1.本实用新型涉及集装箱配件领域,具体涉及一种高承载力集装箱角件连接机构及其角件的生产模具。
背景技术:
2.集装箱角件,又被成为集装箱箱角,安装在集装箱8个角的固定件,主要是集装箱的起吊、搬运、固定、堆码和拴固作业中都起着关键作用,一般来说,箱体所承受的任何作用力也几乎全是通过角件来传递。
3.目前,公开号为cn207900163u,公开日为2018年09月25日的中国实用新型专利申请提出了一种高承载力集装箱角件及集装箱角件生产模具,包括:角件本体,角件本体上具有吊配孔,角件本体的内部具有和吊配孔连通的第一容纳空间,角件本体上远离吊配孔的一侧设置为底壁;凸起,凸起和底壁的一端连接,凸起的内部具有和第一容纳空间连通的第二容纳空间,凸起上具有和第二容纳空间连通的第一流出孔。在对两个角件连接进行连接时,将桥锁的一个锁钩放置到一个角件本体内,将另一个锁钩放置到另一个角件本体内,然后另一个人通过扳手转动双向丝杠,对角件进行锁紧。
4.针对上述中的相关技术,发明人认为,集装箱角件在用桥锁连接时,需要操作者一只手扶着桥锁的锁钩,另一只手通过扳手转动双向丝杠使锁钩将角件进行连接,进而导致在连接集装箱角件时耗时费力,进而浪费操作者的工作时间。
技术实现要素:
5.为了减少操作人员在连接角件上耗费的时间,本实用新型提供一种高承载力集装箱角件连接机构及其角件的生产模具。
6.第一方面,本实用新型提供了一种高承载力集装箱角件连接机构,采用如下的技术方案:
7.一种高承载力集装箱角件连接机构,包括角件本体以及锁紧组件,所述角件本体的内壁中部开设有调配空腔,所述角件本体一面上开设有第一孔,所述第一孔包括第一限位孔以及第二限位孔,第一限位孔与第二限位孔互相连通,并且方向互相垂直;
8.所述锁紧组件包括锁紧钩、锁紧板、锁紧螺母以及双向丝杠,所述锁紧板设置在锁紧螺母上,所述锁紧钩设置在锁紧板上,所述锁紧螺母螺纹连接在双向丝杠上。
9.可选的,所述双向丝杠上还设置有限位螺母。
10.可选的,所述双向丝杠上还设置有锁紧插销以及锁紧扣,所述双向丝杠上开设有第一通孔,所述锁紧插销穿设在第一通孔内,所述锁紧插销上开设有第二通孔,所述锁紧扣穿设在第二通孔内。
11.可选的,所述双向丝杠包括光滑部以及螺纹部,所述光滑部同轴设置在螺纹部的两端,所述光滑部的直径小于螺纹部的直径。
12.可选的,所述角件本体上还开设有配吊孔。
13.第二方面,本实用新型提供了一种角件的生产模具,采用如下的技术方案:一种角件的生产模具,包括外模机构以及内模机构,所述外模机构包括第一外模板以及第二外模板,所述第一外模板上开设有第一空腔,所述第二外模板上开设有第二空腔,所述第一空腔与第二空腔连通;所述内模机构包括角件模具以及模砂,所述角件模具设置在第一外模板与第二外模板之间,所述模砂填充到角件模具内部以及角件模具与第一外模板、第二外模板之间的空隙处。
14.可选的,所述外模机构还包括浇筑管,所述第一外模板上开设有浇筑孔以及排气孔,所述浇筑管设置在第一外模板上,且浇筑管通过浇筑孔与第一空腔连通。
15.综上所述,本实用新型包括以下至少一种有益技术效果:
16.1.两个角件进行连接时,锁紧板滑动在第二限位孔内,且锁紧钩抵接在角件本体的内壁上,使锁紧钩以及锁紧板不易脱落,在使用双向丝杠进行连接时,无需手扶锁紧板,便可通过扳手将两个角件进行锁紧。
