1.本发明涉及汽车技术领域,尤其涉及一种镜像零件测量装置、系统及测量方法。
背景技术:
2.汽车零部件是汽车的重要部件,在生产过程中需要对每个零件进行尺寸测量,以判断该零件是否符合要求。目前,由于不同零件基准位置不同,零件坐标不同,测量方向不同,现有的汽车零件测量装置采用“一对一”的设计形式,即在进行汽车零件测量时,需要针对不同的零件设计专用的零件测量装置,成本高,效率低。
3.然而,发明人在实现发明过程中发现,汽车上的很多零件都是镜像对称零件,在整车坐标系下具有相同x坐标、z坐标、以及对称的y坐标,因此,为了降低成本,提高效率,很有必要开发一套镜像零件测量装置。
技术实现要素:
4.本发明的目的在于提供一种镜像零件测量装置、系统及测量方法,只需一套测量装置即可测量出一对镜像零件的尺寸,无需采用两套测量装置,降低成本,效率高。
5.本发明的技术方案提供一种镜像零件测量装置,包括固定座、第一方向定位机构和第二方向定位机构,
6.固定座,所述固定座上设有用于建立空间直角坐标系的坐标定位件,所述固定座用于固定所述第一方向定位机构和所述第二方向定位机构;
7.第一方向定位机构,与所述固定座连接,用于固定所述待测零件的x轴方向或者z轴方向;
8.第二方向定位机构,与所述固定座连接,用于固定待测零件的y轴方向。
9.进一步的,所述固定座包括底座和固定支架,所述底座上设有所述坐标定位件,所述固定支架的一端垂直于所述底座,所述固定支架的另一端分别与所述第一方向定位机构和所述第二方向定位机构连接。
10.进一步的,所述第一方向定位机构包括第一连接杆和第二连接杆,所述第二连接杆的一端设有第一方向定位件,所述第一连接杆的一端垂直于所述固定座,所述第一连接杆的另一端垂直于所述第二连接杆的另一端。
11.进一步的,所述第一方向定位机构还包括与所述固定支架连接的第一方向调节组件,所述第一方向调节组件包括连接座、第三连接杆、第一挡块、第二挡块、以及至少一个第一垫块和第二垫块,
12.所述连接座的底部与所述固定支架的顶部连接,所述连接座的顶部与所述第三连接杆的一端连接,所述第三连接杆的另一端与所述第一连接杆的一端连接;
13.所述第一挡块和所述第二挡块分别与所述固定支架连接,且所述第一挡块和所述第二挡块位于所述连接座的相邻两侧边,所述第一垫块位于所述第一挡块与所述连接座的之间,所述第二垫块位于所述第二挡块与所述连接座之间,且所述连接座、所述第一挡块、
所述第二挡块、所述第一垫块和所述第二垫块的底部的横截面积等于所述固定支架的顶部的横截面积。
14.进一步的,所述第二方向定位机构包括基准组件和夹头组件,所述基准组件包括具有弹性的基准头、基准座和基准调节件,所述夹头组件包括具有弹性的夹头、夹头连接件、夹头座和夹头调节件,
15.基准座,与所述固定座连接,所述基准座用于支撑所述基准调节件;
16.基准调节件,所述基准调节件的一端设有所述基准头,所述基准调节件的另一端与所述基准座连接,所述基准调节件用于调节所述基准头的竖直方向的高度;
17.夹头座,与所述固定座连接,所述夹头座用于支撑所述夹头调节件;
18.夹头连接件,所述夹头连接件的一端设有所述夹头,所述夹头连接件的另一端与所述夹头调节件连接;
19.夹头调节件,与所述夹头座连接,所述夹头调节件用于调节所述夹头连接件的竖直方向的高度,使所述基准头和所述夹头对齐夹持所述待测零件。
20.进一步的,所述基准调节件包括基准导柱、基准导套和基准定位销,所述基准导套与所述基准座固定连接,所述基准导柱的一端设有所述基准头,所述基准导套上设有贯穿所述基准导套的第一基准孔、以及与所述第一基准孔连通的第二基准孔,所述基准导柱上设有第三基准孔,所述基准导柱的另一端穿过所述第一基准孔与所述基准导套连接,所述基准定位销的一端穿过所述第二基准孔和所述第三基准孔与所述基准导柱连接。
