1.本实用新型涉及钻孔机技术领域,具体涉及一种卡盘分离爪多头钻孔专机。
背景技术:
2.卡盘分离爪是卡盘这类夹具的重要组成部件,用于夹持紧固工件。加工生产卡盘分离爪需要进行钻孔、倒角扩孔等多道工序。而加工卡盘分离爪时一般用用到钻孔机,然而现有传统的一些钻孔机仍存在一定的缺陷。如在完成第一道钻孔的加工工序后,需要人工从该钻孔机构的夹具处取出工件,再人工转移至下一道倒角加工工序,人工装夹定位后再进行倒角加工,这样没进行一道加工工序就进行一次人工装夹,不仅耗费人工和时间,还使得生产效率低下。
技术实现要素:
3.本实用新型为了解决上述问题,提供了一种卡盘分离爪多头钻孔专机。
4.本实用新型采用如下技术方案:
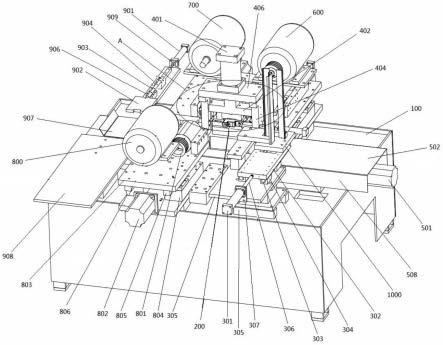
5.一种卡盘分离爪多头钻孔专机,包括工作台和设于工作台上的设备本体,所述设备本体包括送料机构、压紧机构、传送机构、钻孔机构、倒角机构、扩孔机构和出料机构,所述传送机构设于工作台中间,所述压紧机构设于传送机构上,所述送料机构、扩孔机构依次设于传送机构前侧,所述钻孔机构、倒角机构依次设于传送机构后侧,所述出料机构设于传送机构的出料端,送料机构靠近传送机构的一侧设有放料台。
6.作为本实用新型的一种优选技术方案,所述送料机构包括送料气缸、送料推板、一对滑块一、两对滑轨一和底座一,所述底座一设于传送机构进料端的前侧,两组滑轨一两两对称设于底座一上,一对所述滑块一平行设于送料推板底部,滑块一滑动连接在滑轨一上,所述送料气缸通过活塞杆一与送料推板连接,所述放料台设于送料推板靠近传送机构的一侧。
7.作为本实用新型的一种优选技术方案,所述压紧机构包括液压缸、压紧块、支撑块、一对立柱、一对夹块、连接板,一对所述立柱垂直设于传送机构上,所述支撑块设于两个立柱下端之间,一对所述夹块对称设于支撑块上表面的左右两端,所述连接板固定在两个立柱上端之间,所述液压缸设于连接板上,所述压紧块活动设于支撑块与连接板之间,液压缸的活塞杆二贯穿连接板并与压紧块连接。
8.作为本实用新型的一种优选技术方案,所述传送机构包括传送电机、传送台、螺纹杆一、螺纹块一、一对导轨、一对导槽,一对所述导轨对称设置在工作台上,一对所述导槽设于传送台底面两侧且分别与导轨滑动连接,所述螺纹块一设于两个导槽之间的传送台底面上,所述螺纹杆一与螺纹块一螺纹连接,所述传送电机与螺纹杆一连接,所述传送台两侧设有挡板。
9.作为本实用新型的一种优选技术方案,所述钻孔机构包括钻孔组件、移位电机一、螺纹杆二、安装板一、一对滑轨二、一对滑块二和底座二,所述底座二设于工作台上,一对所
述滑轨二对称设于底座二上,一对所述滑块二对称设于安装板一底面两侧且分别与滑轨二滑动连接,两个滑块二之间的安装板一底面上设有螺纹块二,所述螺纹杆二与螺纹块二螺纹连接,所述移位电机一与螺纹杆二连接,所述钻孔组件安装于安装板一上。
10.作为本实用新型的一种优选技术方案,所述倒角机构包括倒角组件、移位电机二,螺纹杆三、安装板二、一对滑轨三、一对滑块三和底座三,所述底座三设于工作台上,一对所述滑轨三对称设于底座三上,一对所述滑块三对称设于安装板二底面两侧且分别与滑轨三滑动连接,两个滑块三之间的安装板二底面上设有螺纹块三,所述螺纹杆三与螺纹块三螺纹连接,所述移位电机二与螺纹杆三连接,所述倒角组件安装于安装板二上。
11.作为本实用新型的一种优选技术方案,所述扩孔机构包括扩孔组件、移位电机三、螺纹杆四、安装板三、一对滑轨四、一对滑块四和底座四,所述底座四设于工作台上,一对所述滑轨四对称设于底座四上,一对所述滑块四对称设于安装板三底面两侧且分别与滑轨四滑动连接,两个滑块四之间的安装板三底面设有螺纹块四,所述螺纹杆四与螺纹块四螺纹连接,所述移位电机三与螺纹杆四连接,所述扩孔组件安装于安装板三上。
12.作为本实用新型的一种优选技术方案,所述出料机构包括出料气缸、出料推板、推杆、安装板四、底座五、两个滑轨五、承接板和出料台,所述安装板四通过底座五固定在传送机构出料端后侧,两个滑轨五呈直线型设于安装板四上,所述推杆滑动连接在两个滑轨五中,所述出料推板连接在推杆靠近压紧机构的一端,所述出料气缸连接在推杆远离出料推板的一端,所述承接板设于传送机构的出料端中间,所述出料台设于传送机构出料端的前侧。
