一种非晶-晶体双相结构的可降解znzr合金及其制备方法
技术领域
1.本发明涉及一种非晶-晶体双相结构的可降解znzr合金及其制备方法:属于材料设计和制备领域。
背景技术:
2.组织损伤后修复、缺失后再生一直是人类不断探索解决的世界性难题,随着人口老龄化、骨质疏松和骨缺损患者的不断加剧以及意外导致的骨科疾病人数不断增加,全球对功能性骨移植的需求也随之增加。面对临床应用的迫切需要,为了开发具有与天然骨类似仿生结构和生物功能的骨修复材料,骨组织工程应运而生并取得快速发展。
3.近年来,以zn为代表的可降解金属改变了人们通常将金属植入物作为生物惰性材料使用的传统思想,巧妙地利用其腐蚀特性实现金属植入物在体内逐渐降解直至最终消失,被誉为是革命性的金属生物材料。zn作为人体必需的微量元素之一,具有多种生物功能,不仅能调节动脉血压,辅助参与多种酶的活动与代谢,同时还在免疫系统中起着重要作用。更重要的是,研究表明zn对骨组织的生长和矿化有着不可替代的作用。然而纯zn的力学强度较低,抗压强度通常小于20mpa,难以满足多孔骨植入物要求。因此,如何提高纯zn的力学性能成为实现其生物医学应用的主要挑战。
4.在zn合金中添加zr元素,可以有效减小晶粒尺寸,且zr对细胞的毒性较小,同时耐腐蚀性比较好。因此zn-zr合金作为极有发展前景的生物可降解金属材料,受到研究者的广泛关注。如专利cn 113005481 a《一种电脱氧制备生物医用锌锆或镁锌锆合金的方法》就尝试了利用熔盐电脱氧制备zn-zr合金。但该技术仅仅做了一些简单尝试,并未做进一步的研究,而且其也只得到了含有氧化镁的zn-zr合金相。
5.同时,到目前为止,还鲜有利用简单的zn、zr两种元素来开发含非晶结构产物的相关报道。
技术实现要素:
6.针对现有技术的不足;本发明首次提出采用机械合金化与选区激光熔化的组合工艺制备具有优异力学性能的非晶-晶体双相znzr合金:首先利用机械合金化强制znzr由晶态向非晶态转变,获得完全非晶态的znzr合金粉末;随后利用适当的选区激光熔化参数维持非晶结构,进而得到具有非晶-晶体双相结构的 znzr合金。
7.本发明一种非晶-晶体双相结构的可降解znzr合金;所述可降解znzr合金中含有非晶-晶体双相结构,其中非晶结构所占质量比为12.2%~70%、优选为 53.48%~69.76%。在此范围内,所制备合金兼具非晶和晶体双重优势,即非晶相无序排列的原子结构能够赋予合金优异的力学强度,而晶体相可以阻碍剪切带的快速传播并促进多重剪切带的发起和分散,起到合金增韧的目的。
8.本发明一种非晶-晶体双相结构的可降解znzr合金;利用机械合金化制备非晶znzr合金粉末,随后通过选区激光熔化制备兼具非晶-晶体双相结构的znzr 合金。
9.本发明一种非晶-晶体双相结构的可降解znzr合金;机械合金化使用的原料为纯zn粉和纯zr粉,纯zn粉末平均粒度为55-65μm、优选为60μm,纯zr 粉末平均粒度为70-80μm、优选为75μm,所述粉末纯度大于等于99.99%。
10.本发明一种非晶-晶体双相结构的可降解znzr合金的制备方法;包括下述步骤:
11.(1)将zn粉和zr粉按原子分数60:40进行配料,按球料质量比10:1~15: 1的比例将粉末和磨球装入不锈钢球磨罐中,加无水酒精作为球磨介质,抽真空后充入高纯氩气保护。
12.(2)使用直径为10-15mm和6-8mm的硬质钢球,球磨机转速为 300~500r/min,在球磨机中对粉末球磨10~30小时,得到znzr合金粉末。
13.(3)以上述球磨后的znzr合金粉末为原料,在保护气氛下,采用选区激光熔化工艺制备得到znzr合金;控制激光功率为70~100w,扫描速度为80~120mm/s,激光光斑直径为50~100μm,扫描间距为50~150μm,层厚为0.1-0.2 mm。
14.本发明一种非晶-晶体双相结构的可降解znzr合金及其制备方法;其特征在于:机械合金化使用的原料为纯zn粉和纯zr粉,纯zn粉末平均粒度60μm,纯zr粉末平均粒度75μm,所述粉末纯度为99.99%。
