1.本实用新型涉及气垫机,特别涉及一种气垫机热烫头结构。
背景技术:
2.在快递运输中,对于一些贵重物品、易碎物品等,根据具体的情况,可以选择在外包装盒内垫入泡棉、气垫袋、蜂巢纸等。其中,气垫袋一般由气垫袋膜制成。气垫袋膜内尚未充气,一侧边缘开口,配合气垫机,经过吹气、热合密封后,形成气垫袋。
3.请参阅图1和图2,气垫机上一般转动连接有热烫头、配套热烫头的压辊。现有热烫头一般包括隔热基体、两个电热金属丝。隔热基体用于和气垫机转动连接,其外壁呈环形,两个电热金属丝分别嵌入于隔热基体的外壁,形成热烫面。
4.为了防止电热金属丝粘连气垫袋膜,现有的热烫头还配合防粘带使用,即在热烫头的热烫面上包覆一层防粘带。防粘带为损耗件,在高温、摩擦的使用环境下,很容易老化、破损、甚至断裂,因此需要定期进行更换。而更换防粘带,就需要停止气垫机,增加生产成本,影响生产效率。
技术实现要素:
5.本技术提供一种气垫机热烫头结构,能够解决现有气垫机的热烫头因为需要更换防粘带,从而增加生产成本,影响生产效率的问题。
6.本技术中,提供一种气垫机热烫头结构,包括:导热基体,所述导热基体的第一外壁呈环形,所述导热基体用于转动连接于气垫机,还用于传导气垫机加热机构产生的热量;防粘层,所述防粘层覆于所述导热基体的第一外壁;导热系数低于所述导热基体的两个隔热体,两个所述隔热体的第二外壁均呈环形,两个所述隔热体还分别连接于所述导热基体的两侧;在连接状态下,两个第二外壁分别处于第一外壁的两侧,两个第二外壁和第一外壁组成环形的热烫面;所述热烫面中第一外壁传导热量,用于热合气垫袋膜的开口边缘,两个第二外壁阻隔热量的传导,用于配合气垫机的压辊,压住并传导气垫袋膜。
7.采用上述技术方案,因为热烫头结构上的更改,所以气垫机加热机构可以从原有的电热丝改为陶瓷发热片;防粘层用于:防止在热合时,热合气垫袋膜粘连在第一外壁;相比原来隔热基体、电热金属丝的方式,不需要在热烫面上包覆防粘带,也就避免了防粘带因为老化、破损、断裂等而需要进行更换。
8.一种实施方式中,所述导热基体的材质为铜、铜合金、铝、铝合金中的一种。
9.采用上述技术方案,铜的导热系数约为401w/m.k,铝的导热系数约为237w/m.k,具有很好的导热性;铜合金、铝合金,导热系数有所降低,但任然是热的良导体,同时可提高强度和加工性能;热烫面中第一外壁用于热合气垫袋膜的开口边缘。
10.一种实施方式中,两个所述隔热体的材质为橡胶、塑胶、木材中的一种。
11.采用上述技术方案,这些材质的导向系数根据不同的具体种类,有所不同,但基本都小于1w/m.k,为热的不良导体;两个第二外壁不粘连气垫袋膜,用于配合压辊,压住气垫
袋膜。
12.一种实施方式中,所述防粘层为铁氟龙层、特氟龙层、陶瓷层中的一种。
13.采用上述技术方案,在导热基体的第一外壁进行铁氟龙处理,形成铁氟龙层,或者在导热基体的第一外壁涂覆一层特氟龙层/陶瓷层;三者都是常见的、用于高温环境下的防粘层。
14.一种实施方式中,所述导热基体在第一外壁的中间位置设置有第一环形槽。
15.采用上述技术方案,设置第一环形槽,为气垫袋膜热合部分的中间位置提供形变的空间,提高热合效果。
16.一种实施方式中,所述导热基体在第一外壁的两侧位置均设置有第二环形槽,所述第二环形槽用于使两个第二外壁和第一外壁之间产生间隔。
17.采用上述技术方案,设置两个第二环形槽,为气垫袋膜热合部分的两侧位置提供形变的空间,提高热合效果。
18.一种实施方式中,所述防粘层覆于所述导热基体。
19.采用上述技术方案,在加工处理中,操作更加方便,也能保证第一外壁上都被防粘层覆盖。
20.综上所述,本技术中,一种气垫机热烫头结构,设计导热基体和隔热体,气垫机加热机构可以从原有的电热丝改为陶瓷发热片,配合防粘层。相比现有的热烫头,具有不需要在热烫面上包覆防粘带,避免了防粘带因为老化、破损、断裂等而需要进行更换,从而降低生产成本,保障生产效率的有益效果。
附图说明
21.为了更好清楚地说明本技术实施例或背景技术中的技术方案,下面将对本技术实施例或背景技术中所需使用的附图进行说明。
22.图1为现有气垫机的结构示意图;
23.图2为现有热烫头的剖视图;