21.进一步的,所述夹头调节件包括夹头导柱、夹头导套和夹头定位销,所述夹头导套与所述夹头座固定连接,所述夹头导套上设有贯穿所述夹头导套的第一夹头孔、以及与所述第一夹头孔连通的第二夹头孔,所述夹头导柱上设有第三夹头孔,所述夹头导柱的一端与所述夹头连接件连接,所述夹头导柱的另一端穿过所述第一夹头孔与所述夹头导套连接,所述夹头定位销的一端穿过所述第二夹头孔和所述第三夹头孔与所述夹头导柱连接。
22.进一步的,所述夹头连接件包括第一夹头连接杆和可伸缩的第二夹头连接杆,所述第一夹头连接杆的一端设有所述夹头,所述第一夹头连接杆的另一端垂直于所述第二夹头连接杆的一端,所述第二夹头连接杆的另一端与所述夹头导柱的一端连接。
23.本发明的技术方案还提供一种镜像零件测量系统,包括至少六个如前所述的镜像零件测量装置、测量装置固定座和影像测量仪,
24.镜像零件测量装置,用于固定第一待测零件和第二待测零件,所述第一待测零件与所述第二待测零件镜像;
25.测量装置固定座,用于固定所述镜像零件测量装置;
26.影像测量仪,用于测量所述第一待测零件和所述第二待测零件的尺寸。
27.本发明的技术方案还提供一种采用如前所述的镜像零件测量系统的镜像零件测量方法,包括:
28.根据所述镜像零件测量装置的所述坐标定位件将至少六个所述镜像零件测量装置的所述第一方向定位机构和所述第二方向定位机构分别固定在所述测量装置固定座的x轴方向、y轴方向和z轴方向;
29.采用所述第一方向定位机构和所述第二方向定位机构固定所述第一待测零件的x轴方向、y轴方向和z轴方向;
30.采用所述影像测量仪测量所述第一待测零件的尺寸;
31.释放所述第一待测零件,并调节所述第二方向定位机构使所述第一方向定位机构和所述第二方向定位机构固定所述第二待测零件的x轴方向、y轴方向和z轴方向;
32.采用所述影像测量仪测量所述第二待测零件的尺寸。
33.采用上述技术方案后,具有如下有益效果:通过第一方向定位机构和第二方向定位机构分别固定待测零件的x轴方向、y轴方向和z轴方向,并通过固定座上的坐标定位件设置的空间坐标值确定待测零件的原点,当需要测量镜像零件中的另一个待测零件时,只需调整第二方向定位机构的竖直方向的高度,使其固定另一个待测零件的y轴方向,实现只需一套测量装置即可测量出一对镜像零件的尺寸,无需采用两套测量装置,降低成本,效率高。
附图说明
34.参见附图,本发明的公开内容将变得更易理解。应当理解:这些附图仅仅用于说明的目的,而并非意在对本发明的保护范围构成限制。图中:
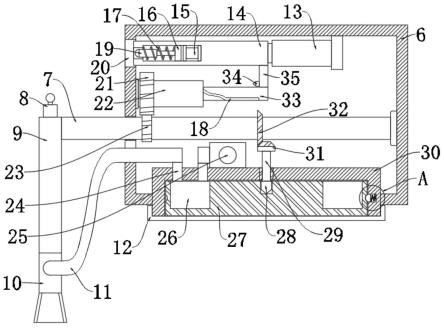
35.图1为本发明实施例一提供的镜像零件测量装置的结构示意图;
36.图2为本发明实施例一提供的镜像零件测量装置的另一结构示意图;
37.图3为图2的a部放大图;
38.图4为图3所示的第一方向调节组件的结构示意图;
39.图5为本发明实施例二提供的镜像零件测量系统测量第一待测零件的结构示意图;
40.图6为图5的立体图;
41.图7为本发明实施例二提供的镜像零件测量系统测量第二待测零件的结构示意图;
42.图8为图7的立体图;
43.图9为本发明实施例三提供的采用如前所述的镜像零件测量系统的镜像零件测量方法的工作流程图。
44.附图标记对照表:
45.1-镜像零件测量装置;10-固定座;11-坐标定位件;12-底座;13-固定支架;20-第一方向定位机构;21-第一连接杆;221-第一方向定位件;2211-定位孔;22-第二连接杆;23-第一方向定位销;24-第一方向调节组件;241-连接座;242-第三连接杆;243-第一挡块;244-第二挡块;245-第一垫块;246-第二垫块;30-第二方向定位机构;31-基准头;32-基准座;33-基准调节件;331-基准导柱;332-基准导套;3321-第二基准孔;333-基准定位销;34-夹头;35-夹头连接件;351-第一夹头连接杆;352-第二夹头连接杆;3521-第四连接杆;3522-第五连接杆;3523-把手;36-夹头座;37-夹头调节件;371-夹头导柱;3711-第三夹头孔;372-夹头导套;3721-第二夹头孔;373-夹头定位销;2-测量装置固定座;3-第一待测零件;4-第二待测零件。