13.本实用新型的有益效果是:
14.本实用新型与传统的钻孔装置相比,无需频繁进行人工装夹,一次装夹可进行多道工序加工,直至工件加工完成,不仅节省人力,还节约时间,提高了生产效率。
附图说明
15.图1为本实用新型主视图;
16.图2为a处局部放大结构示意图;
17.图3为本实用新型右侧视图;
18.图4为本实用新型左侧视图;
19.图5为本实用新型后侧视图;
20.图6为本实用新型俯视图。
21.图中符号说明:
22.100:工作台,200:工件,1000:放料台;
23.300:送料机构,301:送料气缸,302:送料推板,303:滑块一,304:滑轨一,305:底座一,306:活塞杆一,307:固定板一;
24.400:压紧机构,401:液压缸,402:压紧块,403:支撑块,404:立柱,405:夹块,406:连接板;
25.500:传送机构,501:传送电机,502:传送台,503:螺纹杆一,504:螺纹块一,505:导轨,506:导槽,507:活动槽,508:挡板;
26.600:钻孔机构,601:钻孔组件,602:移位电机一,603:安装板一,604:滑轨二,605:
滑块二,606:底座二;
27.700:倒角机构,701:倒角组件,702:移位电机二,703:安装板二,704:滑轨三,705:滑块三,706:底座三;
28.800:扩孔机构,801:扩孔组件,802:移位电机三,803:安装板三,804:滑轨四,805:滑块四,806:底座四;
29.900:出料机构,901:出料气缸,902:出料推板,903:推杆,904:安装板四,905:底座五,906:滑轨五,907:承接板,908:出料台,909:固定板三。
具体实施方式
30.现在结合附图对本实用新型行进一步详细说明。
31.在实施例中,需要理解的是,术语“中间”“上”“下”“顶部”“底部”“右侧”“左侧”“上方”“下方”“背面”“前面”“中部”“外部”“内部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实施例,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实施例的限制。
32.如图1至图6所示,一种卡盘分离爪多头钻孔专机,包括工作台和设于工作台100上的设备本体,所述设备本体包括送料机构300、压紧机构400、传送机构500、钻孔机构600、倒角机构700、扩孔机构800和出料机构900。其中,压紧机构400用于夹持固定工件200,送料机构300用于将工件200推入压紧机构400中,传送机构500用于将固定在压紧机构400上的工件200送至各个加工机构处进行相应工序的加工,所述钻孔机构600用于给工件200钻孔,所述倒角机构700用于给工件200倒角,所述扩孔机构800用于给工件200扩大通孔,所述出料机构900用于将已完成所有加工工序的工件200送出设备本体。
33.在本实施例中,所述传送机构500设于工作台100中间,且传送机构500的右端为进料端,传送机构500的左端为出料端,所述压紧机构400设于传送机构500上,这样,即可通过传送机构500带动压紧机构移动,从而将固定在压紧机构400中的工件200传送至各个加工机构处进行相应工序的加工。所述送料机构300、扩孔机构800依次设于传送机构500前侧,具体地,送料机构300设于传送机构500前侧的右边,扩孔机构800设于传送机构500前侧的左边,也即靠近出料机构900的这一侧。所述钻孔机构600、倒角机构700依次设于传送机构500后侧,具体地,所述钻孔机构600设于传送机构500后侧的右边,倒角机构700设于传送机构500后侧的左边,即靠近出料机构900的一侧。所述出料机构900设于传送机构500的出料端,即传送机构500的最左端。送料机构300靠近传送机构500的一侧设有放料台1000,具体使用时,首先将工件200整齐地摆放在放料台1000上,然后由送料机构300将工件200推入压紧机构400中。