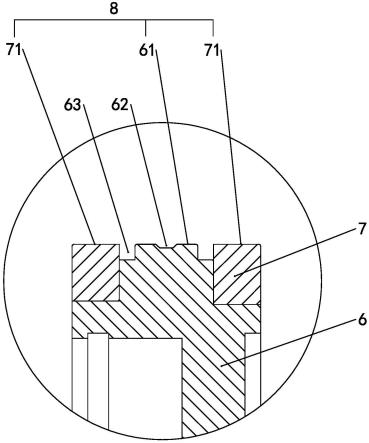
24.图3为本实用的剖视图;
25.图4为图3中a部分的放大示意图。
26.图中,1、压辊;2、吹气部分;3、隔热基体;4、电热金属丝;5、防粘带;6、导热基体;61、第一外壁;62、第一环形槽;63、第二环形槽;7、隔热体;71、第二外壁;8、热烫面。
具体实施方式
27.以下结合说明附图作出进一步说明。
28.请参阅图1,气垫机上一般转动连接有热烫头、配套热烫头的压辊1。气垫袋膜一边缘开口,经过吹气部分2吹气后,从压辊1、热烫头之间经过,将开口的边缘热合,形成气垫袋。压辊1表面一般为一层软性层,通过变形,增加对气垫袋膜的挤压,使气垫袋膜稳定地从热烫头、压辊1之间经过,保证热合时的稳定性。
29.请参阅图2,现有热烫头一般包括隔热基体3、两个电热金属丝4。隔热基体3用于和气垫机转动连接,其外壁呈环形,两个电热金属丝4分别嵌入于隔热基体3的外壁,形成热烫面8。这样,电热金属丝4主要用于:热合气垫袋膜开口的边缘,隔热基体3主要用于:配合压
辊1,压住气垫袋膜,保证热合时的稳定性。为了防止电热金属丝4粘连气垫袋膜,现有的热烫头还配合防粘带5使用,即在热烫头的热烫面8上包覆一层防粘带5。防粘带5为损耗件,在高温、摩擦的使用环境下,很容易老化、破损、甚至断裂,因此需要定期进行更换。
30.请参阅图3和图4,一种气垫机热烫头结构,包括导热基体6、两个隔热体7、防粘层。导热基体6的第一外壁61呈环形,导热基体6用于转动连接于气垫机,还用于传导气垫机加热机构产生的热量。因为热烫头结构上的更改,所以气垫机加热机构可以从原有的电热丝改为陶瓷发热片。
31.两个隔热体7的导热系数低于导热基体6,其第二外壁71也均呈环形,两个隔热体7还分别连接于导热基体6的两侧。具体地,导热基体6的两侧可以设置呈台阶状,供隔热体7卡接固定。在连接状态下,两个第二外壁71分别处于第一外壁61的两侧,两个第二外壁71和第一外壁61组成环形的热烫面8。热烫面8中第一外壁61传导热量,表面温度高,用于热合气垫袋膜的开口边缘。两个第二外壁71,阻隔热量的传导,表面温度低,不粘连气垫袋膜,用于配合气垫机的压辊1,压住并传导气垫袋膜。即选用合适导热系数的材料制作导热基体6、隔热体7,使得加热机构作用下,第一外壁61的温度高,完成热合。
32.一种实施方式中,优选地,导热基体6的材质为铜、铜合金、铝、铝合金中的一种。铜、铝都是常见的金属材料,铜的导热系数约为401w/m.k,铝的导热系数约为237w/m.k,具有很好的导热性。铜合金、铝合金,导热系数有所降低,但任然是热的良导体,同时可提高强度和加工性能。更具体地,导热基体6的材质可以为铝合金。
33.一种实施方式中,优选地,隔热体7的材质为橡胶、塑胶、木材中的一种。这些材质的导向系数根据不同的具体种类,有所不同,但基本都小于1w/m.k,为热的不良导体。更具体地,隔热体7的材质可以为硅橡胶。
34.防粘层覆于导热基体6的第一外壁61,防止在热合时,热合气垫袋膜粘连在第一外壁61。这样,相比原有隔热基体3、电热金属丝4的方式,不需要在热烫面8上包覆防粘带5,也就避免了防粘带5因为老化、破损、断裂等而需要进行更换。
35.一种实施方式中,优选地,防粘层为铁氟龙层、特氟龙层、陶瓷层中的一种。即在导热基体6的第一外壁61进行铁氟龙处理,形成铁氟龙层,或者在导热基体6的第一外壁61涂覆一层特氟龙层/陶瓷层。
36.另外,防粘层可以覆于整个导热基体6。这样,在加工处理中,操作更加方便,也能保证第一外壁61上都被防粘层覆盖。
37.一种实施方式中,进一步地,导热基体6在第一外壁61的中间位置设置有第一环形槽62。设置第一环形槽62,为气垫袋膜热合部分的中间位置提供形变的空间,提高热合效果。
38.一种实施方式中,进一步地,导热基体6在第一外壁61的两侧位置均设置有第二环形槽63,第二环形槽63用于使两个第二外壁71和第一外壁61之间产生间隔。设置两个第二环形槽63,为气垫袋膜热合部分的两侧位置提供形变的空间,提高热合效果。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。