1.本实用新型涉及差速器轴承压装技术领域,特别是涉及一种差速器轴承压装机。
背景技术:
2.差速器的两端均需要压装轴承,目前的压装方式是采用单端压装,即一端压装完成后,拆卸工件,然后把工件翻转过来再固定到工装上,再压装另一端的轴承,差速器轴承压装需要拆装一次差速器才可完成,操作复杂,压装效率低。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种一次将差速器两端的轴承均压装完成的差速器轴承压装机。
4.为解决上述问题,本实用新型提供一种差速器轴承压装机,所述差速器轴承压装机包括机体、压紧气缸、压头、轴承放置座和固定工装,所述机体上具有工作台,所述轴承放置座和固定工装均安装在所述工作台上,所述轴承放置座用于放置轴承,所述固定工装用于固定差速器,所述压紧气缸安装在机体上的上端,所述压头安装在所述压紧气缸上,所述压头用于放置轴承,所述压紧气缸驱动压头移动。
5.进一步的,所述固定工装包括工件托盘、滑套、导向柱、防脱板和支撑弹簧,所述工件托盘用于放置差速器,所述滑套固定在工件托盘上,每一工件托盘设有四个滑套,所述导向柱固定在所述机体的工作台上,所述导向柱的数量与所述滑套的数量相同,所述支撑弹簧套设在所述导向柱上,所述滑套套设在所述导向柱上,所述支撑弹簧的两端分别抵接在所述工作台和滑套上,所述支撑弹簧用于支撑工件托盘。
6.进一步的,所述工件托盘包括承载盘和安装盘,所述承载盘固定在安装盘上,所述承载盘用于承载差速器,所述承载盘和导向套均固定在所述安装盘上。
7.进一步的,所述承载盘的中部设有放置开口,所述放置开口与所述轴承放置座对应设置,围绕放置开口设置有定位凸台。
8.进一步的,所述承载盘采用低于工件硬度的材质支撑。
9.进一步的,所述承载盘上对称设有第一缺口,所述安装盘上对称设有第二缺口,所述第一缺口和第二缺口连通。
10.进一步的,所述轴承放置座包括座体和下定位柱,所述座体的中部设有放置槽,所述放置槽的槽底设置安装孔,所述下定位柱固定在安装孔内。
11.进一步的,所述压头包括压座、上定位柱和两个限位组件,所述压座上具有容纳槽,两个所述限位组件对称设在所述压座上,两个所述限位组件均用于限制置入容纳腔的轴承,所述上定位柱固定在容纳槽的槽底中心,所述上定位柱用于定位工件。
12.进一步的,所述限位组件包括钢珠、限位座和复位弹簧,所述限位座上设有容纳孔,所述钢珠和复位弹簧均设在所述容纳孔内,所述复位弹簧的两端分别与钢珠和容纳孔的孔底抵接。
13.进一步的,所述容纳槽的槽壁上设有安装孔,所述限位座安装在所述安装孔内。
14.本实用新型差速器轴承压装机利用轴承放置座和压头固定轴承,如此压紧气缸在压装时能够上下一起压装轴承,从而一次完成上下两端的轴承,提高了压装效率。
附图说明
15.图1是本实用新型差速器轴承压装机的较佳实施方式的结构示意图。
16.图2是固定工装和轴承放置座的结构示意图。
17.图3是固定工装的剖视图。
18.图4是轴承放置座的结构示意图。
19.图5是轴承放置座的剖视图。
20.图6是压头的剖视图。
21.图7是图6中a的局部放大图。
22.附图中各标号的含义为:
23.机体1、工作台11、压紧气缸2、压头3、压座31、容纳槽311、上定位柱32、限位组件33、钢珠331、限位座332、复位弹簧333、轴承放置座4、座体 41、放置槽411、下定位柱42、固定工装5、工件托盘51、承载盘511、放置开口5111、定位凸台5112、第一缺口5113、安装盘512、第二缺口5121、滑套52、导向柱53、防脱板54、支撑弹簧55、差速器6、连接柱7、轴承8。
具体实施方式
24.下面结合附图对本实用新型作进一步说明。
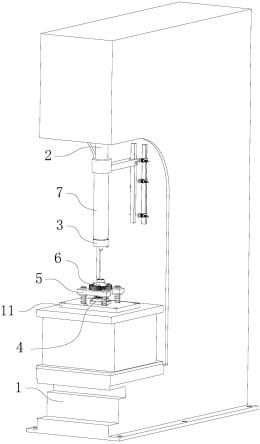
25.如图1所示,本实用新型差速器6轴承8压装机的较佳实施方式包括机体 1、压紧气缸2、压头3、轴承放置座4和固定工装5,所述机体1上具有工作台11,所述轴承放置座4和固定工装5均安装在所述工作台11上,所述轴承放置座4用于放置轴承8,所述固定工装5用于固定差速器6,所述压紧气缸2 安装在机体1上的上端,所述压头3通过连接柱7安装在所述压紧气缸2上,所述压头3用于放置轴承8,所述压紧气缸2驱动压头3移动。在其它实施方式中,所述压头3还可以直接固定在所述压紧气缸2输出杆上。
