1.本发明属于冲压控制调节领域,尤其是涉及一种基于反馈调节的温成形冲压系统。
背景技术:
2.节能与减排是当前碳中和碳达峰背景下汽车行业发展的主旋律,汽车轻量化技术作为汽车产业实现节能减排最有效也最重要的技术路径之一,对汽车产业的发展有着举足轻重的作用。温成型冲压技术汽车轻量化工艺领域重要的工艺之一,是实现大型复杂一体式零部件成型的关键核心工艺技术。是汽车零部件成型领域一个重要的发展方向。
3.温成形冲压工艺,通常含有板材加热,成型,模具内淬火等工艺过程。板材加热过程使得被成型材料具有良好的延展性,能够实现复杂型面的冲压成型。但这对板材的加热与成形温度以及材料本身的热机械特性提出了很高的要求,需要掌握温度与材料组织特性以及机械性能之间的关系。成型过程中,合适的温度区间,合适的保压压力、保压时间、以及冷却温度冷却速率综合作用下才能够保证材料的相变在理想范围,从而获得良好的成型效果。
4.在成型过程中,如果材料初始温度不足,则延展性不够,无法完成成型过程。成型后冷却系统的运行情况,模具闭合高度,压力,均会对零件的冷却速率造成影响,冷却速率决定零件的相变过程,而相变情况直接决定了零件的机械强度。模具打开时,零件温度过高,会造成相变不充分,引起零件强度降低或不均匀,同时也会影响零件的回弹情况,从而影响产品精度,无法满足装配需求。导致废品率高,造成资源的浪费。综上,可以发现温成型过程中,温度、压力等因素对产品的质量,起到至关重要的作用。实现对成型过程中各关键因素的智能化采集、监控、管理,将对温成型工艺生产过程的能源节约,资源高效利用,制品质量提升起到至关重要的作用。
技术实现要素:
5.有鉴于此,本发明旨在提出一种基于反馈调节的温成形冲压系统,提供一种能够实时反馈调节的温成形冲压系统,实现成型过程中关键因素的实时采集、监控与管理等智能化操作。目的是提高温成形零件质量,降低资源投入,降本增效。
6.为达到上述目的,本发明的技术方案是这样实现的:
7.基于反馈调节的温成形冲压系统,包括:
8.执行系统,完成生产过程;
9.采集系统,采集所需的参数数据;
10.判定系统,对采集系统获取的参数数据与设定标准进行判断;
11.控制系统,参考判定系统的判定结果控制执行系统。
12.进一步的,执行系统用于执行的操作包括:机械手放入板材、取走产品,压机闭合、开启运动,冷却系统启动、关闭;
13.执行系统的执行主体包括压机,机械手,冷却系统。
14.进一步的,采集系统包括:
15.温度传感器,用于采集不同的成型时刻,模具内零件的温度参数,以及板材放入时温度,模具闭合后冷却过程的温度,开模之前的温度;
16.压力传感器,用于采集模具闭合后的压力值;
17.高度传感器,用于读取压机的闭合高度参数。
18.进一步的,判定系统对采集系统的数据进行判定,给出是或者否的结论。
19.进一步的,控制系统依靠判定系统的结论,如判定系统的判定结果为是,则执行发出信号,执行系统执行下一个流程动作,如判定系统的判定结果为否,则对生产参数进行调试,依照调试后的参数数据进行执行。
20.相对于现有技术,本发明所述的基于反馈调节的温成形冲压系统具有以下有益效果:
21.本发明所述的基于反馈调节的温成形冲压系统,通过本系统控制的冲压过程,能够实时采集数据,并与预定数值进行对比,如果过程出现异常,能够及时发现问题,找出问题产生的原因,并及时动态调整,保证成型过程的高质量高效率进行,从而保证产品的合格率。
附图说明
22.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
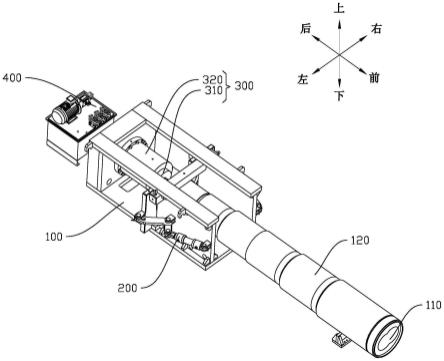
23.图1为本发明实施例所述的系统结构示例示意图;
24.图2为本发明实施例所述的处理流程示意图。
具体实施方式
25.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
26.下面将参考附图并结合实施例来详细说明本发明。
27.本发明提供了一种基于反馈调节的温成形冲压系统,能够实时监控冲压成型过程,采集成型过程中关键参数,对比采集参数与预设值,动态反馈成型过程零件质量,智慧化监控和调整成型参数,保证成型质量。提升生产效率与质量,降低成本投入,助力节能减排。本发明的技术方案包含以下内容:
28.冲压生产是往复循环运动,本发明提供的一种基于反馈调节的温成型冲压系统在循环过程中,能一直起到发令,监控,判定作用。