具体实施方式
46.下面结合附图来进一步说明本发明的具体实施方式。
47.容易理解,根据本发明的技术方案,在不变更本发明实质精神下,本领域的一般技术人员可相互替换的多种结构方式以及实现方式。因此,以下具体实施方式以及附图仅是对本发明的技术方案的示例性说明,而不应当视为本发明的全部或视为对发明技术方案的限定或限制。
48.在本说明书中提到或者可能提到的上、下、左、右、前、后、正面、背面、顶部、底部等方位用语是相对于各附图中所示的构造进行定义的,它们是相对的概念,因此有可能会根据其所处不同位置、不同使用状态而进行相应地变化。所以,也不应当将这些或者其他的方位用语解释为限制性用语。
49.实施例一
50.如图1-图2所示,本发明提供的镜像零件测量装置包括固定座10、第一方向定位机构20和第二方向定位机构30,
51.固定座10,固定座10上设有用于建立空间直角坐标系的坐标定位件11,固定座10用于固定第一方向定位机构20和第二方向定位机构30;
52.第一方向定位机构20,与固定座10连接,用于固定待测零件的x轴方向或者z轴方向;
53.第二方向定位机构30,与固定座10连接,用于固定待测零件的y轴方向。
54.本发明提供的镜像零件测量装置主要用于测量一对镜像零件的尺寸,使用时采用至少六个镜像零件测量装置分别固定待测零件的x轴方向、y轴方向和z轴方向。该镜像零件测量装置包括固定座10、第一方向定位机构20和第二方向定位机构30。
55.固定座10上设有坐标定位件11,坐标定位件11用于建立空间直角坐标系,坐标定位件11内设有坐标定位件11的中心位置的空间坐标值。测量时,通过第一方向定位机构20固定一对镜像零件中的其中一个待测零件的x轴方向或者z轴方向(只要固定其中一个方向定位即可确定另一个方向定位),并通过第二方向定位机构30固定待零件的y轴方向,然后通过坐标定位件11内设置的空间坐标值确定该待测零件的原点,从而可以测量出该待测零件的尺寸;当需要测量一对镜像零件中的另一个待测零件时,通过第一方向定位机构20基本保持x轴或者z轴方向不变,只需要调整第二方向定位机构30的竖直方向的高度即可固定该待测零件的y轴方向,并根据空间坐标值确定该待测零件的原点,从而可以测量出该待测零件的尺寸。
56.本发明提供的镜像零件测量装置,通过第一方向定位机构和第二方向定位机构分别固定待测零件的x轴方向、y轴方向和z轴方向,并通过固定座上的坐标定位件设置的空间坐标值确定待测零件的原点,当需要测量镜像零件中的另一个待测零件时,只需调整第二方向定位机构的竖直方向的高度,使其固定另一个待测零件的y轴方向,实现只需一套测量装置即可测量出一对镜像零件的尺寸,无需采用两套测量装置,降低成本,效率高。
57.在其中一个实施例中,固定座10包括底座12和固定支架13,底座12上设有坐标定位件11,固定支架13的一端垂直于底座12,固定支架13的另一端分别与第一方向定位机构20和第二方向定位机构30连接。
58.固定座10包括底座12和固定支架13,底座12用于支撑固定支架13,并且在进行测量时,如图5-图8所示,底座12还用于与测量装置底座2进行螺栓连接,使整套镜像零件测量装置1固定在测量装置底座2上,便于影像测量仪对第一待测零件3和第二待测零件4进行拍
摄测量。固定支架13的形状为柱状,固定支架13用于支撑第一方向定位机构20和第二方向定位机构30。
59.优选地,测量装置底座2为三明治板。
60.优选地,为了提高连接稳定性,固定支架13与底座12一体成型。
