1.本实用新型涉及一种阀门密封结构,具体是一种球芯角阀的密封结构。
背景技术:
2.目前,传统球芯角阀的结构通常是由阀体、阀杆、球芯、阀座和手轮等构成,在阀体内设有进水孔、出水孔和阀杆孔,且进水孔和阀杆孔处于同一轴心线上,进水孔、出水孔和阀杆孔之间形成供球芯转动安装的球芯腔;同时,传统球芯角阀的装配顺序都是先在阀座套上安装阀座,再从阀杆孔由内向外安装阀杆,接着放入球芯至球芯腔,并使球芯顶部的扁槽配合阀杆底端的扁轴而形成传动连接,然后通过螺纹连接的方式将安装好阀座的阀座套拧入阀体,以使球芯的两侧与阀座之间形成紧密配合而达到动密封效果,最后在阀杆顶端安装手轮。因此,上述球芯角阀不但存在零部件繁杂的缺陷,而且安装工序较多,装配过程相当麻烦,故会导致生产效率的降低和制造成本的提高。
技术实现要素:
3.本实用新型所要解决的技术问题在于克服现有技术的缺陷而提供一种减少零部件数量、简化安装工序和装配过程、提高生产效率、降低制造成本的球芯角阀的密封结构。
4.本实用新型的技术问题通过以下技术方案实现:
5.一种球芯角阀的密封结构,包括阀体、阀杆、球芯和手轮,所述的阀体内设有进水孔、出水孔和阀杆孔,该进水孔和阀杆孔处于同一轴心线上,该进水孔、出水孔和阀杆孔之间形成球芯腔,所述的阀杆是在球芯的顶部沿球芯的轴心线连体向上延伸而成,所述的球芯连同阀杆由所述阀体的进水孔装入,并使球芯在球芯腔内形成转动定位,以及使阀杆顶端从所述阀杆孔内伸出外露而安装手轮;所述的出水孔内设有顶紧在球芯侧面,并使球芯形成转动密封的侧密封圈。
6.所述的出水孔的轴心线为水平轴心线,进水孔和阀杆孔的轴心线为垂直轴心线,该水平轴心线与垂直轴心线的交叉点重叠于球芯腔的中心点,该垂直轴心线与球芯的转动轴心线重叠。
7.所述的球芯顶面设有上定位圆盘、底面设有下定位圆盘,该上定位圆盘限制球芯的向上移动和防止球芯的顶部偏离转动轴心线,该下定位盘防止球芯的底部偏离转动轴心线。
8.所述的上定位圆盘与球芯腔的内顶面之间设有耐磨垫圈,该耐磨垫圈套装在阀杆外。
9.所述的侧密封圈安装在紧圈上,并由该紧圈螺纹旋入出水孔内而带动侧密封圈顶紧在球芯侧面。
10.所述的侧密封圈上涂有润滑油,且侧密封圈经该润滑油顶紧在球芯侧面。
11.所述的阀杆与阀杆孔之间设有构成阀杆转动密封的顶密封圈。
12.所述的阀杆顶端从阀杆孔内伸出外露与手轮构成传动连接。
13.所述的手轮内设有安装孔,该安装孔内设有将所述手轮与阀杆顶端进行固定的螺钉。
14.所述的手轮顶面设有盖合安装孔并将所述螺钉封闭在内的装饰盖。
15.与现有技术相比,本实用新型主要是将阀杆设计在球芯的顶部并沿球芯的轴心线连体向上延伸而成,再将球芯连同阀杆由阀体的进水孔装入后,使球芯在球芯腔内形成转动定位,而阀杆顶端从阀杆孔内伸出外露安装手轮,然后再在出水孔内设有顶紧在球芯侧面,并使球芯形成转动密封的侧密封圈。显然,经过上述改进的球芯角阀既省略了传统球芯角阀的阀座和阀座套,减少了需要装配的零部件数量,又避免了阀杆和球芯的单独加工制造,从而简化安装工序和装配过程,故在满足相应密封条件的基础上,能更好的提高生产效率和降低制造成本。
附图说明
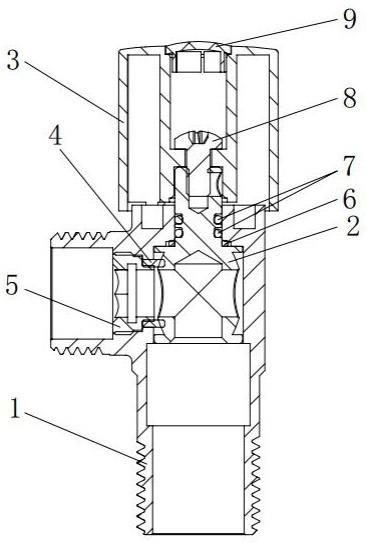
16.图1为本实用新型的剖视结构示意图。
17.图2为图1的立体分解图。
18.图3为阀体的剖视结构示意图。
具体实施方式
19.下面将按上述附图对本实用新型实施例再作详细说明。
20.如图1~图3所示,1.阀体、11.进水孔、12.出水孔、13.阀杆孔、14.球芯腔、2.球芯、21.上定位圆盘、22.下定位圆盘、23.阀杆、24.通水孔、3.手轮、31.安装孔、4.侧密封圈、5.紧圈、6.耐磨垫圈、7.顶密封圈、8.螺钉、9.装饰盖。