17.转动限位螺母使限位螺母与锁紧螺母抵接,限位螺母可以使锁紧螺母的内螺纹与双向丝杠上的外螺纹连接更紧密,进而减小锁紧螺母松动的概率;锁紧插销以及锁紧扣的设置,减小锁紧螺母脱离双向丝杠的概率。
18.双向丝杠两端呈光滑设置,可以时锁紧螺母直接套设在双向螺母上与螺纹接触,进而减少操作人员通过扳手转动双向丝杠的过程。
19.铁水从浇筑管流向模具内部将角件模具融化,减少了浇筑步骤,节约时间;排气孔的设置,使在浇筑时能及时排出铁水融化角件模具产生的气体,进而减小气体将模砂冲击变形的概率,进而提高角件的成品率。
附图说明
20.图1为角件本体结构示意图;
21.图2为锁紧组件结构示意图;
22.图3为锁紧组件与角件结合示意图;
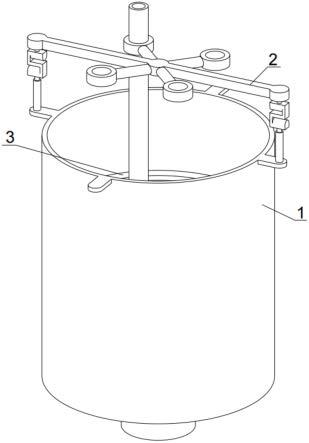
23.图4为角件生产模具示意图;
24.图5为角件生产模具内部示意图。
25.附图标记说明:100、角件本体;110、调配空腔;120、第一孔;121、第一限位孔;122、第二限位孔;130、第二孔;131、第三限位孔;132、第四限位孔;140、配吊孔;200、锁紧组件;210、锁紧钩;220、锁紧板;230、锁紧螺母;240、双向丝杠;241、光滑部;242、螺纹部;250、限位螺母;260、锁紧插销;270、锁紧扣;300、外模机构;310、第一外模板;320、第二外模板;330、浇筑管;340、排气孔;400、角件模具。
具体实施方式
26.以下结合附图1-5对本实用新型作进一步详细说明。
27.实施例1:
28.本技术实施例公开了一种高承载力集装箱角件连接机构,参照图1,图2及图3,包括角件本体100以及用于将角件进行连接的锁紧组件200。
29.参照图1,所述角件本体100的内壁中部开设有调配空腔110,所述角件本体100与
集装箱长度方向的一面上开设有第一孔120,所述角件本体100与集装箱宽度方向的一面开设有第二孔130,所述第一孔120与第二孔130均呈“十”字型开设;所述第一孔120包括第一限位孔121以及第二限位孔122,所述第一限位孔121沿角件本体100的横向方向开设,所述第二限位孔122沿角件本体100的纵向方向开设,所述第二限位孔122的宽度大于第一限位孔121的宽度;所述第二孔130包括第三限位孔131以及第四限位孔132,所述第三限位孔131沿角件本体100的横向方向开设,所述第三限位孔131沿角件本体100的纵向方向开设,所述第三限位孔131的宽度大于第四限位孔132的宽度。
30.参照图2,所述锁紧组件200包括锁紧钩210、锁紧板220、锁紧螺母230以及双向丝杠240,所述锁紧板220通过焊接的方式连接在锁紧螺母230上,所述锁紧钩210通过焊接的方式连接在在锁紧板220上,所述双向丝杠240两端焊接有光滑部241,所述光滑部241的与双向丝杠240同轴连接,所述光滑部241的直径小于锁紧螺母230的内径。所述锁紧螺母230螺纹连接在双向丝杠240上,所述锁紧钩210的宽度小于第一限位孔121的宽度,所述锁紧板220的宽度小于第二限位孔122的宽度。
31.参照图1、图2及图3,当两个角件进行连接时,锁紧板220滑动在第二限位孔122内,且锁紧钩210抵接在角件本体100的内壁上,操作人员先将一个锁紧螺母230从光滑部241套设在双向丝杠240的一端,且将锁紧螺母230螺纹连接在双向丝杠240一端的螺纹上,重复上述操作,再将另一个焊接有锁紧钩210、锁紧板220的锁紧螺母230螺纹连接在双向丝杠240的另一端上,此时操作人员通过扳手转动双向丝杠240,双向丝杠240在螺纹的作用下驱动两个锁紧螺母230相对移动,进而使两个锁紧钩210相对移动,进而将两个角件连接在一起。使锁紧钩210以及锁紧板220不易脱落,在使用双向丝杠240进行连接时,无需手扶锁紧板220,便可通过扳手将两个角件进行锁紧。
