接写入工艺文件中并发布至生产设备,如果不符合标准则自动结合标准进行优化后下发;如果未搜索到该类孔历史加工工艺,则调用国标、企标或加工标准中相关的加工标准自动制定加工刀类型、刀具尺寸及刀速、路径等工艺要求后写入工艺文件中并发布至生产设备。
[0054]
监控模块4,配置为在生产的过程中,实时监测当前的设备运行参数是否位于最优的设备运行参数范围,若是,则设备继续进行运行;若不是,则自动调整该设备的运行参数位于当前时刻的最优的设备运行参数范围内,然后设备继续运行。其监控方法已在实施例1中说明,此处不赘述。
[0055]
本实施例中,首选需要在生产系统中建立工艺数据库3,工艺数据库3应包含生产该产品的国标、企标设计标准、工艺标准及加工标准等、工程师经验数据库、历史产品工艺数据库及现场工艺数据库;然后人工建立数个工艺文件模板,并将其导入工艺文件模板库1;需要在生产系统中建立工艺优化算法模型,用于对生产过程进行监控。
[0056]
利用基于智能制造的产品生产系统进行产品生产的方法为:
[0057]
步骤1:将产品3d导入工艺自动规划系统中,定义生产要求,提出工艺规划边界;
[0058]
步骤2:工艺文件模板匹配模块2匹配生产该产品的工艺文件模板;
[0059]
步骤3:人为定义的生产要求(例如机加孔尺寸、深度等),工艺模板制备模块5基于工艺数据库3中的生产待加工产品的国标、企标设计标准、工艺标准、加工标准、工程师经验数据库、历史产品工艺数据库或者现场工艺数据库,制定生产待加工产品的工艺文件,并将工艺文件发布至生产设备本实施例中工艺模板制备模块5通过网联或5g等通讯方式将设计完成的工艺文件发布至生产设备系统中,生产设备可通过设备上的hmi或平板显示屏等展示现场生产工艺。
[0060]
步骤4:监控模块4基于所设计的算法监控产品的生产过程,当产品生产完成时,监控模块4将产品的生产过程(包括随时间变化的生产工艺参数、设备运行参数)传递至工艺
数据库3进行储存。进而通过自学习的方式提高算法的精度。
[0061]
以上实施例仅是为充分说明本发明而所举的较佳的实施例,本发明的保护范围不限于此。本技术领域的技术人员在本发明基础上所作的等同替代或变换,均在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。