61.在其中一个实施例中,第一方向定位机构20包括第一连接杆21和第二连接杆22,第二连接杆22的一端设有第一方向定位件221,第一连接杆21的一端垂直于固定座10,第一连接杆21的另一端垂直于第二连接杆22的另一端。
62.第一方向定位机构20包括相互垂直连接的第一连接杆21和第二连接杆22,第一连接杆21垂直于固定支架13,第二连接杆22的一端的端头设有第一方向定位件221,使用时,将第一方向定位件221固定在待测零件x轴方向或者z轴方向设置的测试孔内,通过第一方向定位件221固定待测零件x轴方向或者z轴方向。
63.优选地,为了进一步提高连接稳定性,第一连接杆21和第二连接杆22一体成型。
64.优选地,为了便于固定,第一方向定位件221为定位柱,定位柱垂直于第二连接杆22的一端。
65.优选地,为了进一步提高连接稳定性,第一方向定位机构20还包括第一方向定位销23,定位柱的顶部设有定位孔2211,第一方向定位销23与定位孔2211插接,使用时,先将待测零件x轴方向或者z轴方向设置的测试孔套接在定位柱上,然后将第一方向定位销23插接在定位孔2211内,从而固定待测零件x轴方向或者z轴方向。
66.在其中一个实施例中,如图3和图4所示,第一方向定位机构20还包括与固定支架13连接的第一方向调节组件24,第一方向调节组件24包括连接座241、第三连接杆242、第一挡块243、第二挡块244、以及至少一个第一垫块245和第二垫块246,
67.连接座241的底部与固定支架13的顶部连接,连接座241的顶部与第三连接杆242的一端连接,第三连接杆242的另一端与第一连接杆21的一端连接;
68.第一挡块243和第二挡块244分别与固定支架13连接,且第一挡块243和第二挡块244位于连接座241的相邻两侧边,第一垫块245位于第一挡块243与连接座241之间,第二垫块246位于第二挡块244与连接座241之间,且连接座241、第一挡块243、第二挡块244、第一垫块245和第二垫块246的底部的横截面积等于固定支架13的顶部的横截面积。
69.第一方向定位机构20还包括第一方向调节组件24,第一方向调节组件24用于在测量镜像零件中的另一个待测零件时,调整其在x方向或者z方向的差异。
70.第一方向调节组件24包括连接座241、第三连接杆242、第一挡块243、第二挡块244、以及至少一个第一垫块245和第二垫块246。连接座241、第一挡块243和第二挡块244分别与固定支架13螺栓连接,第一挡块243和第二挡块244分别固定在固定支架13相邻两侧边上。当需要对第一方向定位机构20进行x方向或者z方向微调时,先通过连接座241调整第一方向定位件221的位置,使第一方向定位件221固定待测零件的x方向或者z方向,然后将连接座241与固定支架13螺栓连接,最后在第一挡块243与连接座241之间放置第一垫块245、以及在第二挡块244与连接座241之间放置第二垫块246,减少第一挡块243与连接座241之间、以及第二挡块244与连接座241之间的缝隙,增大连接座241与固定支架13之间的接触面积,提高连接座241与固定支架13之间的连接稳定性。
71.优选地,为了进一步提高连接稳定性,第三连接杆242与第一连接杆21、第二连接
杆22一体成型。
72.在其中一个实施例中,第二方向定位机构30包括基准组件和夹头组件,基准组件包括具有弹性的基准头31、基准座32和基准调节件33,夹头组件包括具有弹性的夹头34、夹头连接件35、夹头座36和夹头调节件37,
73.基准座32,与固定座10连接,基准座32用于支撑基准调节件33;
74.基准调节件33,基准调节件33的一端设有基准头31,基准调节件33的另一端与基准座32连接,基准调节件33用于调节基准头31的竖直方向的高度;
75.夹头座36,与固定座10连接,夹头座36用于支撑夹头调节件37;
76.夹头连接件35,夹头连接件35的一端设有夹头34,夹头连接件35的另一端与夹头调节件37连接;
