一种dc头焊接装置
技术领域
1.本实用新型属于dc头焊接技术领域,尤其涉及一种dc头焊接装置。
背景技术:
2.我们把电源适配器连接与之供电的电子产品之间的连接器统称为dc头,因为电源适配器输出的为dc直流,所以将dc连接器称为dc头,为满足不同使用要求现有的dc头与线材的位置方式有三种,一种是dc头与线材平行放置,一种垂直放置,一种是dc头与线材呈其他角度放置,dc头与线材的连接工艺较为复杂,目前现有的dc头屏蔽线焊接装置(国内申请号为:202120966585.8)无法同时实现平行、或垂直或其他角度焊接方式的兼容,导致效率低,成本高。
技术实现要素:
3.本技术实施例的目的在于提供一种dc头焊接装置,旨在如何提高dc头焊接的效率,降低生产成本,并实现dc头与线材平行或呈一定角度焊接。
4.为实现上述目的,本技术采用的技术方案是:提供一种dc头焊接装置,用以将dc头以平行或一定角度方式与线材焊接,包括:线材、dc头、支撑架、固定于所述支撑架上的夹取移动旋转机构、焊接机构、夹线机构,所述焊接机构位于所述夹线机构上方,所述夹线机构位于所述夹取移动旋转机构上方,所述夹线机构用于夹紧所述线材使其固定,所述夹取移动旋转机构用于移动到夹取位置夹取所述dc头使其固定,或可将夹取的所述dc头旋转一定角度,所述焊接机构用于焊接dc头。
5.所述线材一端裸露有一长线芯以及一短线芯,所述dc头一侧已和所述长线芯焊接,所述短线芯端部为裸露导线。
6.所述夹取移动旋转机构包括:第一导轨、第一滑块、第一气缸、第一气缸垫块、第一气缸连接块、第一安装板、第二气缸、第二气缸连接块、第二导轨、第二滑块、第二安装板、旋转固定底板、第三气缸固定连接轴、第三气缸、第三气缸连接块、第三气缸活动连接轴、第三气缸活动摇杆、旋转主轴、旋转轴安装立板、旋转下限位板、旋转上限位板、旋转驱动块、旋转连接块、第四气缸、旋转上夹、旋转下夹;
7.所述第一导轨与所述第一滑块可滑动连接,所述第一气缸与所述第一气缸垫块固定连接,所述第一气缸输出端与所述第一气缸连接块固定连接,所述第一气缸连接块可拆卸设置于所述第一安装板、所述第一滑块与所述第一安装板固定连接,所述第二气缸与所述第一安装板固定连接,所述第二气缸连接块固定于所述第二气缸输出端、所述第二导轨与所述第一安装板固定连接,所述第二滑块与所述第二导轨可滑动连接,所述第二滑块与所述第二安装板固定连接,所述第二气缸连接块可拆卸设置于所述第二安装板,所述第二安装板上固定有所述旋转固定底板、所述第三气缸固定连接轴与所述第二安装板固定连接,所述第三气缸一端与所述第三气缸固定连接轴可转动连接,所述第三气缸连接块固定于所述第三气缸输出端、所述第三气缸活动连接轴与所述第三气缸连接块可转动连接,所
述第三气缸活动连接轴与所述第三气缸活动摇杆固定连接,所述第三气缸活动摇杆与所述旋转主轴一端以一定角度固定连接,所述旋转轴安装立板固定于所述旋转固定底板上,所述旋转上限位板固定于所述旋转轴安装立板一侧,所述旋转下限位板固定于所述旋转轴安装立板另一侧,所述旋转主轴与所述旋转轴安装立板可转动连接,所述旋转主轴另一端与所述旋转驱动块固定连接,所述旋转连接块与所述旋转驱动块固定连接,所述第四气缸与所述旋转连接块固定连接,所述第四气缸输出端固定有所述旋转上夹以及所述旋转下夹,所述第四气缸用于驱动所述旋转上夹以及所述旋转下夹,夹取所述dc头,所述第一气缸以及所述第二气缸用于最终实现将所述旋转上夹以及所述旋转下夹移动至夹取dc头的位置,所述第三气缸用于最终实现夹取好的所述dc头旋转一定角度。
8.所述焊接机构包括:焊接安装底板、第五气缸安装板、第五气缸、第五气缸限位板、第五气缸连接头、第五气缸连接块、第三导轨、第三滑块、焊接左右移动安装板、第六气缸安装板、第六气缸、第六气缸连接头、焊接上下移动安装板、第四导轨、第四滑块、电烙铁连接板、电烙铁固定板、导锡板、导管、焊锡条、电烙铁;