15.作为优选;本发明一种非晶-晶体双相结构的可降解znzr合金及其制备方法;步骤(1)中球料质量比为10:1~15:1;进一步优选为15:1。
16.步骤(1)中,保护气体为氩气。
17.作为优选;本发明一种非晶-晶体双相结构的可降解znzr合金及其制备方法;步骤(2)中球磨机转速为340-360r/min。
18.作为优选方案;本发明一种非晶-晶体双相结构的可降解znzr合金及其制备方法,步骤(2)中球磨机转速进一步优选为350r/min。
19.作为优选方案;本发明一种非晶-晶体双相结构的可降解znzr合金的制备方法,使用直径为6mm和10mm的硬质钢球,球磨机转速为350r/min,在球磨机中对粉末球磨29~30小时,得到非晶化率极高的znzr合金粉末。
20.作为进一步的优选,6mm和10mm的硬质钢球的质量比为2:1。
21.作为优选方案,本发明一种非晶-晶体双相结构的可降解znzr合金的制备方法,步骤(3)中工艺参数进一步优选为激光功率为80~100w,扫描速度为80~110 mm/s,激光光斑直径为50μm,扫描间距为80μm,层厚为0.1mm。
22.作为进一步的优选方案;本发明一种非晶-晶体双相结构的可降解znzr合金的制备方法,步骤(3)中工艺参数进一步优选为激光功率为80w,扫描速度为 110mm/s,激光光斑直径为50μm,扫描间距为80μm,层厚为0.1mm。
23.本发明一种非晶-晶体双相结构的可降解znzr合金及其制备方法;经优化后,所得合金的抗压屈服强度为140~161mpa。
24.原理和优势
25.本发明首次利用机械合金化和选区激光熔化制备兼具非晶-晶体双相结构的可降解znzr合金。作为一种非平衡态下的粉末固态合金化技术,机械合金化通过粉末颗粒与磨球、球罐之间长时间激烈地冲击、碰撞,使粉末颗粒反复产生变形、冷焊和断裂,提高了组元的化学活性,降低了扩散的能垒,使粉末在原子量级上实现合金化并不断细化;不同于普通
的固态反应,机械合金化过程中的热力学和动力学使传统熔炼工艺难以制备的合金体系和远离热力学平衡的准稳态、非平衡态的合金制备成为可能。本发明基于zn-zr体系的大混合焓和原子尺寸失配,利用机械合金化突破传统非晶成分范围,强制性促使znzr晶体原子的周期性排列失稳,从而诱发晶态向非晶态转变,进而获得部分或完全非晶态的znzr合金粉末(优选为完全非晶态的znzr合金粉末)。另一方面,机械合金化所制备的非晶znzr粉末中长程无序而短程有序的原子结构属于热力学亚稳态,后续合金成型过程中若不能以较快的速率熔化、致密化和凝固,亚稳态的非晶原子会通过长程扩散发生晶化,从而丧失原有的非晶结构。本发明中选区激光熔化工艺的激光作用区域小(微米级)、作用时间短(毫秒级),熔池冷却速率很高,可以有效抑制成型过程中发生晶化,从而维持所得合金中的非晶结构,制备出非晶-晶体双相结构的znzr合金;此外,选区激光熔化的增材制造特性,不仅可以有效解决传统制备工艺存在的非晶合金尺寸限制,而且能够实现非晶合金外形和结构的个性化定制,为非晶合金制备及其生物医学应用提供新方法。
26.本发明机械合金化工艺参数直接决定了znzr粉末合金化过程和晶态向非晶态转变。如当球磨时间过短或球磨转速过低时,可能会导致粉末只是破碎细化并进行简单的混合,并未发生合金化的固态扩散反应,无法形成非晶结构;当球磨时间过长或球磨转速过高时,可能会导致已经细化的粉末颗粒因为粉末表面自由能的增加而以团聚的方式来降低体系的能量,从而使粉末发生大量的焊合粗化;当球磨转速合适但球磨时间不足时,可能导致后期提供的能量不足以使破碎的粉末发生合金化反应,进而无法促进元素的扩散形成非晶结构。只有当球磨参数在本发明范围内时,才能实现znzr粉末的非晶化转变,且粉末形状和粒度仍能满足选区激光熔化工艺的要求。