77.夹头调节件37,与夹头座36连接,夹头调节件37用于调节夹头连接件35的竖直方向的高度,使基准头31和夹头34对齐夹持待测零件。
78.第二方向定位机构30包括基准组件和夹头组件,基准组件包括基准头31、基准座32和基准调节件33,夹头组件包括夹头34、夹头连接件35、夹头座36和夹头调节件37。
79.基准座32的形状为杆状,基准座32的一端与固定支架13螺栓连接,且基准座32垂直于固定支架13的顶部,基准座32的另一端与基准调节件33螺栓连接,通过基准座32将基准调节件33固定在固定支架13上。
80.基准调节件33的一端设有基准头31,基准头31为橡胶球形头。
81.夹头座36的形状也为杆状,夹头座36的一端与固定支架13的螺栓连接,且垂直于固定支架13的侧面,夹头座36的另一端与夹头调节件37螺栓连接,通过夹头座36将夹头调节件37固定在固定支架13上。
82.夹头连接件35的一端设有夹头34,夹头34为橡胶球形头,夹头连接件35的另一端与夹头调节件37螺栓连接。
83.使用时,通过基准调节件33和夹头调节件37分别调整基准头31和夹头34的竖直方向的高度,使基准头31和夹头34对齐,并夹紧待测零件,从而固定待测零件的y轴方向。
84.优选地,为了进一步提高连接稳定性,基准座32、第一连接杆21、第二连接杆22和第三连接杆242一体成型。
85.在其中一个实施例中,基准调节件33包括基准导柱331、基准导套332和基准定位销333,基准导套332与基准座32固定连接,基准导柱331的一端设有基准头31,基准导套332上设有贯穿基准导套332的第一基准孔、以及与第一基准孔连通的第二基准孔3321,基准导柱331上设有第三基准孔,基准导柱331的另一端穿过第一基准孔与基准导套332连接,基准定位销333的一端穿过第二基准孔3321和第三基准孔与基准导柱331连接。
86.基准调节件33包括基准导柱331、基准导套332和基准定位销333,使用时,调整基准导柱331的位置,使基准头31位于待测零件的y轴方向的下方,然后将基准定位销333穿过第二基准孔3321和第三基准孔与基准导柱331连接,从而调整好基准组件的位置。
87.在其中一个实施例中,夹头调节件37包括夹头导柱371、夹头导套372和夹头定位销373,夹头导套372与夹头座36固定连接,夹头导套372上设有贯穿夹头导套372的第一夹头孔、以及与第一夹头孔连通的第二夹头孔3721,夹头导柱371上设有第三夹头孔3711,夹头导柱371的一端与夹头连接件35连接,夹头导柱371的另一端穿过第一夹头孔与夹头导套
372连接,夹头定位销373的一端穿过第二夹头孔3721和第三夹头孔3711与夹头导柱371连接。
88.夹头调节件37包括夹头导柱371、夹头导套372和夹头定位销373,使用时,调整夹头导柱371,使夹头34位于待测零件的y轴方向的上方,且与基准头31夹紧待测零件,然后将夹头定位销373穿过第二夹头孔3721和第三夹头孔3711与夹头导柱371连接,从而调整好夹头组件的位置,固定待测零件的y轴方向。
89.优选地,第二基准孔3321包括第一位置标识孔和第二位置标识孔,第二夹头孔3711包括与第一位置标识孔对应的第三位置标识孔、以及与第二位置标识孔对应的第四位置标识孔,第一位置标识孔和第三位置标识孔(如图1和图2中标注的“l”)可以对应镜像零件中其中一个待测零件的y轴方向位置,第二位置标识孔和第四位置标识孔(如图1和图2中标注的“r”)对应镜像零件中另一个待测零件的y轴方向位置,使用时,只需将第三夹头孔与第一位置标识孔或者第二位置标识孔对齐,并通过夹头定位销固定即可快速固定两个待测零件的y轴方向,进一步提高测量效率。
