1.本实用新型涉及自动换型设备技术领域,尤其是一种自动化快换机构。
背景技术:
2.在自动测量机中,常用到机械手臂带动测量机构对工件进行测量检测;为适用于不同检测对象,或者是为了检测不同类别的尺寸,一台测量机中往往需要使用不同的测头,这些多个不同的测头与测量机的机械手臂之间需要能够匹配,通过换装进行检测换型,同时,在换型时还需要自动对接电路。
3.现有技术中,机械手臂上不同测头的换装通槽由人工操作来完成,同步进行电路的对接;或者是,在机械手臂和测头之间配装标准的快换系统,来实现自动化的换型;为保证测量质量,对于换型对接的要求较高,现有满足测量机的快换系统多为进口产品,普遍价格昂贵,货期长,导致检测成本很高。
技术实现要素:
4.本技术人针对上述现有生产技术中的缺点,提供一种结构合理的自动化快换机构,从而实现了外部手臂上对象组件的自动化快速换型,同时实现电路接插件的同步电性插装连接,结构巧妙,使用方便、可靠、实用,成本低。
5.本实用新型所采用的技术方案如下:
6.一种自动化快换机构,包括支架,支架上支承放置有快换座,快换座顶面中部朝上安装有拉钉,快换座底面朝下安装有对象组件;还包括安装于外部手臂执行端端部的气动锁紧组件,气动锁紧组件中包括有沿同一圆周方向间隔安装的多个钢珠;所述拉钉顶部向上伸至气动锁紧组件中多个钢珠内侧,在外部气动力作用下,多个钢珠径向向内移动而将拉钉夹持;在外部气动力释放后,拉钉在重力作用下推动钢珠径向外移而松开。
7.作为上述技术方案的进一步改进:
8.位于拉钉外侧的快换座上安装有中接插件,气动锁紧组件上安装有上接插件;所述拉钉顶端伸至气动锁紧组件中并被夹持时,快换座顶面与气动锁紧组件底面相互贴合,上接插件与中接插件上下相互电性插装。
9.所述上接插件与外部手臂的控制系统电性连接,中接插件与相应对象组件中的元件电性连接,上接插件与中接插件的插装使得对象组件的元件与外部手臂的控制系统电性连接。
10.位于拉钉外侧的快换座上安装有中接插件,支架上安装有下接插件;所述快换座支承于支架上时,中接插件与下接插件上下相互电性插装。
11.上下贯穿快换座对称安装有导向销,气动锁紧组件上开设有与导向销顶端对应的对接孔,支架上开设有与导向销底端对应的导向孔。
12.所述气动锁紧组件中包括有外套筒,外套筒内部轴向滑动安装有移动件,移动件底面开设有开口朝下的锥形孔,多个钢珠包容于锥形孔内侧面;所述移动件圆周外壁面与
外套筒之间形成密封腔,密封腔上开设有与外部气源相通的气孔;还包括弹性体,密封腔中气压力和弹性体的弹性力共同向移动件施加方向相反的力,使得移动件上行或下移。
13.所述外套筒顶面固定安装有衔接板,衔接板一端顶面与外部手臂执行端端部安装,衔接板另一端底面安装外套筒;所述移动件顶面与衔接板底面之间共同压装有弹性体。
14.所述移动件包括有直径较大的大端和直径较小的小端,大端和小端上下布置并在其相接处形成外台阶;所述外套筒内部设置有与大端直径相配的大孔,和与小端直径相配的小孔,大孔和小孔相接处形成内台阶;所述大端的轴向尺寸小于大孔的轴向尺寸,在外台阶与内台阶之间形成环形的空间;所述大端外壁面与大孔内壁面之间压装有上密封圈,小端外壁面与小孔内壁面之间压装有下密封圈,使得环形的空间构成相对密封的密封腔。