32.参照图2,所述锁紧组件200还包括锁紧插销260以及锁紧扣270,所述光滑部241远离螺纹部242的一端开设有第一通孔,所述锁紧插销260上开设有第二通孔,所述锁紧插销260穿设在第一通孔内,所述锁紧扣270穿设在第二通孔内;锁紧插销260以及锁紧扣270的设置,减小锁紧螺母230脱离双向丝杠240的概率。
33.参照图2,所述锁紧组件200还包括限位螺母250,所述限位螺母250穿螺纹连接在双向丝杠240上;限位螺母250可以使锁紧螺母230的内螺纹与双向丝杠240上的外螺纹连接更紧密,进而减小锁紧螺母230松动的概率。
34.本技术实施例一种高承载力集装箱角件连接机构的实施原理为:当两个角件进行连接时,锁紧板220滑动在第二限位孔122内,且锁紧钩210抵接在角件本体100的内壁上,操作人员先将一个锁紧螺母230从光滑部241套设在双向丝杠240的一端,且将锁紧螺母230螺纹连接在双向丝杠240一端的螺纹上,重复上述操作,再将另一个焊接有锁紧钩210、锁紧板220的锁紧螺母230螺纹连接在双向丝杠240的另一端上,此时操作人员通过扳手转动双向丝杠240,双向丝杠240在螺纹的作用下驱动两个锁紧螺母230相对移动,进而使两个锁紧钩210相对移动,进而将两个角件连接在一起,最后把限位插销插进第一通孔,将锁紧扣270插进第二通孔。
35.实施例2:
36.本技术实施例公开了一种角件的生产模具,参照图4及图5,一种角件的生产模具,包括外模机构300以及内模机构,所述外模机构300包括第一外模板310以及第二外模板
320,所述第一外模板310上开设有第一空腔,所述第二外模板320上开设有第二空腔,所述第一空腔与第二空腔连通;所述内模机构包括角件模具400以及模砂,所述角件模具400设置在第一外模板310与第二外模板320之间,所述模砂填充到角件模具400内部以及角件模具400与第一外模板310、第二外模板320之间的空隙处; 铁水从浇筑管330流向模具内部将角件模具400融化,减少了浇筑步骤,节约时间。
37.参照图4,所述外模机构300还包括浇筑管330,所述浇筑管330一端内径小于另一端内径,所述第一外模板310上开设有浇筑孔以及排气孔340,所述浇筑管330内径小的一端通过焊接的方式连接在第一外模板310上,且浇筑管330与浇筑孔连通;排气孔340的设置,使在浇筑时能及时排出铁水融化角件模具400产生的气体,进而减小气体将模砂冲击变形的概率,进而提高角件的成品率。
38.本技术实施例一种角件的生产模具的实施原理为:在浇筑角件时,将角件模具400内部填充满模砂,将角件模具400放置到第一外模板310与第二外模板320之间开设的第一空腔与第二空腔之间,并用模砂将角件模具400与第一空腔、第二空腔之间的空隙进行填充,最后将铁水通过浇筑管330浇筑到第一外模板310与第二外模板320之间,并将角件模具400融化,最后脱模并冷却浇筑成型的角件。
39.以上均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。