26.如图2和图3所示,所述固定工装5包括工件托盘51、滑套52、导向柱53、防脱板54和支撑弹簧55,所述工件托盘51用于放置差速器6,所述滑套 52固定在工件托盘51上,每一工件托盘51设有四个滑套52,所述导向柱53 固定在所述机体1的工作台11上,所述导向柱53的数量与所述滑套52的数量相同,所述支撑弹簧55套设在所述导向柱53上,所述滑套52套设在所述导向柱53上,所述支撑弹簧55的一端抵接在所述工作台11上,所述支撑弹簧55 的上端抵接在所述滑套52上,所述支撑弹簧55用于支撑工件托盘51,使工件托盘51在无外力作用下位于所述轴承放置座4的上方,所述导向柱53用于引导工件托盘51在移动时保持竖直运动,所述防脱板54固定在所述导向柱53 的顶端,防止工作托盘滑出导向柱53。设置有支撑弹簧55,使工件托盘51有一定的缓冲行程,如此即使在有一定高度误差时,也能够确保差速器6上下端的轴承8均能压装好。
27.所述工件托盘51包括承载盘511和安装盘512,所述承载盘511固定在安装盘512上,所述承载盘511用于承载差速器6,所述承载盘511和导向套均固定在所述安装盘512上。所述承载盘511的中部设有放置开口5111,所述放置开口5111与所述轴承放置座4对应设
置,围绕放置开口5111设置有定位凸台5112,差速器6放置于承载盘511上,利用定位凸台5112对差速器6定位,差速器6下部位于放置开口5111内。所述承载盘511采用低于工件硬度的材质支撑,有效保护差速器6,防止差速器6刮伤。所述承载盘511上对称设有第一缺口5113,所述安装盘512上对称设有第二缺口5121,所述第一缺口5113 和第二缺口5121连通,所述第一缺口5113和第二缺口5121形成取料缺口,便于拿取差速器6。
28.结合图4和图5参考,所述轴承放置座4包括座体41和下定位柱42,所述座体41的中部设有放置槽411,所述放置槽411的槽底设置安装孔,所述下定位柱42固定在安装孔内,所述下定位柱42用于定位差速器6,待压装的轴承8放置在放置槽411内。
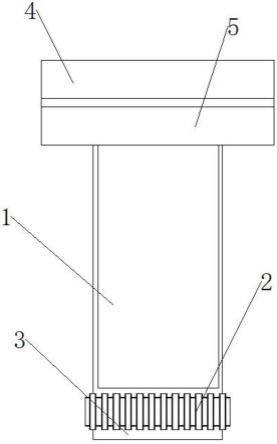
29.如图6和图7所示,所述压头3包括压座31、上定位柱32和两个限位组件33,所述压座31上具有容纳槽311,两个所述限位组件33对称设在所述压座31上,两个所述限位组件33均用于限制置入容纳腔的轴承8,防止轴承8 从容纳腔内掉落,所述上定位柱32固定在容纳槽311的槽底中心,所述上定位柱32用于定位工件。具体而言,所述限位组件33包括钢珠331、限位座332 和复位弹簧333,所述容纳槽311的槽壁上设有安装孔,所述限位座332安装在所述安装孔内,所述限位座332上设有容纳孔,所述钢珠331和复位弹簧333 均设在所述容纳孔内,所述复位弹簧333的两端分别与钢珠331和容纳孔的孔底抵接。轴承8位于容纳槽311时,两个所述钢珠331支撑轴承8,从而防止轴承8从容纳槽311内掉落;在压装时,轴承8固定到差速器6上,轴承8从容纳槽311脱离时挤压钢珠331,从而脱离了压头3。
30.压装前,将一个轴承8放置到压头3内,一个轴承8放置到轴承放置座4 上,同时将差速器6放置到固定工装5上,然后压紧气缸2推动压头3下移,最终将压头3上的轴承8压入差速器6内。压头3在下移过程中会先将工件托盘51向下,直至差速器6的下端与放置槽411的槽底接触,差速器6的下端与放置槽411的槽底接触时,差速器6下端的轴承8已经压装完成。能够一次压装差速器6上下两端的轴承8,减少了工序,提高了压装效率。
31.以上仅为本实用新型的实施方式,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构,直接或间接运用在其他相关的技术领域,均同理在本实用新型的专利保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。