15.所述外套筒底端孔口处安装有珠座,珠座上开设有与钢珠一一对应的珠孔,珠孔沿着圆周方向顺序间隔排列;所述珠座顶端伸至移动件的锥形孔中,使得钢珠外壁面与锥形孔内壁面接触贴合;所述珠座周向配装有中间板,中间板与外套筒底面紧固安装,将珠座相对于外套筒压紧。
16.所述拉钉上部沿着周向内凹形成内缩颈部,内缩颈部的截面形状为与钢珠相配的内凹结构。
17.本实用新型的有益效果如下:
18.本实用新型结构紧凑、合理,操作方便,通过周向间隔布设的钢珠,其在气动力作用下径向移动,从而能够对伸入其内的拉钉头部进行向内夹持或是自重下落,从而有效助力于实现外部手臂上对象组件的自动化快速换型;同时,外部手臂相对于对象组件单向的上下移动即实现夹持或松持,亦助力于实现电路接插件的同步上下电性插装连接,尤其适用于测量机中测头的自动更换,结构巧妙,使用方便、可靠、实用,成本低。
附图说明
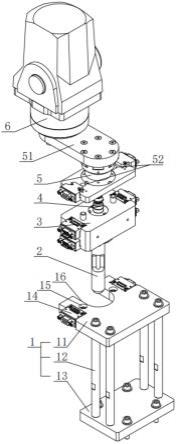
19.图1为本实用新型的结构示意图。
20.图2为本实用新型快换座的结构示意图。
21.图3为本实用新型气动锁紧组件与快换座夹持状态示意图。
22.图4为图3中a处的局部放大图。
23.其中:1、支架;2、对象组件;3、快换座;4、拉钉;5、气动锁紧组件;6、外部手臂;
24.11、上板;12、立柱;13、下板;14、下接插件;15、导向孔;16、凹槽;
25.31、座本体;32、导向销;33、中接插件;34、锁紧螺钉;
26.41、内缩颈部;
27.50、密封腔;51、衔接板;52、对接孔;53、弹性体;54、移动件;55、外套筒;56、钢珠;57、珠座;58、中间板;59、上接插件;501、气孔;502、上密封圈;503、下密封圈。
具体实施方式
28.下面结合附图,说明本实用新型的具体实施方式。
29.如图1和图3所示,本实施例的一种自动化快换机构,包括支架1,支架1上支承放置有快换座3,快换座3顶面中部朝上安装有拉钉4,快换座3底面朝下安装有对象组件2;还包括安装于外部手臂6执行端端部的气动锁紧组件5,气动锁紧组件5中包括有沿同一圆周方
向间隔安装的多个钢珠56;拉钉4顶部向上伸至气动锁紧组件5中多个钢珠56内侧,在外部气动力作用下,多个钢珠56径向向内移动而将拉钉4夹持;在外部气动力释放后,拉钉4在重力作用下推动钢珠56径向外移而松开。
30.本实施例中,通过周向间隔布设的钢珠56,其在气动力作用下径向移动,从而能够对伸入其内的拉钉4头部进行向内夹持或是自重下落,从而有效助力于实现外部手臂6上对象组件2的自动化快速换型;同时,外部手臂6相对于对象组件2单向的上下移动即实现夹持或松持,亦助力于实现电路接插件的同步上下电性插装连接,尤其适用于测量机中测头的自动更换。
31.如图2所示,位于拉钉4外侧的快换座3上安装有中接插件33,气动锁紧组件5上安装有上接插件59;拉钉4顶端伸至气动锁紧组件5中并被夹持时,快换座3顶面与气动锁紧组件5底面相互贴合,上接插件59与中接插件33上下相互电性插装。
32.上接插件59与外部手臂6的控制系统电性连接,中接插件33与相应对象组件2中的元件电性连接,上接插件59与中接插件33的插装使得对象组件2的元件与外部手臂6的控制系统电性连接,使得对象组件2能够在控制系统控制下进行自动化操作。
33.位于拉钉4外侧的快换座3上安装有中接插件33,支架1上安装有下接插件14;快换座3支承于支架1上时,中接插件33与下接插件14上下相互电性插装,便于快换座3上对象组件2型号的识别确认、信息的存储互换、或者是电池的充电等。