9.所述焊接安装底板与所述第五气缸安装板固定连接,所述第五气缸与所述第五气缸安装板固定连接,所述第五气缸限位板与所述焊接安装底板固定连接,所述第五气缸输出端上安装有第五气缸连接头,所述第五气缸连接块与所述第五气缸连接头固定连接,所述第五气缸连接块与所述焊接左右移动安装板固定连接,所述第三导轨与所述焊接安装底板固定连接,所述第三滑块与所述第三导轨可滑动连接,所述第三滑块与所述焊接左右移动安装板固定连接,所述第六气缸安装板与所述焊接左右移动安装板固定连接,所述第六气缸与所述第六气缸安装板固定连接,所述第六气缸输出端安装有第六气缸连接头,所述第六气缸连接头与所述焊接上下移动安装板固定连接,所述第四导轨与所述焊接左右移动安装板固定连接,所述第四滑块与所述第四导轨可滑动连接,所述第四滑块与所述焊接上下移动安装板固定连接,所述电烙铁连接板与所述焊接上下移动安装板固定连接,所述电烙铁固定板与所述电烙铁连接板固定连接,所述导锡板与所述电烙铁固定板固定连接,所述导管与所述导锡板固定连接,所述导管内为通孔设置有焊锡条,所述电烙铁与所述电烙铁固定板固定连接,所述第五气缸用以最终实现所述焊锡条以及所述电烙铁左右移动,从而实现将电烙铁及焊锡条靠近所述短线芯并将短线芯一起靠在dc头上实现焊接,所述第六气缸用以最终实现所述焊锡条以及所述电烙铁上下移动。
10.所述夹线机构包括:夹线机构固定板、夹线气缸、左夹线块、右夹线块,所述夹线气缸与所述夹线机构固定板固定连接,所述夹线气缸输出端分别固定有所述左夹线块,以及所述右夹线块,所述夹线机构用以夹取所述线材。
11.所述支撑架包括:支撑安装底板、支撑安装立板、夹线机构安装板、夹取移动旋转机构限位板,所述支撑安装底板与所述支撑安装立板固定连接,夹取移动旋转机构限位板与所述支撑安装底板固定连接,所述夹线机构安装板与所述支撑安装立板固定连接。
12.所述dc头待焊接位置中心点与所述旋转主轴旋转轴线重合。
13.所述夹取移动旋转机构的所述第一导轨与所述支撑架的所述支撑安装底板固定连接,所述夹取移动旋转机构的所述第一气缸垫块与所述支撑架的所述支撑安装底板固定连接,所述夹线机构的夹线机构固定板与所述夹线机构安装板固定连接,所述焊接安装底板与所述支撑安装立板固定连接。
14.一种dc头弯头焊接装置,先将所述dc头与所述线材长线芯焊接完成,此时所述dc头轴线与所述线材轴线平行,随后进入所述dc头弯头焊接装置内,随后所述夹线机构将所述线材夹紧,随后所述夹取移动旋转机构移动到夹取位置,随后夹取所述dc头使其固定,或可将所述dc头旋转一定角度,随后所述焊接机构下降,随后所述焊接机构的所述电烙铁以及所述焊锡条向左移动并推动所述短线芯靠在dc头上实现焊接,完成焊接后所述焊接机构复位,所述夹取移动旋转机构复位,所述夹线机构复位。
15.本技术的有益效果在于:本发明先将dc头与线材长线芯焊接完成,此时所述dc头轴线与所述线材轴线平行,随后进入dc头弯头焊接装置内,夹线机构将所述线材夹紧,随后夹取移动旋转机构移动到夹取位置,随后夹取所述dc 头使其固定,或可将夹取的dc头旋转一定角度,随后焊接机构的电烙铁以及所述焊锡条向左移动并推动所述短线芯靠在dc头上实现焊接,如此实现dc头与线芯平行或呈一定角度焊接工艺,大大提高了生产效率及可靠性,降低了成本。
附图说明
16.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
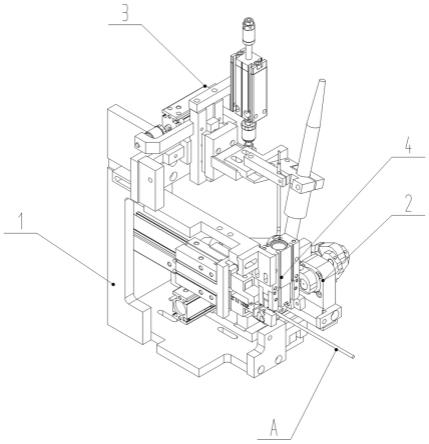
17.图1为本技术实施例提供的装置的立体图;
18.图2为本技术实施例提供的装置的爆炸图;
19.图3为本技术实施例的线材与dc头未旋转前状态下的立体图;
20.图4为本技术实施例的夹取移动旋转机构立体图;
21.图5为本技术实施例的夹取移动旋转机构爆炸图;
22.图6为本技术实施例的焊接机构立体图;
23.图7为本技术实施例的焊接机构爆炸图;
24.图8为本技术实施例的夹线机构爆炸图;
25.图9为本技术实施例的支撑机构立体图;
26.图10为本技术实施例的连接线与dc头旋转后状态下的立体图。
27.其中,图中各附图标记:
28.线材a、dc头b、长线芯x1、短线芯x2、支撑架1、夹取移动旋转机构2、焊接机构3、夹线机构4、第一导轨201、第一滑块202、第一气缸203、第一气缸垫块204、第一气缸连接块205、第一安装板206、第二气缸207、第二气缸连接块208、第二导轨209、第二滑块210、第二安装板211、旋转固定底板 212、第三气缸固定连接轴213、第三气缸214、第三气缸连接块215、第三气缸活动连接轴216、第三气缸活动摇杆217、旋转主轴218、旋转轴安装立板 219、旋转下限位板220、旋转上限位板221、旋转驱动块222、旋转连接块 223、第四气缸224、旋转上夹225、旋转下夹226、焊接安装底板301、第五气缸安装板302、第五气缸303、第五气缸限位板304、第五气缸连接头305、第五气缸连接块306、第三导轨307、第三滑块308、焊接左右移动安装板 309、第六气缸安装板310、第六气缸311、第六气缸连接头312、焊接上下移动安装板313、第四导轨314、第四滑块315、电烙铁连接板316、电烙铁固定板317、导锡板318、导