21.一种球芯角阀的密封结构,如图1、图2所示,主要是由阀体1、阀杆23、球芯2、手轮3、紧圈5和侧密封圈4等构成。
22.所述的阀体1通过锻造成型后由数控设备加工而成,其外形呈
“┫”
形状,在阀体1内设有进水孔11、出水孔12和阀杆孔13,以图3所示为例,进水孔11和阀杆孔13分别位于
“┫”
形状阀体1的底端和顶端,两者正好处于同一轴心线上,出水孔12采用螺纹孔,位于
“┫”
形状阀体1的左端,且进水孔11、出水孔12和阀杆孔13之间形成球芯腔14,可供球芯2作转动密封安装。
23.所述的阀体1在加工时必须确保阀杆孔13的尺寸和表面粗糙度均能达到密封效果,出水孔12的内螺纹深度达到设计要求,并确保侧密封圈4的压紧量能满足产品使用时的密封性能。
24.所述的出水孔12的轴心线为水平轴心线,进水孔11和阀杆孔13的轴心线为垂直轴心线,该水平轴心线与垂直轴心线的交叉点重叠于球芯腔14的中心点,并且垂直轴心线与球芯2在球芯腔14内的转动轴心线重叠。
25.所述的阀杆23是在球芯2的顶部沿球芯的轴心线连体向上延伸而成,故两个零部件合二为一形成一个零部件,可直接通过数控设备加工而成,该球芯2在加工过程中也需要保证表面粗糙度达到密封效果和加工精度达到设计要求。
26.同时,球芯2顶面设有上定位圆盘21、底面设有下定位圆盘22,该上、下定位圆盘的外径尺寸一致,当球芯2连同阀杆23由阀体1的进水孔11由下而上装入,并使球芯2在球芯腔
14内形成转动定位,以及使阀杆23顶端从阀杆孔13内伸出外露而安装手轮3时,该上定位圆盘21既用于限制球芯2的继续向上移动,又用于防止球芯2的顶部偏离转动轴心线,而下定位盘22可用于防止球芯2的底部偏离转动轴心线;这样,通过上、下定位圆盘就能较好保证球芯2在球芯腔14内转动定位的精确性和稳定性。
27.而上定位圆盘21与球芯腔14的内顶面之间还设有耐磨垫圈6,该耐磨垫圈套装在阀杆23外,主要用于降低球芯2顶面与球芯腔14的内顶面之间的摩擦系数,并提高球芯角阀的使用舒适度。
28.当然,球芯2内必须设有通水孔24,该通水孔能够随着球芯2在球芯腔14内的转动打开进水孔11和出水孔12之间的连通形成出水,或关闭进水孔11和出水孔12之间的连通形成停水。
29.另外,侧密封圈4安装在紧圈5上,在侧密封圈4上涂有润滑油,通过紧圈5螺纹旋入出水孔12内,就会带动侧密封圈4经该润滑油顶紧在球芯2侧面,从而使球芯形成转动密封,而紧圈5可由数控设备加工而成,以确保精度达到图纸设计要求,紧圈5在出水孔12内的螺纹旋紧无需涂装胶水及密封圈,方便拆卸维修。
30.所述的阀杆23与阀杆孔13之间设有双道顶密封圈7,以此构成阀杆23的转动密封,而阀杆顶端从阀杆孔13内伸出外露即可与手轮3构成传动连接,通常可采用花键轴和花键孔的配装方式,该手轮3内设有安装孔31,在安装孔内设有将手轮3与阀杆23顶端进行固定的螺钉8,并且手轮3顶面设有盖合安装孔31并将该螺钉8封闭在内的装饰盖9,以保证手轮3外形的美观性,则转动手轮3即可驱动阀杆23和球芯2形成转动密封的启闭操作。
31.本实用新型既省略了传统球芯角阀的阀座和阀座套,减少了需要装配的零部件数量,又避免了阀杆和球芯的单独加工制造,从而简化安装工序和装配过程,故在满足相应密封条件的基础上,能更好的提高生产效率和降低制造成本。
32.以上所述仅是本实用新型的具体实施例,本领域技术人员应该理解,任何与该实施例等同的结构设计,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