29.本系统分为四大部分,分别为执行系统,采集系统,判定系统,控制系统。各系统之间相互关联,互相配合,为过程管控提供服务。
30.1.执行系统,为生产的根本,其包括:机械手放入板材、取走产品,压机闭合、开启运动,冷却系统启动、关闭等,这些动作执行的主体分别为压机,机械手,冷却系统等,他们依靠固定顺序配合工作,完成生产过程。
31.2.采集系统,通过不同类型的传感器,采集冲压过程中相关参数数据,如温度传感
器,采集不同的成型时刻,模具内零件的温度参数。如板材放入时温度,模具闭合后冷却过程的温度,开模之前的温度等。压力传感器,采集模具闭合后的压力值。高度传感器,读取压机的闭合高度参数等。
32.3.判定系统,对采集系统的数据进行判定,给出是或者否的结论。如判定放入温度,开模时温度,将采集到温度与提前设定温度范围区间进行比较,判定放入材料温度是否在此范围内。压力及高度等传感器亦是如此,与预设参数范围进行比较,得出判定结论。
33.4.控制系统,依靠判定系统的结论,如个判定为是,则执行发出信号,执行系统执行下一个流程动作,如果判定为否,则对生产参数进行调试,依照调试后的参数数据进行执行。
34.通过四种系统,对生产过程中每一个节点进行把控,保证关键生产参数可控,成型过程在合理的情况下高效流畅进行,能够保证生产质量的同时,保证生产节奏,提高生产效率。
35.本发明是通过对生产过程关键参数的实时采集,比对,反馈来实现对产出产品的质量把控。本发明能够在生产出现异常的第一时间,发现问题,解决问题,从而减少不必要的经济损失。
36.温成形冲压生产,是一个循环的过程,其动作过程如图1所示,包括1.板材加热,2.机械手转入零件,3.压力机闭合,4.冷却系统启动,5.冷却系统关闭,6.压力机打开,7.机械手转走零件。本系统对每一步生产进行监控控制,保障产品质量,具体流程如下。
37.机械手将加热后的材料放入温成形模具中,此时温度采集系统发挥作用,采集成型板材的温度(假设温度为700℃),判定系统对采集数据判定(预设温度区间为680℃~720℃)符合温度要求,则控制系统向压力设备发出进行压紧的命令。压机闭合后,压力采集系统、高度采集系统开始工作,采集出压力及高度数据,与相应预设值进行比较。数据均在预设区间内,则控制系统发出新的指令,启动冷却系统。冷却过程,温度采集器继续发挥作用,采集冷却速率及冷却结束后的温度,符合设定区间,控制系统继续发出指令,关闭冷却系统,同时压机打开,机械手取走已经加工完成的零件。完成一个完整的冲压循环,继续开始新一轮的冲压工作。
38.假如采集系统发现其中采集参数,不符合预设区间,如检测出送入材料温度不符合预设值,判定系统发出否的结论。则控制系统不发出执行指令,设备不进行冲压动作。同时系统会发出提示,显示出数据,则操作人员对坯料加热设备进行检查修正。修正后控制系统继续从新工作,开始生产。
39.系统反馈出异常数据,数据具有问题指向性。如反馈压力,高度问题,需要调整压力机设备,反馈冷却速率等问题,需要调整冷却系统。操作者根据反馈快速完成修正调整,保证质量同时提高效率。
40.本领域普通技术人员可以意识到,结合本文中所公开的实施例描述的各示例的单元及方法步骤,能够以电子硬件、计算机软件或者二者的结合来实现,为了清楚地说明硬件和软件的可互换性,在上述说明中已经按照功能一般性地描述了各示例的组成及步骤。这些功能究竟以硬件还是软件方式来执行,取决于技术方案的特定应用和设计约束条件。专业技术人员可以对每个特定的应用来使用不同方法来实现所描述的功能,但是这种实现不应认为超出本发明的范围。
41.在本技术所提供的几个实施例中,应该理解到,所揭露的方法和系统,可以通过其它的方式实现。例如,以上所述单元的划分,仅仅为一种逻辑功能划分,实际实现时可以有另外的划分方式,例如多个单元或组件可以结合或者可以集成到另一个系统,或一些特征可以忽略,或不执行。上述单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部单元来实现本发明实施例方案的目的。
42.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。
43.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。