34.本实施例中,快换座3上的中接插件33可以设置为相互间电性连接的两组,一组与上方上接插件59插装配合使用,另一组与下方下接插件14插装配合使用。
35.上下贯穿快换座3对称安装有导向销32,气动锁紧组件5上开设有与导向销32顶端对应的对接孔52,支架1上开设有与导向销32底端对应的导向孔15。
36.本实施例中,对接孔52包括有水平间隔布设的两个,一个为圆形孔,另一个为沿着布设方向的腰型孔,便于与导向销32的导向对接;
37.本实施例中,导向孔15上端孔口处设置为开口朝上的锥形结构,对导向销32的插装起到导向作用;
38.本实施例中,也可以将导向销32上端和下端沿周向设置为锥面,亦是起到对接时的导向作用。
39.本实施例中,支架1用于安装有对象组件2的快换座3的支承存放;支架1的具体结构可以为:包括上下间隔布设的上板11和下板13,上板11和下板13之间四个角处支承安装有立柱12;上板11一侧边缘中部向内开设有凹槽16,安装有对象组件2的快换座3挂装于凹槽16处;位于凹槽16两侧的上板11上还设置有导向孔15,并安装有下接插件14;当快换座3底面与上板11顶面贴合时,导向销32底部插装至导向孔15中,并且中接插件33与下接插件14对应接插。
40.如图3和图4所示,气动锁紧组件5中包括有外套筒55,外套筒55内部轴向滑动安装有移动件54,移动件54底面开设有开口朝下的锥形孔,多个钢珠56包容于锥形孔内侧面,经锥形孔的倾斜面向钢珠56施加向内的内受力,或者是倾斜面脱离钢珠56从而解除对钢珠56的周向施力;移动件54圆周外壁面与外套筒55之间形成密封腔50,密封腔50上开设有与外部气源相通的气孔501;还包括弹性体53,密封腔50中气压力和弹性体53的弹性力共同向移动件54施加方向相反的力,使得移动件54上行或下移,从而实现锥形孔与钢珠56之间的接
触解除或者是周向施力。
41.外套筒55顶面固定安装有衔接板51,衔接板51一端顶面与外部手臂6执行端端部安装,衔接板51另一端底面安装外套筒55,从而一方面便于气动锁紧组件5与外部手臂6之间的安装调试操作,另一方面亦方便于气动锁紧组件5本身的安装调整;移动件54顶面与衔接板51底面之间共同压装有弹性体53,由弹性体53向移动件54施加竖直轴向方向的力。
42.移动件54包括有直径较大的大端和直径较小的小端,大端和小端上下布置并在其相接处形成外台阶;外套筒55内部设置有与大端直径相配的大孔,和与小端直径相配的小孔,大孔和小孔相接处形成内台阶;大端的轴向尺寸小于大孔的轴向尺寸,在外台阶与内台阶之间形成环形的空间,随着移动件54相对于外套筒55的轴向移动,该环形的空间的轴向尺寸随之变化;大端外壁面与大孔内壁面之间压装有上密封圈502,小端外壁面与小孔内壁面之间压装有下密封圈503,使得位于上密封圈502和下密封圈503之间的环形的空间构成相对密封的密封腔50。
43.本实施例中,与密封腔50正对着的外套筒55壁面上开设有与外部气源相通的气孔501,便于向密封腔50中输气或者是排气。
44.外套筒55底端孔口处安装有珠座57,珠座57上开设有与钢珠56一一对应的珠孔,珠孔沿着圆周方向顺序间隔排列,通过珠座57的设置,实现钢珠56的稳定安装,并为钢珠56的径向移动提供导向作用;珠座57顶端伸至移动件54的锥形孔中,使得钢珠56外壁面与锥形孔内壁面接触贴合;珠座57周向配装有中间板58,中间板58与外套筒55底面紧固安装,将珠座57相对于外套筒55压紧。