34.进一步地,所述送料机构300包括送料气缸301、送料推板302、一对滑块一303、两对滑轨一304和底座一305,所述底座一305设于传送机构500进料端的前侧,通过底座一305垫高整个送料机构300,两组滑轨一304两两对称设于底座一305上,即4个滑轨一304分左右、前后两两对称地设置在底座一305上,一对所述滑块一303平行设于送料推板302底部,滑块一303滑动连接在滑轨一304上,具体地,左侧的滑块一303滑动连接在左侧的两个滑轨一304上,右侧的滑块一303滑动连接在右侧的两个滑轨一304上,所述送料气缸301通过活塞杆一306与送料推板302连接,具体地,底座一305远离传送机构500的一侧设有一固定板
一307,所述送料气缸301固定在固定板一307外侧,送料气缸301的活塞杆一306贯穿固定板一307并与送料推板302连接,从而通过送料气缸301推动送料推板302移动,所述放料台1000设于送料推板302靠近传送机构500的一侧。送料机构300使用时,首先传送机构500移动压紧机构400,使其正对于放料台1000,然后将工件200整齐地摆放在放料台1000上,最后启动送料气缸301,通过活塞杆一306推动送料推板302前移,从而将放料台1000上的工件200推入压紧机构400中。
35.进一步地,所述压紧机构400包括液压缸401、压紧块402、支撑块403、一对立柱404、一对夹块405、连接板406,一对所述立柱404垂直设于传送机构500上,所述支撑块403设于两个立柱404下端之间,一对所述夹块405对称设于支撑块403上表面的左右两端,两个夹块405之间预留出正好能容纳工件200的区域,所述连接板406固定在两个立柱404上端之间,所述液压缸401设于连接板406上,所述压紧块402活动设于支撑块403与连接板406之间,液压缸401的活塞杆二贯穿连接板406并与压紧块402连接。压紧机构400使用时,首先其通过传送机构500移动至送料机构300处,此时压紧块401处于提起状态,在送料机构300将工件200推入两个夹块405之间的区域时,液压缸401驱动活塞杆二伸长,将压紧块402向下推动并压紧在工件200上方,从而将工件200压紧固定在压紧机构400上。
36.进一步地,所述传送机构500包括传送电机501、传送台502、螺纹杆一503、螺纹块一504、一对导轨505、一对导槽506,一对所述导轨505对称设置在工作台100上,且导轨505从工作台100的右端一直延伸至工作台100左端,一对所述导槽506设于传送台502底面两侧且分别与导轨505滑动连接,即通过导槽506和导轨505的配合使传送台502在工作台100上滑动,所述螺纹块一504设于两个导槽506之间的传送台502底面上,所述螺纹杆一503与螺纹块一504螺纹连接,工作台100的右端设有固定板二,所述传送电机501固定于固定板二上,传送电机501的输出轴贯穿固定板二与螺纹杆一503连接,具体地,螺纹块一504呈t型,两个导轨505之间的工作台100上设有与螺纹块一504配合的活动槽507,所述传送台502两侧设有挡板508。所述传送机构500使用时,通过传送电机501带动螺纹杆一503转动,从而带动与螺纹杆一503螺纹连接的螺纹块一504沿着螺纹杆一503相对移动,进而使传送台502在工作台100上左右移动,即可将固定于传送台502上的压紧机构400依次送至各个加工机构处进行相应工序的加工,无需人工频繁拆装未完成加工的工件200,通过导轨205和导槽506的配合使得传送台502移动更加平稳。
37.进一步地,所述钻孔机构600包括钻孔组件601、移位电机一602、螺纹杆二、安装板一603、一对滑轨二604、一对滑块二605和底座二606,所述底座二606设于工作台100上,一对所述滑轨二604对称设于底座二606上,一对所述滑块二605对称设于安装板一603底面两侧且分别与滑轨二604滑动连接,两个滑块二605之间的安装板一603底面上设有螺纹块二,所述螺纹杆二与螺纹块二螺纹连接,所述移位电机一602与螺纹杆二连接,所述钻孔组件601安装于安装板一603上。钻孔机构600工作时,当传送机构500将工件200移动至该处时,移动电机一602驱动螺纹杆二,使安装板一603上的整个钻孔组件601靠近工件200,然后由钻孔组件601对工件200进行钻孔加工,钻孔加工完成后,安装板一603退回原来的位置,使钻孔组件601脱离工件200。其中,钻孔组件601可采用现有技术常见的钻孔装置,在此不再赘述其结构和钻孔原理。