管319、焊锡条320、电烙铁321、夹线机构固定板401、夹线气缸402、左夹线块403、右夹线块404、支撑安装底板101、支撑安装立板102、夹线机构安装板103、夹取移动旋转机构限位板104。
具体实施方式
29.为了使本技术所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
30.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
31.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
32.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
33.请参阅图1至图10,本技术实施例提供了一种dc头焊接装置,用以将dc头 b以平行或一定角度方式与线材a焊接,包括:线材a、dc头b、支撑架1、固定于支撑架1上的夹取移动旋转机构2、焊接机构3、夹线机构4,焊接机构3位于夹线机构4上方,夹线机构4位于夹取移动旋转机构2上方,夹线机构4用于夹紧线材a使其固定,夹取移动旋转机构2用于移动到夹取位置夹取dc头b使其固定,如dc头b与所述线材a有其他角度要求,夹取移动旋转机构2可将夹取的dc头b旋转一定角度,焊接机构3用于焊接dc头b。
34.线材a一端裸露有一长线芯x1以及一短线芯x2,dc头b一侧已和长线芯x1 焊接,短线芯x2端部为裸露导线。
35.夹取移动旋转机构2包括:第一导轨201、第一滑块202、第一气缸203、第一气缸垫块204、第一气缸连接块205、第一安装板206、第二气缸207、第二气缸连接块208、第二导轨209、第二滑块210、第二安装板211、旋转固定底板212、第三气缸固定连接轴213、第三气缸214、第三气缸连接块215、第三气缸活动连接轴216、第三气缸活动摇杆217、旋转主轴218、旋转轴安装立板219、旋转下限位板220、旋转上限位板221、旋转驱动块222、旋转连接块 223、第四气缸224、旋转上夹225、旋转下夹226;
36.第一导轨201与第一滑块202可滑动连接,第一气缸203与第一气缸垫块 204固定连接,第一气缸203输出端与第一气缸连接块205固定连接,第一气缸连接块205可拆卸设置于第一安装板206、第一滑块202与第一安装板206 固定连接,第二气缸207与第一安装板206固定连接,第二气缸连接块208固定于第二气缸207输出端、第二导轨209与第一安装板206固定连接,第二滑块210与第二导轨209可滑动连接,第二滑块210与第二安装板211固定连接,第二气缸连接块208可拆卸设置于第二安装板211,第二安装板211上固定有旋转固定
底板212、第三气缸固定连接轴213与第二安装板211固定连接,第三气缸214一端与第三气缸固定连接轴213可转动连接,第三气缸连接块215固定于第三气缸214输出端、第三气缸活动连接轴216与第三气缸连接块215可转动连接,第三气缸活动连接轴216与第三气缸活动摇杆217固定连接,第三气缸活动摇杆217与旋转主轴218一端以一定角度固定连接,旋转轴安装立板219固定于旋转固定底板212上,旋转上限位板221固定于旋转轴安装立板219一侧,旋转下限位板220固定于旋转轴安装立板219另一侧,旋转主轴218与旋转轴安装立板219可转动连接,旋转主轴218另一端与旋转驱动块222固定连接,旋转连接块223与旋转驱动块222固定连接,第四气缸224 与旋转连接块223固定连接,第四气缸224输出端固定有旋转上夹225以及旋转下夹226,第四气缸224用于驱动旋转上夹225以及旋转下夹226夹取dc头 b,第一气缸203以及第二气缸207用于最终实现将旋转上夹225以及旋转下夹226移动至夹取dc头b的位置,第三气缸214用于最终实现夹取好的dc头 b旋转一定角度。