27.本发明选区激光熔化工艺参数影响znzr粉末成型过程中非晶结构维持状态。如当激光功率过低、扫描速度过快时,非晶粉末无法完全熔化,会造成颗粒夹杂、致密度低等问题,所制备znzr合金力学性能差甚至无法成型;当激光功率过高、扫描速度过慢时,由于zn的熔沸点差异小、蒸汽压大,极易造成氧化烧损和烟尘飞溅等问题,影响znzr合金的成型质量,更重要的是由于熔池凝固速率降低而加剧晶化过程,导致所制备znzr合金中非晶含量降低甚至完全丧失非晶结构。只有当选区激光熔化工艺参数在本发明范围内时,才能最大程度保留机械合金化形成的非晶结构,从而制备具有优良力学性能的非晶-晶体双相结构znzr合金。
28.本发明中所制备的非晶-晶体双相结构znzr合金具有优良的综合力学性能,当施加于双相znzr合金的载荷超过其能承受的临界值时,原子重排会优先在自由体积较大的区域被激活,从而导致局域化剪切带的形成,局域化剪切带的传播进而导致合金发生失稳断裂,然而在非晶基体内的延性晶体相将会阻碍剪切带的快速传播并且耗散断裂能。此外,延性相可以促进多重剪切带的分散和交错,交错的剪切带也能进一步吸收断裂能,起到非晶合金增韧的目的。
29.本发明的主要优点在于:
30.(1)本发明利用机械合金化的非平衡性和强制性特点,突破传统非晶成分范围,在固态条件下实现znzr晶态向非晶态转变,可以制备完全非晶态的znzr 合金粉末。
31.(2)本发明控制选区激光熔化的条件参数,能有效抑制非晶成型过程中的快速晶化,从而为制备非晶-晶体双相结构的znzr合金提供了必要条件。
32.(3)本发明利用选区激光熔化的增材制造特性,解决传统非晶制备工艺存在的合金尺寸限制,而且能够实现非晶合金外形和结构的个性化定制。
33.(4)本发明所制备znzr合金的非晶-晶体双相结构能够阻碍位错的产生和抑制裂纹的扩展,同时通过剪切带的交错吸收断裂扩散能,从而展现了优良的力学性能,为解决纯zn力学性能不足的问题提供了有效策略。
34.(5)本发明所制备的非晶-晶体双相结构znzr合金还能在人体环境中逐渐降解,且降解产物具有良好的生物相容性和生物功能,能够参与人体新陈代谢和组织再生,作为医用植入物具有显著优势。
附图说明
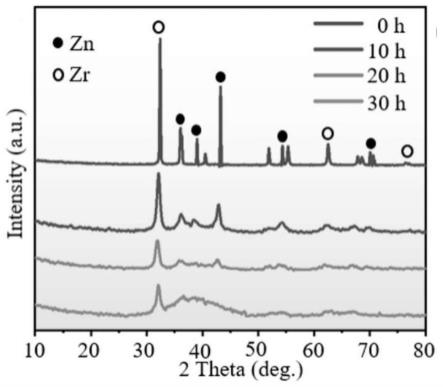
35.附图1不同机械合金化工艺下znzr粉末的xrd图;
36.附图2实施例1选区激光熔化所制备非晶-晶体双相结构znzr合金的tem 图。
具体实施方式
37.下面通过实施例对本发明的具体实施方式进行阐述:
38.实施例1
39.将zn粉和zr粉按原子分数60:40进行配料,按球料质量比15:1的比例将粉末和磨球装入不锈钢球磨罐中,加无水酒精作为球磨介质,抽真空后充入高纯氩气保护。使用直径为10mm和6mm的硬质钢球(按质量比;直径为10mm 的硬质钢球:直径为6mm的硬质钢球=1:2),球磨机转速为350r/min,在球磨机中对粉末球磨30小时,得到znzr合金粉末。以上述球磨后的znzr合金粉末为原料,在保护气氛下,采用选区激光熔化工艺制备得到znzr合金;控制激光功率为80w,扫描速度为110mm/s,激光光斑直径为50μm,扫描间距为80μm,层厚为0.1mm。
40.测试发现,机械合金化30小时后znzr粉末已基本转变为非晶态(附图1),且选区激光熔化过程保留了原有的非晶结构,所制备znzr合金由非晶相和结晶相组成的双相结构(其中非晶结构所占质量比为69.76%),合金抗压屈服强度为160.9mpa。
41.实施例2
42.将zn粉和zr粉按原子分数60:40进行配料,按球料质量比15:1的比例将粉末和磨球装入不锈钢球磨罐中,加无水酒精作为球磨介质,抽真空后充入高纯氩气保护。使用直径为10mm和6mm的硬质钢球(按质量比;直径为10mm 的硬质钢球:直径为6mm的硬质钢球=1:2),球磨机转速为350r/min,在球磨机中对粉末球磨20小时,得到znzr合金粉末。以上述球磨后的znzr合金粉末为原料,在保护气氛下,采用选区激光熔化工艺制备得到znzr合金;控制激光功率为80w,扫描速度为110mm/s,激光光斑直径为50μm,扫描间距为80μm,层厚为0.1mm。