38.进一步地,所述倒角机构700包括倒角组件701、移位电机二702,螺纹杆三、安装板
二703、一对滑轨三704、一对滑块三705和底座三706,所述底座三706设于工作台100上,一对所述滑轨三704对称设于底座三706上,一对所述滑块三705对称设于安装板二703底面两侧且分别与滑轨三704滑动连接,两个滑块三705之间的安装板二703底面上设有螺纹块三,所述螺纹杆三与螺纹块三螺纹连接,所述移位电机二702与螺纹杆三连接,所述倒角组件701安装于安装板二703上。倒角机构700工作时,当传送机构500将工件200传送至该处时,移位电机二702驱动螺纹杆三旋转,使安装板二703上的倒角组件701整体靠近工件200,然后倒角组件701对工件200进行倒角加工,倒角加工完成后,安装板二703退回原来的位置,使倒角组件701远离工件200。其中,倒角组件701可采用现有技术的倒角装置,在此不再赘述其具体结构和倒角原理。
39.进一步地,所述扩孔机构800包括扩孔组件801、移位电机三802、螺纹杆四、安装板三803、一对滑轨四804、一对滑块四805和底座四806,所述底座四806设于工作台100上,一对所述滑轨四804对称设于底座四806上,一对所述滑块四805对称设于安装板三803底面两侧且分别与滑轨四804滑动连接,两个滑块四805之间的安装板三803底面设有螺纹块四,所述螺纹杆四与螺纹块四螺纹连接,所述移位电机三802与螺纹杆四连接,所述扩孔组件801安装于安装板三803上。扩孔机构800工作时,当传送机构500将工件200传送至该处时,移位电机三802驱动螺纹杆四旋转,使安装板三803上的扩孔组件801靠近工件200,然后由扩孔组件801对工件200进行扩孔加工,扩孔完成后,安装板三803退回原来位置,使扩孔组件801远离工件200。其中,扩孔组件801可采用现有技术的扩孔装置,在此不再赘述其具体结构和扩孔原理。
40.进一步地,所述出料机构900包括出料气缸901、出料推板902、推杆903、安装板四904、底座五905、两个滑轨五906、承接板907和出料台908,所述安装板四904通过底座五905固定在传送机构500出料端后侧,两个滑轨五906呈直线型设于安装板四904上,所述推杆903滑动连接在两个滑轨五906中,所述出料推板902连接在推杆903靠近压紧机构400的一端,所述出料气缸901连接在推杆903远离出料推板902的一端,具体地,安装板四904远离传送机构500的一端设有固定板三909,出料气缸901设于固定板三909上,且出料气缸901的活塞杆三贯穿固定板三909并与推杆903连接,所述承接板907设于传送机构500的出料端中间,所述出料台908设于传送机构500出料端的前侧。出料机构900工作时,传送机构500将已加工完成的工件200传送至出料端,此时,压紧机构400打开,然后出料气缸901推动出料推板902,使出料推板902将压紧机构400中的工件200推至承接板907上,再由承接板907落在出料台908上。
41.本实用新型的使用原理:第一,首先通过传送机构500将压紧机构400移动至进料端,将工件200整齐地摆放在放料台1000上;第二,通过送料机构300将工件200推入压紧机构400中,压紧机构400将工件200压紧固定;第三,传送机构500将工件200移动至钻孔机构600处,在此处进行钻孔加工;第四,钻孔完成后,传送机构500将工件200移动至倒角机构700处,在此进行倒角加工;第五,倒角完成后,传送机构500将工件200移动至扩孔机构800处,在此进行扩孔加工;第六,扩孔完成后,传送机构500将工件200移动至出料端,压紧机构400松开工件,出料机构900将工件200推出至出料台908上;第七,传送机构500带动压紧机构400重新回到放料台1000处。依此循环加工。
42.最后应说明的是:这些实施方式仅用于说明本实用新型而不限制本实用新型的范
围。此外,对于所属领域的技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本实用新型的保护范围之中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。