37.焊接机构3包括:焊接安装底板301、第五气缸安装板302、第五气缸 303、第五气缸限位板304、第五气缸连接头305、第五气缸连接块306、第三导轨307、第三滑块308、焊接左右移动安装板309、第六气缸安装板310、第六气缸311、第六气缸连接头312、焊接上下移动安装板313、第四导轨314、第四滑块315、电烙铁连接板316、电烙铁固定板317、导锡板318、导管 319、焊锡条320、电烙铁321;
38.焊接安装底板301与第五气缸安装板302固定连接,第五气缸303与第五气缸安装板302固定连接,第五气缸限位板304与焊接安装底板301固定连接,第五气缸303输出端上安装有第五气缸连接头305,第五气缸连接块306 与第五气缸连接头305固定连接,第五气缸连接块306与焊接左右移动安装板 309固定连接,第三导轨307与焊接安装底板301固定连接,第三滑块308与第三导轨307可滑动连接,第三滑块308与焊接左右移动安装板309固定连接,第六气缸安装板310与焊接左右移动安装板309固定连接,第六气缸311 与第六气缸安装板310固定连接,第六气缸311输出端安装有第六气缸连接头 312,第六气缸连接头312与焊接上下移动安装板313固定连接,第四导轨314 与焊接左右移动安装板309固定连接,第四滑块315与第四导轨314可滑动连接,第四滑块315与焊接上下移动安装板313固定连接,电烙铁连接板316与焊接上下移动安装板313固定连接,电烙铁固定板317与电烙铁连接板316固定连接,导锡板318与电烙铁固定板317固定连接,导管319与导锡板318固定连接,导管319内为通孔设置有焊锡条320,电烙铁321与电烙铁固定板 317固定连接,第五气缸303用以最终实现焊锡条320以及电烙铁321左右移动,从而实现将电烙铁321及焊锡条320靠近短线芯x2并将短线芯x2一起靠在dc头b上实现焊接,第六气缸311用以最终实现焊锡条320以及电烙铁321 上下移动。
39.夹线机构4包括:夹线机构固定板401、夹线气缸402、左夹线块403、右夹线块404,夹线气缸402与夹线机构固定板401固定连接,夹线气缸402输出端分别固定有左夹线块403,以及右夹线块404,夹线机构4用以夹取线材 a。
40.支撑架1包括:支撑安装底板101、支撑安装立板102、夹线机构安装板 103、夹取移动旋转机构限位板104,支撑安装底板101与支撑安装立板102固定连接,夹取移动旋转机构限位板104与支撑安装底板101固定连接,夹线机构安装板103与支撑安装立板102固定连接。
41.dc头b待焊接位置中心点与旋转主轴218旋转轴线重合。
42.夹取移动旋转机构2的第一导轨201与支撑架1的支撑安装底板101固定连接,夹取移动旋转机构2的第一气缸垫块204与支撑架1的支撑安装底板 101固定连接,夹线机构4的夹线机构固定板401与夹线机构安装板103固定连接,焊接安装底板301与支撑安装立板102固定连接。
43.一种dc头弯头焊接方法,先将dc头b与线材a长线芯x1焊接完成,此时dc头b轴线与线材a轴线平行,随后进入dc头弯头焊接装置内,随后夹线机构4将线材a夹紧,随后夹取移动旋转机构2移动到夹取位置,随后夹取dc 头b使其固定,或可将夹取的dc头b旋转一定角度,随后焊接机构3下降,随后焊接机构3的电烙铁321以及焊锡条320向左移动并推动短线芯x2靠在 dc头b上实现焊接,完成焊接后焊接机构3复位,夹取移动旋转机构2复位,夹线机构4复位。
44.工作原理:
45.先将dc头与线材长线芯焊接完成,此时dc头轴线与线材轴线平行,随后进入dc头弯头焊接装置内,夹线机构将线材夹紧,随后夹取移动旋转机构移动到夹取位置,随后夹取dc头使其固定,如dc头与线材有角度要求,则夹取移动旋转机构可将dc头旋转一定角度,随后焊接机构的电烙铁以及焊锡条向左移动并推动短线芯靠在dc头上实现焊接,如此实现dc头与线芯平行或呈一定角度焊接工艺。
46.本发明采用先将dc头与线材长线芯焊接完成,随后进入dc头弯头焊接装置内,通过夹取移动旋转机构夹取dc头其实固定,或可将夹取的dc头旋转一定角度,随后焊接的作业方式,实现dc头与线材平行或呈一定角度焊接工艺,大大提高了生产效率,降低了成本。
47.以上所述仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。