45.本实施例中,钢珠56的直径大于嵌装处珠座57的内外壁厚,从而能够可靠保证位于珠座57外部的钢珠56外壁面与移动件54的锥形孔壁面稳定接触,位于珠座57内部的钢珠56内壁面则与拉钉4头部可靠夹持。
46.本实施例中,珠座57亦为轴向贯穿的筒型结构,其轴向中空部用于拉钉4的伸入。
47.拉钉4上部沿着周向内凹形成内缩颈部41,内缩颈部41的截面形状为与钢珠56相配的内凹结构,从而便于钢珠56从周向与内凹结构贴合相配,实现夹持,同时亦便于在锥形孔壁面脱离钢珠56后,在拉钉4自重作用下,由内凹结构向钢珠56施加径向向外移动的力,而便于拉钉4的下落脱离。
48.本实施例中,快换座3包括有长方体结构的座本体31,座本体31顶面中心处插装有拉钉4,拉钉4通过下方的锁紧螺钉34紧固锁止于座本体31上;座本体31底面中心处安装有对象组件2,对象组件2可以是测量机中的测头组件,亦或是夹持组件等其他需要匹配自动化换型的夹具、治具等;位于拉钉4两侧的座本体31上贯穿安装有导向销32,座本体31两端便于的中部嵌装有中接插件33,中接插件33顶面、底面上设置有供电性连接的孔或是插针。
49.本实用新型的使用方式为:
50.将气动锁紧组件5经衔接板51安装于外部手臂6的执行端,在支架1上放置安装有对象组件2的快换座3;
51.外部手臂6携带气动锁紧组件5移动至快换座3上方,并使得移动件54位于拉钉4的正上方,此时,移动件54相对于外套筒55位于上位,钢珠56可径向外移并脱离珠座57的内孔;
52.外部手臂6带动气动锁紧组件5下行,直至下方的拉钉4伸至气动锁紧组件5的预设
位置,即钢珠56围设于拉钉4内缩颈部41的圆周方向上,但是并不相互接触施力;此时上接插件59与中接插件33上下插装;
53.外部气源经气孔501将密封腔50中抽气,密封腔50中气压下降,在弹性体53弹力和移动件54自身重力的作用下,移动件54相对于外套筒55下行,锥形孔内壁面靠近、接触并从周向施力于各个钢珠56,使得钢珠56沿着珠座57的径向向内收缩直至与拉钉4周向内缩颈部41卡装接触,从而将拉钉4夹持;
54.外部手臂6带动气动锁紧组件5上行,经夹持的拉钉4带动快换座3以及对象组件2上行,使其脱离支架1,完成外部手臂6执行端对象组件2的自动化夹持安装;
55.换型时将对象组件2卸下的过程与上述夹持安装过程相似,先由外部手臂6经气动锁紧组件5携带着快换座3、对象组件2运行至支架1上方,并下行将快换座3、对象组件2挂装于支架1上;由外部气源经气孔501向密封腔50中吹气,密封腔50中气压上升,逐步抵消并高于弹性体53弹力和移动件54自身重力,使得移动件54相对于外套筒55上移,锥形孔内壁面逐渐远离各个钢珠56,直至预设位置;外部手臂6带动气动锁紧组件5上行,拉钉4、快换座3和对象组件2在自身重力作用下保留在支架1上,即拉钉4顶部脱离钢珠56、气动锁紧组件5,从而完成外部手臂6执行端对象组件2的自动解锁。
56.本实用新型结构巧妙,实现了自动化的快换,尤其适用于测头的快换,方便、可靠、实用,成本低。
57.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