90.在其中一个实施例中,夹头连接件35包括第一夹头连接杆351和可伸缩的第二夹头连接杆352,第一夹头连接杆351的一端设有夹头34,第一夹头连接杆351的另一端垂直于第二夹头连接杆352的一端,第二夹头连接杆352的另一端与夹头导柱371的一端连接。
91.夹头连接件35包括相互垂直的第一夹头连接杆351和第二夹头连接件352,第一夹头连接杆351的一端设有夹头34,第一夹头连接杆351与第二夹头连接件352螺栓连接,便于调整夹头34的位置。
92.优选地,为了进一步便于调整夹头,第二夹头连接杆352包括第四连接杆3521和第五连接杆3522,第四连接杆3521和第五连接杆3522均设有至少两个螺栓孔,两个螺栓孔沿第四连接杆3521和第五连接杆3522的长度方向延伸,第四连接杆3521的一端设有夹头34,第四连接杆3521的另一端通过螺栓孔与第五连接杆3522螺栓连接,使第二夹头连接杆352的长度可调节。
93.优选地,为了便于调整夹头,第二夹头连接杆352的另一端的端头设有把手3523。
94.实施例二
95.如图5-图8所示,本发明提供的镜像零件测量系统包括至少六个如前所述的镜像零件测量装置1、测量装置固定座2和影像测量仪,
96.镜像零件测量装置1,用于固定第一待测零件3和第二待测零件4,第一待测零件3与第二待测零件4镜像;
97.测量装置固定座2,用于固定镜像零件测量装置1;
98.影像测量仪,用于测量第一待测零件3和第二待测零件4的尺寸。
99.当需要测量第一待测零件3时,如图5和图6所示,先根据至少六个镜像零件测量装置上的坐标定位件建立空间直角坐标系,然后将至少六个镜像零件测量装置1分别与测量装置底座2进行螺栓连接,使至少六个镜像零件测量装置1固定第一待测零件3的x轴方向、y轴方向和z轴方向,最后通过影像测量仪对第一待测零件3进行拍摄测量。
100.当需要测量第二待测零件4时,如图7和图8所示,先平移镜像零件测量装置1的第一方向定位机构,然后调整镜像零件测量装置1的第二方向定位机构的高度,使至少六个镜像零件测量装置1固定第二待测零件4的x轴方向、y轴方向和z轴方向,最后通过影像测量仪
对第二待测零件4进行拍摄测量,从而测量出第一待测零件3和第二待测零件4的尺寸。
101.本发明提供的镜像零件测量系统,通过测量装置固定座固定镜像零件测量装置,使镜像零件测量装置能够固定待测零件的x轴方向、y轴方向和z轴方向,并通过影像测量仪对第一待测零件和第二待测零件进行拍摄测量,实现只需一套测量装置即可测量出一对镜像零件的尺寸,无需采用两套测量装置,降低成本,效率高。
102.实施例三
103.如图9所示,本发明提供的采用如前所述的镜像零件测量系统的镜像零件测量方法,包括:
104.步骤s101:根据镜像零件测量装置的坐标定位件将至少六个镜像零件测量装置的第一方向定位机构和第二方向定位机构分别固定在测量装置固定座的x轴方向、y轴方向和z轴方向;
105.步骤s102:采用第一方向定位机构和第二方向定位机构固定第一待测零件的x轴方向、y轴方向和z轴方向;
106.步骤s103:采用影像测量仪测量第一待测零件的尺寸;
107.步骤s104:释放第一待测零件,并调节第二方向定位机构使第一方向定位机构和第二方向定位机构固定第二待测零件的x轴方向、y轴方向和z轴方向;
108.步骤s105:采用影像测量仪测量第二待测零件的尺寸。
109.本发明提供的镜像零件测量方法,通过测量装置固定座固定镜像零件测量装置,使镜像零件测量装置能够固定待测零件的x轴方向、y轴方向和z轴方向,并通过影像测量仪对第一待测零件和第二待测零件进行拍摄测量,实现只需一套测量装置即可测量出一对镜像零件的尺寸,无需采用两套测量装置,降低成本,效率高。
110.最后应说明的是:以上实施例仅用以说明本发明实施例的技术方案,而非对其限制;尽管参照前述实施例对本发明实施例进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。