43.测试发现,机械合金化20小时后znzr粉末大量转变为非晶态(附图1),且选区激光熔化过程保留了原有的非晶结构,所制备znzr合金由非晶相和结晶相组成的双相结构(其中非晶结构所占质量比为29.24%),合金抗压屈服强度为113.8mpa。
44.实施例3
45.将zn粉和zr粉按原子分数60:40进行配料,按球料质量比15:1的比例将粉末和磨
球装入不锈钢球磨罐中,加无水酒精作为球磨介质,抽真空后充入高纯氩气保护。使用直径为10mm和6mm的硬质钢球(按质量比;直径为10mm 的硬质钢球:直径为6mm的硬质钢球=1:2),球磨机转速为350r/min,在球磨机中对粉末球磨10小时,得到znzr合金粉末。以上述球磨后的znzr合金粉末为原料,在保护气氛下,采用选区激光熔化工艺制备得到znzr合金;控制激光功率为80w,扫描速度为110mm/s,激光光斑直径为50μm,扫描间距为80μm,层厚为0.1mm。
46.测试发现,机械合金化10小时后znzr粉末只有部分转变为非晶态(附图1),且选区激光熔化过程保留了原有的非晶结构,所制备znzr合金由结晶相和少量非晶组成的双相结构(其中非晶结构所占质量比为12.26%),合金抗压屈服强度为90.9mpa。
47.实施例4
48.将zn粉和zr粉按原子分数60:40进行配料,按球料质量比15:1的比例将粉末和磨球装入不锈钢球磨罐中,加无水酒精作为球磨介质,抽真空后充入高纯氩气保护。使用直径为10mm和6mm的硬质钢球(按质量比;直径为10mm 的硬质钢球:直径为6mm的硬质钢球=1:2),球磨机转速为350r/min,在球磨机中对粉末球磨30小时,得到znzr合金粉末。以上述球磨后的znzr合金粉末为原料,在保护气氛下,采用选区激光熔化工艺制备得到znzr合金;控制激光功率为100w,扫描速度为80mm/s,激光光斑直径为50μm,扫描间距为80μm,层厚为0.1mm。
49.测试发现,机械合金化30小时后znzr粉末已基本转变为非晶态,且选区激光熔化过程基本保留了原有的非晶结构,所制备znzr合金由非晶相和结晶相组成的双相结构(其中非晶结构所占质量比为53.48%),合金抗压屈服强度为 141.5mpa。
50.对比例1
51.其他参数与实施例1一致,区别在于:球磨机转速为500r/min。
52.测试发现,机械合金化得到的粉末焊合严重,大部分粉末焊合于罐壁上或包裹在磨球上,形成橘皮状形貌,只能取得少量粉末且粉末粗化严重,粉末形状和粒度无法满足后续选区激光熔化工艺要求。
53.对比例2
54.其他参数与实施例1一致,区别在于:球料质量比10:1。
55.测试发现,机械合金化后粉末无明显的焊合,但相对较低的球料比无法提供足够的能量促进合金粉末完成非晶化转变,因此机械合金化后粉末中只有少量的非晶相形成,且选区激光熔化后znzr合金完全由单一晶态结构组成。
56.对比例3
57.其他参数与实施例1一致,区别在于:控制激光功率为150w,扫描速度为 50mm/s。
58.测试发现,机械合金化后znzr粉末已基本转变为非晶态,但选区激光熔化过程中合金发生结晶转变,所制备znzr合金基本由单一晶态结构组成。
59.对比例4
60.其他参数与实施例1一致,区别在于:控制激光功率为60w,扫描速度为 150mm/s。
61.测试发现,机械合金化后znzr粉末已基本转变为非晶态,但由于选区激光熔化过程能量密度不够,许多粉末未能完全熔化,所制备znzr合金成型质量较差,合金内部存在许多缺陷和空洞,恶化了力学性能。
62.对比例5
63.其他参数与实施例1一致,区别在于:只采用直径为10mm的硬质钢球。
64.测试发现机械合金化后粉末焊合严重,大量粉末焊合在磨球上,取出的粉末未完成非晶化转变,只有少量的非晶相形成,选区激光熔化成型质量差且完全转变为单一晶态结构。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。